«УТВЕРЖДЕНО»
«СОГЛАСОВАНО»
Зам по
УПР
Председатель МКСД
___________________ __________________
Русина Ю.А. Шарейко
Е.М.
«___»_______________2017г.
«____»___________2017г.
МЕТОДИЧЕСКИЕ РЕКОМЕНДАЦИИ
ПО РАЗРАБОТКЕ, ОФОРМЛЕНИЮ И
ЗАЩИТЕ
ПИСЬМЕННЫХ ЭКЗАМЕНАЦИОННЫХ
РАБОТ
ДЛЯ ОБУЧАЮЩИХСЯ ПО ПРОФЕССИИ
15.01.05.
«СВАРЩИК (ручной и частично механизированной сварки
(наплавки))»
Кострома 2017 год
Методические рекомендации разработаны с учетом Положения о
Государственной итоговой аттестации выпускников ОГБПОУ «Костромской колледж
отраслевых технологий строительства и лесного производства».
Настоящие методические рекомендации обязательны для
обучающихся выпускных групп, выполняющих выпускную квалификационную работу
(письменную экзаменационную работу).
Методические рекомендации разработал:
преподаватель специальных дисциплин Чигрин
В.Н.
СОДЕРЖАНИЕ
1. История развития предприятия (на котором проходил ПП студент)
2.Общая часть
2.1. характеристика
изделия.
2.2. выполнение
чертежа.
2.3. характеристика
основного металла детали или узла, определение свариваемости.
2.4. выбор и
обоснование выбора сварочного оборудования.
2.5. выбор и
обоснование выбора сварочных материалов.
2.6. обоснование
выбора заготовительного оборудования.
3.Технологическая часть
3.1. выбор вида соединения и шва по гост.
3.2. подбор и расчет основных параметров режима сварки,
особенности технологии сварки.
3.3. причины возникновения возможных сварочных напряжений и деформаций. Меры по их предупреждению.
3.4. анализ возможных дефектов сварного шва. Способы
контроля качества сварных швов, применяемые на производстве.
4. Охрана труда и техника безопасности
4.1. индивидуальные средства защиты сварщика.
4.2. электробезопасность на рабочем месте.
4.3. правила по технике безопасности при выполнении сварочных работ.
4.4. пожарная безопасность.
4.5. организация рабочего места на данном предприятии. схема
рабочего места сварщика.
5. Перечень использованной литературы.
1. ИСТОРИЯ РАЗВИТИЯ ПРЕДПРИЯТИЯ (НА
КОТОРОМ ПРОХОДИЛ ПП СТУДЕНТ).
В качестве кого студент
проходит производственную практику и на каком предприятии. История развития предприятия.
Структура предприятия.
2. Общая часть
2.1 ХАРАКТЕРИСТИКА ИЗДЕЛИЯ.
В этом
разделе необходимо указать:
—
наименование сварной конструкции;
—
назначение сварной конструкции;
—
габариты и массу сварной конструкции;
—
характер нагрузок, действующих на сварную конструкцию
в процессе эксплуатации, условия работы.
2.2 ВЫПОЛНЕНИЕ ЧЕРТЕЖА
Выполнение чертежа изготовляемой детали или
узла на формате А1. Проставить позиции, обозначить все
сварные швы согласно ГОСТа. Составить спецификацию на
изделие.
2.3 ХАРАКТЕРИСТИКА
ОСНОВНОГО МЕТАЛЛА ДЕТАЛИ ИЛИ УЗЛА. ОПРЕДЕЛЕНИЕ СВАРИВАЕМОСТИ
Данный раздел должен содержать следующее :
Ø
дать характеристику данной
стали (расшифровать и указать полное название стали);
Ø
определить химический
состав заданной стали по справочнику, и предоставить в виде таблицы:
Химический состав стали,%
|
С |
Si |
Mn |
Cr |
S |
P |
As |
Cu |
N |
|
не более |
не более |
Ø
определить механические
свойства стали по справочнику, и предоставить в виде таблицы:
Механические свойства стали:
|
ГОСТ |
Состояние |
Сечение, мм |
0,2 |
в |
5 (4) |
|
Мпа |
|||||
|
не менее |
Ø
рассчитать эквивалентное
содержание углерода в данной стали (по формуле) и определить к какой группе
свариваемости относится данная сталь:
Температура
предварительного подогрева определяется по формуле:
2.4 ВЫБОР И ОБОСНОВАНИЕ ВЫБОРА СВАРОЧНОГО
ОБОРУДОВАНИЯ.
Подобрать сварочное оборудование, которое подходит по виду сварки и
вашим критериям.
2.5 ВЫБОР И ОБОСНОВАНИЕ ВЫБОРА СВАРОЧНЫХ МАТЕРИАЛОВ.
Принцип выбора сварочных
материалов характеризуется следующими основными условиями:
Ø
обеспечение
требуемой эксплуатационной прочности сварного соединения, то есть механические
свойства металла шва должны соответствовать механическим свойствам основного
металла;
Ø
обеспечение
металла шва без пор, шлаковых включений;
Ø
получение
металла шва с достаточной технологической прочностью (отсутствие горячих и
холодных трещин);
Выбор
сварочных материалов производится в соответствии с принятыми способами сварки.
При
ручной дуговой сварке конструкционных углеродистых и легированных сталей выбор
электродов производится по ГОСТ 9467-75.
Выбор электродов для сварки
высоколегированных сталей с особыми свойствами и требования к электродам
устанавливает ГОСТ 10052-75.
При выборе марки электрода необходимо
привести ее характеристику и сварочно-технологические свойства.
Например: Таблица. Сварочно-технологические свойства электродов АНО
|
Устойчивость дуги |
Высокая |
|
Разбразгивание |
Незначительное, коэффициент 1,5-2% |
|
Формирование шва |
Отличное, валик вогнутый с мелкочешуйчатой поверхностью. |
|
Отделяемость шлаковой корки |
Хорошая |
|
Типичный коэффициент наплавки |
15 г/Ач |
|
Провар |
Средний |
|
Склонность металла шва к образованию: — — |
Малая Малая |
|
Расход электродов на 1 кг наплавленного металла |
1,5 кг |
Выбор стальной сварочной проволоки
для механизированных способов сварки производится по ГОСТ 2246-70, который
предусматривает выпуск стальной сварочной проволоки для сварки диаметром 0,3 –
12 мм.
При выборе марки проволоки необходимо
привести её химический состав.
Таблица. Химический
состав проволоки __________, %
|
C |
Si |
Mn |
Cr |
Ni |
S |
P |
При полуавтоматической сварке в СО2
сорт защитного газа выбирается по ГОСТ 8050 – 85.
После
обоснования выбора сварочных материалов, необходимо привести в форме таблиц
механические свойства и химический состав наплавленного металла.
Типичный химический состав наплавленного
металла, %
|
C |
Mn |
Si |
S |
P |
2.6 ОБОСНОВАНИЕ ВЫБОРА ЗАГОТОВИТЕЛЬНОГО
ОБОРУДОВАНИЯ.
Опишите
заготовительное и сварочного оборудование применяемое при изготовлении данной
конструкции, укажите его марку, назначение и технические характеристики.
3. Технологическая часть
3.1 ВЫБОР ВИДА СОЕДИНЕНИЯ И ШВА ПО ГОСТ.
По
чертежу определить виды соединений.
Вычертить
в масштабе 1:1 виды сварных соединений и швов согласно ГОСТ. Указать на чертеже
основные геометрические размеры сварных швов.
3.2 ПОДБОР И РАСЧЕТ ОСНОВНЫХ ПАРАМЕТРОВ РЕЖИМА СВАРКИ. ОСОБЕННОСТИ
ТЕХНОЛОГИИ СВАРКИ.
Режимом сварки называют совокупность характеристик сварочного процесса,
обеспечивающих получение сварных соединений заданных размеров, форм и качества.
При всех дуговых способах сварки такими характеристиками являются следующие
параметры:
— толщина свариваемого металла,
—
диаметр электрода,
—
сила сварочного тока;
—
напряжение на дуге;
—
скорость сварки;
—
род тока и полярность.
При механизированных способах сварки добавляется ещё один параметр –
скорость подачи сварочной проволоки, а при сварке в защитных газах – удельный
расход защитного газа.
А) Методика расчета режима ручной дуговой сварки.
1.
Определяется площадь сечения шва.
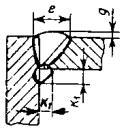
Площадь сечения одностороннего стыкового шва с зазором определяется по
формуле:
Fш= 0,75·e·g + s·b, (мм2)
s — толщина детали, мм
b – зазор, мм
e – ширина шва, мм
g – усиление шва, мм
Площадь сечения стыкового шва с разделкой двух кромок и под варкой корня
шва определяется по формуле:
Fш=
0,75·e·g + s·b + h2·tgα + 0,75·e1 ·g1 , (мм2)
где c – величина притупления, мм;
α – угол разделки, градус;
e1 – ширина подварки, мм4
g1 – усилие подварки, мм
Рассчитаю площадь сечения углового шва по формуле:
![]() ;
;
2.
При сварке многопроходных швов
необходимо определить число проходов по формуле:
Для соединения С8:
Fн = 2S + 0,5 (S-1)2+ 0,73 ·В·g, мм2
Для соединения С17:
Fн =
2S +(S-1)2·tg250
+ 0,73 ·В·g,
мм2
3.
Диаметр электрода выбирается в
зависимости от толщины свариваемого металла.
|
Толщина |
1-2 |
3 |
4-5 |
6-12 |
13 и > |
|
Диаметр |
1,5-2 |
3 |
3-4 |
4-5 |
5 и > |
4.
Расчет силы сварочного тока.
Производится по диаметру электрода и допускаемой плотности тока:
![]()
где i –
допускаемая плотность тока, А/мм2
Допускаемая плотность тока зависит от диаметра и вида покрытия.
|
Вид покрытия |
Диаметр электрода, мм |
|||
|
3 |
4 |
5 |
6 |
|
|
Рутиловое |
14 — 20 |
11,5 — 16 |
10 — 13,5 |
9,5 — 12,5 |
|
основное |
13-18,5 |
10-14,5 |
9-12,5 |
8,5-12,0 |
При приближенных расчетах сила сварочного тока может быть определена по
формуле:
Iсв=k·dэ, А
где к – коэффициент, зависимый от диаметра электрода:
|
Диаметр электрода, мм |
1-2 |
3-4 |
5-6 |
|
Коэффициент К, А/мм2 |
25-30 |
30-45 |
45-60 |
5.
Напряжение на дуге не регламентируется и
принимается в пределах
Uд= 20÷36 В
6.
Скорость сварки определяется по формуле:
![]()
где р-
плотность металла электрода, г/см2 (для стали р= 7,8 г/см3
).
Сварка в
углекислом газе проволокой сплошного сечения
В основу выбора диаметра электродной проволоки
положены те же принципы, что и при выборе диаметра электрода при ручной дуговой
сварке:
|
Толщина листа, мм |
1 |
3 |
6 |
|
Диаметр электродной проволоки dэ, мм |
0,8 |
1,2 |
2,0 |
Расчет
сварочного тока, А, при сварке проволокой сплошного сечения производится по
формуле

![]() где а – плотность тока в электродной проволоке, А/мм2
где а – плотность тока в электродной проволоке, А/мм2
(при сварке в СО2 а = 110 130
А/мм2); ![]() – диаметр электродной
– диаметр электродной
проволоки, мм.
Механизированные
способы сварки позволяют применять значительно большие плотности тока по
сравнению с ручной сваркой. Это объясняется меньшей длиной вылета электрода.
Напряжение дуги и расход
углекислого газа выбираются в зависимости от силы сварочного тока по таблице
Таблица№ 1
Зависимость
напряжения и расхода углекислого газа от силы сварочного тока
|
Сила |
50 |
90 |
150 |
220 |
280 |
360 |
430 |
|
Напряжение |
17 |
19 |
21 |
25 |
28 |
30 |
32 |
|
Расход СО2,л/мин |
8 |
8 |
9 |
15 |
15 |
18 |
18 |
При
сварочном токе ![]() 250 А длина дуги должна быть
250 А длина дуги должна быть
в пределах ![]() 4,0 мм.
4,0 мм.
Вылет электродной проволоки составляет ![]() 15 мм (уменьшается с повышением
15 мм (уменьшается с повышением
сварочного тока).
Скорость подачи электродной проволоки, м/ч, рассчитывается по формуле
![]()

где – коэффициент расплавления проволоки, г/А· ч; dэ – диаметр электродной
проволоки, мм.
 Значение рассчитывается
Значение рассчитывается
по формуле
.
Скорость сварки (наплавки), м/ч, рассчитывается по формуле
 |
,
![]() где
где ![]() –
–
коэффициент наплавки, г/А? ч; ![]() , где – коэффициент потерь
, где – коэффициент потерь
![]()
![]() металла на угар и
металла на угар и
разбрызгивание. При сварке в СО2 0,1 0,15; Fв – площадь поперечного сечения одного
валика, см2. При наплавке в СО2 принимается равным 0,3
![]() 0,7 см2.
0,7 см2.
Масса наплавленного металла, г, при сварке рассчитывается по следующим
формулам:
 при сварке;
при сварке;
при наплавочных работах ,
 Время горения дуги, ч, определяется по формуле
Время горения дуги, ч, определяется по формуле
1.
.
 Полное время сварки, ч, определяется по формуле
Полное время сварки, ч, определяется по формуле
,
![]() где
где
Кп – коэффициент использования сварочного поста,
(Кп=0,6 0,7).
Расход электродной проволоки, г, рассчитывается по формуле
![]() ,
,
![]()
![]()
![]() где Gн – масса наплавленного металла, г; –
где Gн – масса наплавленного металла, г; –
коэффициент потерь, (= 0,1 0,15).
Расход электроэнергии, кВт· ч, определяется по формуле
 ,
,
![]()
![]() где
где ![]() – КПД источника питания, при постоянном токе 0,6
– КПД источника питания, при постоянном токе 0,6
0,7,
переменном
0,8 0,9; Wo – мощность источника питания,
работающего на холостом ходе, кВт. На
![]()
![]() постоянном токе Wо = 2,0 3,0 кВт,
постоянном токе Wо = 2,0 3,0 кВт,
на переменном – Wо= 0,2 0,4 кВт.
Справочные сведения по оборудованию для сварки
в СО2 приведены в табл. 4,5,7
приложения.
3.3 ПРИЧИНЫ ВОЗНИКНОВЕНИЯ ВОЗМОЖНЫХ СВАРОЧНЫХ НАПРЯЖЕНИЙ И ДЕФОРМАЦИЙ. МЕРЫ ПО ИХ ПРЕДУПРЕЖДЕНИЮ
Определить
причины возникновения возможных сварочных напряжений и деформаций в процессе сварки.
Указать
конкретные меры по предупреждению напряжений и деформаций при сварке
конструкций. Обратить внимание на способы закрепления свариваемых изделий в
специальных приспособлениях для сборки, равномерный и неравномерный нагрев.
Выбрать рациональную форму подготовки кромок, способы сварки, режимы, вид
термической обработки после сварки (если это необходимо). (2 листа)
3.4 АНАЛИЗ ВОЗМОЖНЫХ
ДЕФЕКТОВ СВАРНОГО ШВА. СПОСОБЫ КОНТРОЛЯ КАЧЕСТВА СВАРНЫХ ШВОВ, ПРИМЕНЯЕМЫЕ НА
ПРОИЗВОДСТВЕ.
Произвести анализ возможных дефектов сварного шва.
Рассмотреть методы контроля качества сварных швов применяемые
на производстве.
Необходимо
отметить, что при назначении и выборе метода контроля учитывают:
—
категорию ответственности
соединений или изделий, связанную с условиями их эксплуатации;
—
недопустимость дефектов,
рассчитываемую на основе анализа прочности и надежности соединения
—
допустимый уровень
малозначительных дефектов, назначаемый, исходя из эксплуатационных и
технологических условий конструкции.
4. ОХРАНА ТРУДА и техника
безопасности.
4.1 ИНДИВИДУАЛЬНЫЕ СРЕДСТВА
ЗАЩИТЫ СВАРЩИКА.
Перечень
индивидуальных средств защиты. Требования к средствам индивидуальной защиты.
4.2 ЭЛЕКТРОБЕЗОПАСНОСТЬ НА РАБОЧЕМ
МЕСТЕ.
Требования
электробезопасности к сварочному оборудованию, электрододержателям, сварочным
проводам. Требования электробезопасности по организации рабочих мест.
Требования электробезопасности при выполнение сварочных работ в закрых
помещения и сосудах. Требования электробезопасности при выполнении сварочных
работ на открытом воздухе.
4.3 ПРАВИЛА ПО ТЕХНИКЕ БЕЗОПАСНОСТИ ПРИ ВЫПОЛНЕНИИ СВАРОЧНЫХ РАБОТ.
Основные
требования по технике безопасности до начала, во время и после работы при
выполнении электросварочных работ (газосварочных и газорезательных работ или
при полуавтоматической сварке в СО2).
4.4 ПОЖАРНАЯ БЕЗОПАСНОСТЬ .
Требования
пожарной безопасности по организации рабочих мест при выполнении сварочных
работ. Средства пожаротушения на рабочем месте и на участке.
4.5 ОРГАНИЗАЦИЯ РАБОЧЕГО МЕСТА НА ДАННОМ ПРЕДПРИЯТИИ. СХЕМА РАБОЧЕГО МЕСТА
СВАРЩИКА.
В
этом разделе необходимо отразить следующие вопросы:
—
каким оборудованием
укомплектовано рабочее место сборки и сварки;
Привести
схемы организации рабочих мест при выполнении электросварочных работ
(газосварочных работ, газорезательных работ, работ на полуавтомтах в среде СО2)
на формате А-4.
Необходимо
выполнить схему рабочего места, на котором работал студент.
1.
Ящик для инструмента и
спецодежды.
2.
 Источник питания сварочной дуги.
Источник питания сварочной дуги.
3.
Ящик для
огарков.
4.
Сварочный
стол.
5.
Пеналы для электродов.
РЕКОМЕНДУЕМАЯ
ЛИТЕРАТУРА:
СОДЕРЖАНИЕ.
1. Введение.
2. Основная часть.
2.1. Технологическая часть.
2.1.1. Характеристика металла конструкции.
2.1.2. Подготовка металла к сварке.
2.1.3. Технология ручной дуговой сварки покрытыми
электродами.
2.1.4. Основные характеристики сварочных материалов,
оборудования и приспособлений.
2.1.5. Выбор режима сварки.
2.1.6. Техника ручной дуговой сварки покрытыми электродами.
2.1.7. Контроль качества сварки, возможные дефекты и
способы их исправления.
2.2. Творческая часть.
2.2.1. Характеристика материала конструкции.
2.2.2. Подготовка металла к сварке.
2.2.3. Основные характеристики сварочных материалов,
оборудования и приспособлений.
2.2.4. Выбор режима сварки.
2.2.5. Техника ручной дуговой сварки покрытыми электродами.
2.2.6. Контроль качества сварки.
2.3. Графическая часть.
2.4. Требования охраны труда и организация рабочего места.
3. Заключение.
4. Список использованной литературы.
5. Приложения.
1. ВВЕДЕНИЕ.
МОЯ ПРОФЕССИЯ СВРЩИК.
С варщик – специалист по металлу, который соединяет металлические детали в сложные конструкции при помощи электрической сварки или газового пламени.
варщик – специалист по металлу, который соединяет металлические детали в сложные конструкции при помощи электрической сварки или газового пламени.
Горит дуга за маскою забрала,
Тверда рука и больше не дрожит,
Ручьем, по шву текущего металла,
Соединяю корпус в монолит…
Истоки моей профессии 1802 год — В. В. Петров открыл явление вольтовой электрической дуги. 1882 год — Н. Н. Бенардос изобрёл электрическую сварку с применением угольных электродов. 1888 год — Н. Г. Славянов впервые в мире применил на практике дуговую сварку металлическим (плавящимся) электродом под слоем флюса.
В настоящее время профессия сварщика является одной из востребованных в различных производствах. Сварщик занимается соединением металлических конструкций, деталей, изделий, ёмкостей и трубопроводов разного вида, состава, предназначения и уровня сложности. От профессионального сварщика зависит качество работы и сварочных швов. В его работе не допускаются ошибки, которые могут привести к катастрофическим последствиям.
Профессия сварщика подразделяется на несколько специальностей: газосварщик, сварщик ручной дуговой сварки, оператор автоматических сварочных аппаратов.
Требования профессии к человеку Физическая сила и выносливость, так как труд сварщика в основном ручной. Острота зрения и цветовосприятие. Гибкость и подвижность рук. Развитый вестибулярный аппарат, хорошая координация движений. Умение длительно сосредотачивать внимание. Пространственное воображение и техническое мышление. Аккуратность, эмоциональная устойчивость, уравновешенность
Труд сварщика — это своего рода искусства. В процессе сварки опытный мастер, как скульптор, творит из металла сложные предметы: начиная от ограждения, системы водоснабжения и заканчивая возведением высотных сооружений.
Сварщик, как профессия, подразделяется на несколько специализаций: сварщик ручной дуговой сварки, газосварщик, оператор автоматических сварочных аппаратов. Рабочие всех этих специальностей занимаются одним делом — соединением металлических конструкций, сложных аппаратов, деталей, узлов методом сплавления металлов. От мастерства сварщиков зависит качество сварочных швов. Любые ошибки, небрежность, допускаемые в работе, могут привести к катастрофическим последствиям. Сварщик — профессионал должен знать электротехнику, технологию плавления металлов, свойства газов, применяемых для антиокисления, методы и принципы действия используемых агрегатов и оборудования. Большое значение имеет соблюдение техники безопасности и производственной санитарии.
2. ОСНОВНАЯ ЧАСТЬ.
2.1. ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ.
2.1.1. ХАРАКТЕРИСТИКА МАТЕРИАЛА КОНСТРУКЦИИ.
Одним из основных материалов для изготовления сварных конструкций являются металлы, и в частности – стали.
Сталь — это сплав железа с углеродом и другими элементами, где углерода до 2,14%. В зависимости от химического состава сталь бывает углеродистая и легированная. Углеродистая сталь делится на низкоуглеродистую (содержание углерода до 0,25%), среднеуглеродистую (от 0,25 до 0,6%С) и высокоуглеродистую (от 0,6 до 2,0%С). Сталь, в составе которой кроме углерода имеются легирующие компоненты (хром, никель, вольфрам, ванадий и т. д.), называется легированной. Различают легированные стали: низколегированные (суммарное содержание легирующих компонентов, кроме углерода, менее 2,5%), среднелегированные (от 2,5 до 10%), высоколегированные (более 10%). Легирующие компоненты, вводимые в состав сталей, улучшают их качество: повышаются механические свойства, снижается порог хладноломкости, в результате чего создается возможность снизить массу конструкций.
По микроструктуре различают стали перлитного, мартенситного, аустенитного, ферритного и карбидного классов.
По способу производства различают стали:
А) обыкновенного качества;
Б) качественная;
В) высококачественная.
По назначению стали бывают строительные, машиностроительные (конструкционные), инструментальные и стали с особыми физическими свойствами.
Рассмотренные выше стали имеют хорошую свариваемость. Технология ручной дуговой сварки таких сталей должна обеспечивать конкретный комплекс требований, к которым прежде всего относятся:
-обеспечение надежности и долговечности конструкций и особенно из термически упрочняемых сталей, как правило, используемых при изготовлении ответственных конструкций;
-обеспечение равнопрочное сварного соединения с основным металлом и отсутствие дефектов в сварном шве, поэтому механические свойства металла шва и околошовной зоны должны быть не ниже нижнего предела соответствующих свойств основного металла.
2.1.2. ПОДГОТОВКА МЕТАЛЛА К СВАРКЕ.
Подготовка металла под сварку заключается в правке, очистке, разметке, резке и сборке.
Правкой устраняют деформацию прокатной стали. Листовой и сортовой металл правят в холодном состоянии на листоправйльных и углоправйльных вальцах и прессах. Сильно деформированный металл правят в горячем состоянии.
Перенос размеров детали в натуральную величину с чертежа на металл называют разметкой. При этом пользуются инструментом: рулеткой, линейкой, угольником и чертилкой. Проще и быстрее разметка выполняется шаблоном, изготовляемым из тонкого металлического листа. При разметке заготовок учитывается укорачивание их в процессе сварки конструкции. Поэтому предусматривается припуск из расчета 1 мм на каждый поперечный стык и 0,1—0,2 мм на 1 м продольного шва.
При подготовке деталей к сварке применяют преимущественно термическую резку. Механическую резку целесообразно выполнять при заготовке однотипных деталей, главным образом с прямоугольным сечением. Часто кислородную резку, особенно машинную, сочетают со снятием угла скоса кромок. После термической резки иногда проводят механическую обработку по кромкам для удаления науглероженного металла.
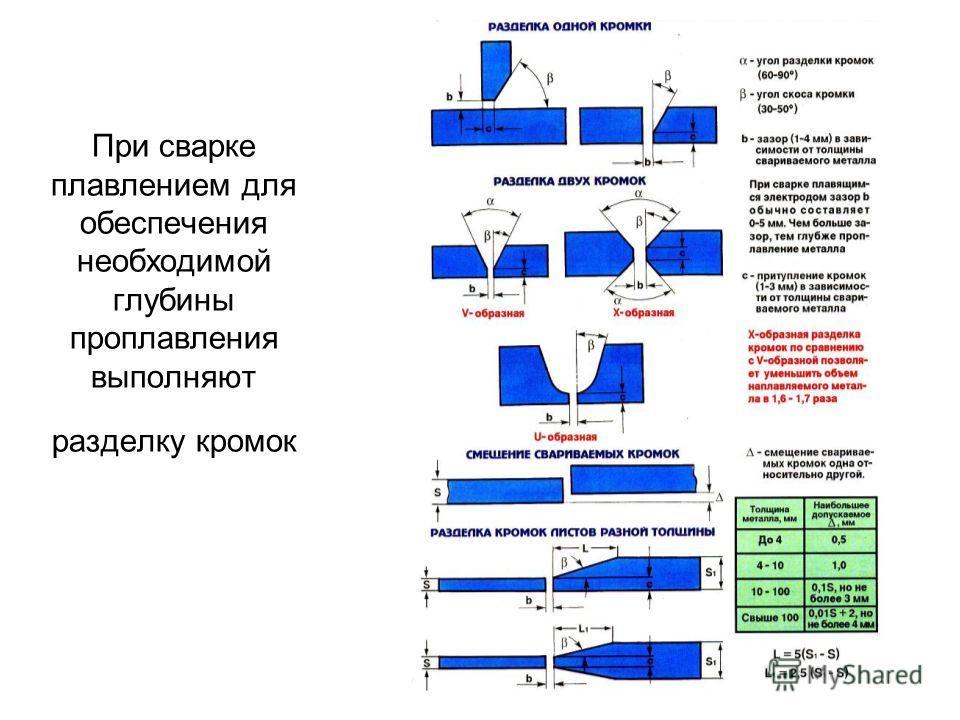
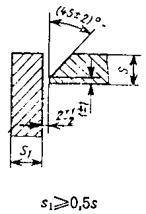
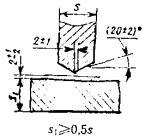
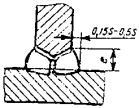
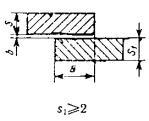
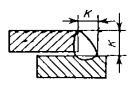
Перед сборкой под сварку требуется в соответствии с ГОСТом подготовить кромки свариваемых деталей.
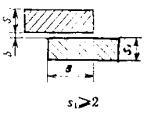
К элементам геометрической формы подготовки кромок под сварку (см.рис.) относятся угол разделки кромок a, притупление кромок S, длина скоса листа L при наличии разности толщин металла, смещение кромок относительно друг друга б, зазор между стыкуемыми кромками а; геометрические размеры шва: в-ширина шва,
h-высота шва, К-катет шва.
СБОРКА ИЗДЕЛИЙ ПОД СВАРКУ.
Трудоемкость сборки деталей под сварку составляет около 30% от общей трудоемкости изготовления изделия. Она зависит от ряда условий (серийности производства, типа изделий и др.). Для уменьшения времени сборки, а также для повышения ее точности применяют различные приспособления. Приспособления могут быть предназначены только для сборки деталей под сварку или только для сварки уже собранного изделия (например, для выполнения швов в изделии только в нижнем положении) или пользуются комбинированными сборочно-сварочными приспособлениями.
Основным назначением сборочного оборудования является фиксация и закрепление собираемого сварного узла в заданном положении. Для этой цели применяются специальные узлы и установки. Установочные и закрепляющие элементы сборочного оборудования. К первым относятся упоры, опоры, призмы, фиксаторы, шаблоны и домкраты. Закрепляющими элементами являются прижимы, которые могут быть ручными и механизированными. В качестве привода механизированных прижимов чаще всего применяются пневматические и гидравлические системы. В некоторых случаях прижим объединяют с упором или фиксатором и выполняют в виде комплексного узла. Установочные и зажимные элементы могут быть съемными и регулируемыми. Из отдельных элементов могут быть собраны приспособления и установки, в частности кондукторы и стенды. Указанные установки применяют для сборки плосколистовых и коробчатых конструкций, а также цилиндрических обечаек. При сборке осуществляют следующие операции: устанавливают все необходимые элементы конструкции на соответствующих местах с заданными зазорами и закрепляют их, совмещают кромки свариваемых элементов, при необходимости производят прихватки. В результате получают конструкцию, готовую для сварки. Для обеспечения необходимой точности сборки, сокращения времени на разметку и проверку собранной конструкции, а также облегчения процесса сварки (возможность выполнения швов в нижнем положении) целесообразно использовать при изготовлении конструкций специальный кондуктор.

Изделия чаще всего собирают на сварочных прихватках. Сварочные прихватки представляют собой неполноценные короткие швы с поперечным сечением до 1/3 сечения полного шва. Длина прихватки от 20 до 100 мм в зависимости от толщины свариваемых листов и длины шва; расстояние между прихватками в зависимости от различных условий достигает 1м. Прихватки придают изделию жесткость и препятствуют перемещению деталей, что может привести к трещинам в прихватках при их охлаждении. Чем больше толщина свариваемых листов, тем больше растягивающая усадочная сила в прихватках и больше возможность образования трещин. Поэтому сборку на сварочных прихватках применяют для конструкций из листов небольшой толщины (до 6 — 8 мм). При значительной толщине листов необходимо обеспечить податливость деталей и сборку изделия выполняют на механических приспособлениях.
Точность сборки проверяют с помощью специального инструмента.
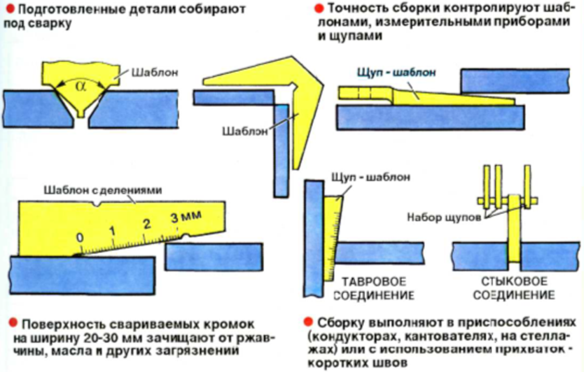 Рис. Инструмент для проверки качества сборки: а-угла разделки кромки, б-прямого угла, в-смещения листов, г-зазора между листами при сварке внахлестку, д-зазора при сварке втавр и встык.
Рис. Инструмент для проверки качества сборки: а-угла разделки кромки, б-прямого угла, в-смещения листов, г-зазора между листами при сварке внахлестку, д-зазора при сварке втавр и встык.
2.1.3.ТЕХНОЛОГИЯ РУЧНОЙ ДУГОВОЙ СВАРКИ ПОКРЫТЫМИ ЭЛЕКТРОДАМИ.
При ручной дуговой сварке покрытыми металлическими электродами, сварочная дуга горит с электрода на изделие, оплавляя кромки свариваемого изделия и расплавляя металл электродного стержня и покрытие электрода (рисунок). Кристаллизация основного металла и металла электродного стержня образует сварной шов.

Достоинства способа:
простота оборудования;
возможность сварки во всех пространственных положениях;
возможность сварки в труднодоступных местах;
быстрый, по времени переход от одного вида материала к другому;
большая номенклатура свариваемых металлов.
Недостатки способа:
большие материальные и временные затраты на подготовку сварщика;
качество сварного соединения и его свойства во многом определяются субъективным фактором;
низкая производительность (пропорциональна сварочному току, увеличение сварочного тока приводит к разрушению электродного покрытия);
вредные и тяжёлые условия труда.
Рациональные области применения:
сварка на монтаже;
сварка непротяжённых швов.
2.1.4.ОСНОВНЫЕ ХАРАКТЕРИСТИКИ СВАРОЧНЫХ МЕТЕРИАЛОВ, ОБОРУДОВАНИЯ И ИНСТРУМЕНТА СВАРЩИКА.
Э ЛЕКТРОДЫ ДЛЯ РУЧНОЙ ДУГОВОЙ СВАРКИ.
ЛЕКТРОДЫ ДЛЯ РУЧНОЙ ДУГОВОЙ СВАРКИ.
В настоящее время в нашей стране для сварки углеродистых и легированных конструкционных сталей применяют электроды по ГОСТу 9467-60, в основу которого положены механические свойства наплавленного металла или сварного соединения, выполняемых электродом. Кроме того, ограничивается содержание серы и фосфора в наплавленном металле.
Все электроды для ручной сварки можно разделить на следующие группы:
«В» — для сварки высоколегированных сталей с особыми свойствами — 49 типов;
«Л» — для сварки легированных конструкционных сталей с временным сопротивлением разрыву свыше 600 МПа — пять типов (Э70, Э85, Э100, Э125, Э150);
«Т» — для сварки легированных теплоустойчивых сталей — девять типов;
«У» — для сварки углеродистых и низколегированных конструкционных сталей с временным сопротивлением разрыву до 600 МПа
«Н» — для наплавки поверхностных слоев с особыми свойствами — 44 типа.
Цифры в обозначениях электродов для сварки конструкционных сталей означают гарантируемый предел прочности металла шва.
Выпускаемые промышленным способом электроды в зависимости от допустимого пространственного положения сварки могут делиться на четыре группы:
электроды, которыми можно варить во всех положениях шва;
электроды, предназначенные для всех положений, кроме вертикального сверху вниз;
для нижнего, горизонтального на вертикальной плоскости и вертикального снизу вверх;
для нижнего и нижнего в лодочку.
На основе химического состава покрытия проведена классификация качественных электродных покрытий: рутиловые, основные, целлюлозные, кислые и со смешанным покрытием.
Электроды для ручной дуговой сварки изготавливают в виде стержней, выполненных из холоднотянутой калиброванной сварочной проволоки, на которую методом опрессовки под давлением наносят слой защитного покрытия. Роль покрытия заключается в металлургической обработке сварочной ванны, защите ее от атмосферного воздействия и обеспечении более устойчивого горения дуги.
В состав покрытия входят следующие элементы:
-стабилизирующие- вещества обеспечивающие устойчивый процесс горения дуги; шлакообразующие- вокруг сварочной ванны создается защитная шлаковая пленка, препятствующая окислительным процессам;
-газообразующие- дополнительная защита сварочной ванны за счет выделенных газов, образующих защитную оболочку;
-легирующие элементы и раскислители- наполнение сварочной ванны легирующими элементами, придавая металлу нужный состав и восстанавление металлов из образовавшихся в сварочной ванне окислов;
-связующие-придание покрытию, созданному из порошковых материалов монолитность;
-формовочные добавки — вещества, придающие покрытию лучшие пластические свойства.
С целью повышения производительности сварки в покрытия добавляют железный порошок, содержание которого может достигать до 60% массы покрытия.
СВАРОЧНОЕ ОБОРУДОВАНИЕ.
СВАРОЧНЫЙ ТРАНСФОРМАТОР.
 Сварочный трансформатор преобразует переменный ток одного напряжения в переменный ток другого напряжения той же частоты и служит для питания сварочной дуги. Трансформатор имеет стальной сердечник (магнитопровод) и две изолированные обмотки. Обмотка, подключенная к сети, называется первичной, а обмотка, подключенная к электрододержателю и свариваемому изделию – вторичной. Для надежного зажигания дуги вторичное напряжение сварочных трансформаторов должно быть не менее 60 — 65 В; напряжение дуги при ручной сварке обычно не превышает 20 — 30 В. Трансформатор имеет винт с рукояткой для перемещения подвижной обмотки .Сварочный ток регулируют изменением расстояния между первичной и вторичной обмотками.
Сварочный трансформатор преобразует переменный ток одного напряжения в переменный ток другого напряжения той же частоты и служит для питания сварочной дуги. Трансформатор имеет стальной сердечник (магнитопровод) и две изолированные обмотки. Обмотка, подключенная к сети, называется первичной, а обмотка, подключенная к электрододержателю и свариваемому изделию – вторичной. Для надежного зажигания дуги вторичное напряжение сварочных трансформаторов должно быть не менее 60 — 65 В; напряжение дуги при ручной сварке обычно не превышает 20 — 30 В. Трансформатор имеет винт с рукояткой для перемещения подвижной обмотки .Сварочный ток регулируют изменением расстояния между первичной и вторичной обмотками.
СВАРОЧНЫЙ ВЫПРЯМИТЕЛЬ.
Свойство некоторых материалов пропускать  электрический ток в одном направлении используется в сварочной технике для преобразования переменного тока в пульсирующий постоянный ток. Материалами выпрямительного элемента (вентиля) служат селен и кремний. Сварочные выпрямители выполняют в большинстве случаев по трехфазной схеме, преимущества которой заключаются в большом числе пульсаций напряжения более равномерной загрузке трехфазной сети.
электрический ток в одном направлении используется в сварочной технике для преобразования переменного тока в пульсирующий постоянный ток. Материалами выпрямительного элемента (вентиля) служат селен и кремний. Сварочные выпрямители выполняют в большинстве случаев по трехфазной схеме, преимущества которой заключаются в большом числе пульсаций напряжения более равномерной загрузке трехфазной сети.
Сварка пульсирующим постоянным током может производиться на прямой и обратной полярности. При прямой полярности изделие присоединяется к зажиму «+» выпрямителя, а электрод — к зажиму «-»; при обратной полярности и наоборот.
СВАРОЧНЫЙ ПРЕОБРАЗОВАТЕЛЬ.
Сварочный преобразователь состоит из сварочного генератора постоянного тока и приводного электродвигателя, размещенных обычно в общем корпусе и на общем валу. Приводной электродвигатель преобразует электрическую энергию переменного тока в механическую, а сварочный генератор преобразует механическую энергию постоянного тока в электрическую энергию постоянного тока, питающую сварочную дугу. Для вращения генератора в сварочных генераторах применяется трехфазный асинхронный электродвигатель. Сварочный генератор постоянного тока состоит из статора с магнитными полюсами и якоря с обмоткой и коллектором. Регулирование сварочного тока производится реостатом, включенным в обмотку магнитных полюсов.
ПРИНАДЛЕЖНОСТИ И ИНСТРУМЕНТ СВАРЩИКА.
 Для зажатия электрода и подвода к нему сварочного тока служит электрододержатель. Более совершенными являются электрододержатели с пружинами; применяют также винтовые, пластинчатые, вилочные и другие типы электрододержателей.
Для зажатия электрода и подвода к нему сварочного тока служит электрододержатель. Более совершенными являются электрододержатели с пружинами; применяют также винтовые, пластинчатые, вилочные и другие типы электрододержателей.
Согласно ГОСТ 14651—78Е, электрододержатели выпускают трех типов в зависимости от силы сварочного тока: I типа—для тока 125 А; II типа—125 —315 А; III типа — 315 —500 А. Во всех типах электрододержатель должен выдерживать без ремонта 8000 зажимов электродов. Время смены электрода не должно превышать 4 с.
Щитки изготовляют согласно ГОСТ 12.4.035 — 78 из легких и несгораемых материалов (спецпластмасс). Масса ручного щитка не должна превышать 0,48 кг, на-головного — 0,50 кг.
 Защитные стекла (светофильтры) предназначены для защиты глаз и кожи лица от лучей дуги, брызг металла и шлака. ГОСТ 12.4.080-79 предусматривает 13 классов (номеров) светофильтров при сварке на токах от 5 до 1000 А. Номер светофильтра подбирают в зависимости от тока, состава свариваемого металла, вида дуговой сварки, различаемой способом защиты сварочной ванны от действия газов воздуха и индивидуальных особенностей зрения сварщика. Сварка покрытыми электродами при токе 100 А выполняется со светофильтром С5; 200 А-С6; 300 А-С7; 400 А-С8; 500-600 А-С9 и т. д. При сварке плавящимся электродом тяжелых металлов в инертном газе пользуются светофильтром на номер меньше, а легких металлов — на номер больше по сравнению со светофильтром при сварке покрытыми электродами. Шланговая сварка в СО2 при токе 50 — 100 А выполняется со светофильтром С1; 100—150 А— С2; 150-250 А-СЗ; 250-300 А-С4; 300-400 А-С5 и т. д.
Защитные стекла (светофильтры) предназначены для защиты глаз и кожи лица от лучей дуги, брызг металла и шлака. ГОСТ 12.4.080-79 предусматривает 13 классов (номеров) светофильтров при сварке на токах от 5 до 1000 А. Номер светофильтра подбирают в зависимости от тока, состава свариваемого металла, вида дуговой сварки, различаемой способом защиты сварочной ванны от действия газов воздуха и индивидуальных особенностей зрения сварщика. Сварка покрытыми электродами при токе 100 А выполняется со светофильтром С5; 200 А-С6; 300 А-С7; 400 А-С8; 500-600 А-С9 и т. д. При сварке плавящимся электродом тяжелых металлов в инертном газе пользуются светофильтром на номер меньше, а легких металлов — на номер больше по сравнению со светофильтром при сварке покрытыми электродами. Шланговая сварка в СО2 при токе 50 — 100 А выполняется со светофильтром С1; 100—150 А— С2; 150-250 А-СЗ; 250-300 А-С4; 300-400 А-С5 и т. д.
Светофильтр вставляют в рамку щитка, защищают от брызг снаружи обычным оконным стеклом. Прозрачное стекло меняют по мере загрязнения.
Кабели и сварочные провода служат для подвода тока от источника питания к электрододержателю и изделию. Электрододержатели присоединяют к гибкому с медными жилами кабелю ПРГД или ПРГДО (ГОСТ 6731-77 Е).
Сечения медных проводов (жил) выбирают по установленным нормативам для электротехнических установок 5 — 2 А/мм2 при токах 100-300 А.
 Одежда сварщика (костюм и халат) шьется из брезентовой парусины, иногда из специальной (пленочной) ткани. Брюки надевают поверх обуви для предохранения ног от ожогов горячими огарками, образующимися при смене электродов, и брызгами металла. Одежда из прорезиненного материала не применяется, так как легко прожигается нагретыми частицами металла. Все сварщики должны пользоваться брезентовыми рукавицами.
Одежда сварщика (костюм и халат) шьется из брезентовой парусины, иногда из специальной (пленочной) ткани. Брюки надевают поверх обуви для предохранения ног от ожогов горячими огарками, образующимися при смене электродов, и брызгами металла. Одежда из прорезиненного материала не применяется, так как легко прожигается нагретыми частицами металла. Все сварщики должны пользоваться брезентовыми рукавицами.
При выполнении сварочных работ внутри замкнутых сосудов (котлов, емкостей, резервуаров и др.) сварщиков обеспечивают резиновыми ковриками, галошами, особыми наколенниками, подлокотниками и деревянными подставками.
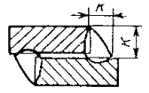
Инструмент сварщика: стальная щетка для зачистки кромок перед сваркой и для удаления с поверхности швов остатков шлака; молоток-шлакоотделитель для удаления шлаковой корки, особенно с угловых швов или швов, расположенных в узкой, глубокой разделке между кромками, зубило, набор шаблонов для проверки размеров швов или для этой же цели универсальный измеритель швов (см. рис.); стальное клеймо для швов; стальная линейка; отвес; угольник; чертилка, а также ящик для хранения и переноски инструмента.
2.1.5. ВЫБОР РЕЖИМА СВАРКИ.
Под режимом сварки понимают совокупность условий, создающих устойчивое протекание процесса сварки. Параметры режима сварки подразделяют на основные и дополнительные. К основным параметрам режима сварки при ручной сварке относят величину, род и полярность тока, диаметр электрода, напряжение, скорость сварки и величину поперечного колебания конца электрода, а дополнительным — величину вылета электрода, состав и толщину покрытия электрода, начальную температуру основного металла, положение электрода в пространстве (вертикальное, наклонное) и положение изделия в процессе сварки.
Диаметр электрода выбирают в зависимости от толщины свариваемого металла, положения, в котором выполняется сварка, а также в зависимости от характера соединения и формы подготовленных кромок под сварку и марки самого электрода. Экспериментально установлена следующая зависимость:
Толщина металла, мм 1,5 2 3 4—5 6—8 9—12 13—15 16—20
Диаметр электрода, мм 1,6 2 3 3—4 4 4—5 5 5 и более
Для сварки в нижнем положении при выборе диаметра электрода можно руководствоваться приведенной выше зависимостью. При выполнении сварных швов в вертикальном и потолочном положениях применяют электроды диаметром 3—4 мм. Если имеется разделка кромок, то корневой слой шва выполняется электродами диаметром 2—4 мм.
Выбор силы сварочного тока. Для сварки в нижнем положении силу сварочного тока подбирают по формуле I = K*d, где I — сила сварочного тока, А; К — коэффициент, А/мм; d — диаметр электрода, мм. При сварке в вертикальном положении в вышеприведенную формулу вводится коэффициент 0,9, учитывающий снижение силы сварочного тока 7=0,9*К*d. При сварке в потолочном положении в связи с трудностью формирования шва вводят коэффициент 0,8 для получения меньшего объема расплавленного металла сварочной ванны, что способствует быстрой кристаллизации металла и нормальному формированию сварного шва в потолочном положении I=0,8*K*d.
Коэффициент К выбирают в зависимости от диаметра электрода:
Диаметр электрода,мм 1—2 3—4 5—6
К, А/мм. 25—30 35—40 45—60
Выбор диаметра электрода при угловых и тавровых соединений
|
Катет шва |
3,0 |
4,0-5,0 |
6,0-9,0 |
|
Диаметр электрода |
3,0 |
4,0 |
5,0 |
Обычно длина дуги составляет 0,5-1,1 диаметра электрода. Скорость сварки должна обеспечивать хорошее формирование шва (определяется сварщиком).
2.2.6.ТЕХНИКА РУЧНОЙ ДУГОВОЙ СВАРКИ ПОКРЫТЫМИ ЭЛЕКТРОДАМИ.
Перед зажиганием (возбуждением) дуги следует установить необходимую силу сварочного тока, которая зависит от марки электрода, типа сварного соединения, положения шва в пространстве и др. Зажигание (возбуждение) производиться двумя способами. При первом способе электрод подводят перпендикулярно к месту начала сварки и после сравнительно легкого прикосновения к изделию отводят верх на расстояние 25 мм. Второй способ напоминает процесс, зажигая спички. При обрыве дуги повторное зажигание ее осуществляется впереди кратера на основном металле с возвратом к наплавленному металлу для вывода на поверхность загрязнений, скопившихся в кратере. После этого сварку ведут в нужном направлении.
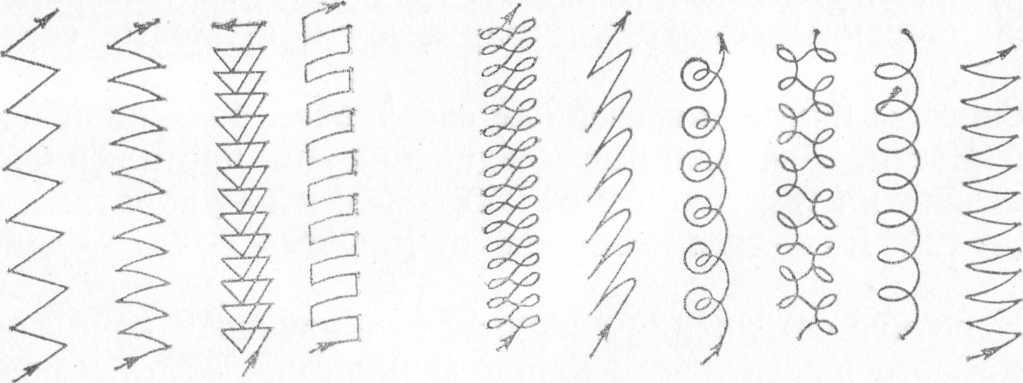
Во время сварки электросварщик сообщает концу электрода движение в трех направления.
Первое движение поступательное, по направлению оси электрода, для поддержания не обходимой длины дуги L, которая должна быть L =(0,5-г-1,1), где d — диаметр электрода, мм.
Второе движение вдоль оси валика для образования сварного шва. Скорость движения электрода зависит от величины тока, диаметра электрода, типа и пространственного положения шва.
Сварной шов, образованный в результате первого и второго движений электрода, называют ниточным. Его применяют при сварке металла небольшой толщины, наплавочных работах и подварке подрезов.
Третье движение — колебание концов электрода поперек шва для образования уширенного валика, который применяется чаще, чем ниточный.
Обычно сварку выполняют вертикально расположенным электродом или при его наклоне относительно шва, углом вперед или назад. При сварке углом назад обеспечивается более полный провар и меньшая ширина шва. Электродом, расположенным углом назад, сваривают нахлесточные, угловые и тавровые соединения, а высококвалифицированные сварщики сваривают и стыковые соединения.
Сварка угловых, тавровых и нахлесточных соединений бывает однослойной и многослойной (однослойная применяется для швов с катетом до 10 мм). Угловые, тавровые и нахлесточные соединения можно сваривать и без колебаний электрода ниточным и уширенным валиками. Колебания концом электрода производят тогда, когда необходимо наложить шов с большим катетом. При выполнении сварных соединений возможно образование непровара в одной из сторон, а также непровар угла и подрез верхней и нижней кромок. Лучше всего сварку угловых, тавровых и нахлесточных соединений вести в положении «в лодочку». При сварке наклонным электродом или с оплавлением верхней кромки процесс сварки целесообразнее вести электродом, расположенным углом назад.
Р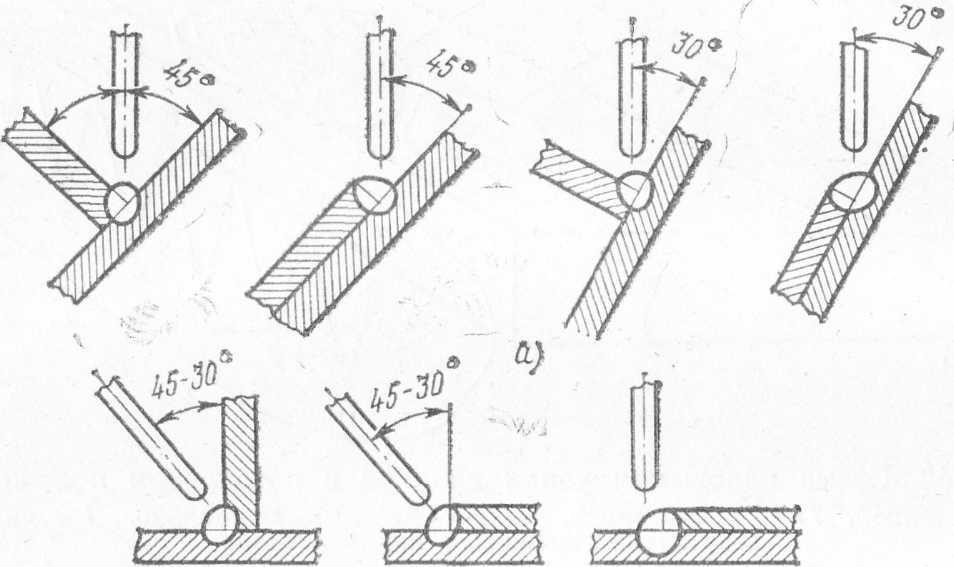 ис. Способы выполнения угловых, тавровых и нахлесточных соединений:
ис. Способы выполнения угловых, тавровых и нахлесточных соединений:
а — сварка в симметричную и несимметричную «лодочку», б — сварка наклонным электродом» в — сварка с опалением кромки.
Для удобства сварщика используем положение « в лодочку», поперечные движения электрода — треугольником (для хорошего провара корня шва).
2.1.7.КОНТРОЛЬ КАЧЕСТВА СВАРКИ, ВОЗМОЖНЫЕ ДЕФЕКТЫ И СПОСОБЫ ИХ ИСПРАВЛЕНИЯ.
Чтобы обеспечить высокое качество и надежность сварных соединений, необходимо выполнить предварительный контроль, пооперационный контроль и контроль готовых сварных соединений.
При предварительном контроле следует проверить:
сварочные материалы (электроды, сварочную проволоку, флюсы и газы) и материал для дефектоскопии;
сварочное оборудование, сборочно-сварочные приспособления, контрольно-измерительные приборы, инструмент, аппаратуру и приборы для проведения дефектоскопии.
Обязательно должна быть проверена квалификация сварщиков, контролеров-дефектоскопистов и инженерно-технических работников, занимающихся вопросами контроля сварных швов.
Пооперационный контроль включает:
контроль подготовки деталей под сварку, режимов сварки и правильности наложения швов;
контроль в процессе сварки за состоянием оборудования, качеством и соответствием присадочных материалов и контрольно-измерительных приборов.
Контроль готовых сварных соединений выполняют после выполнения термической обработки (если она предусмотрена требованиями технологического процесса).
При выполнении сварочных работ применяют различные способы контроля сварочных материалов и сварных соединений. Эти способы делятся на две группы:
-разрушающие (когда сварное соединение приходится разрушать);
-неразрушающие (когда сварное соединение не выводится из строя).
В основном на практике стараются применять неразрушающие способы контроля, однако некоторую часть сварных соединений целесообразно подвергать разрушению для получения более надежной и достоверной информации о свойствах выполненных соединений.
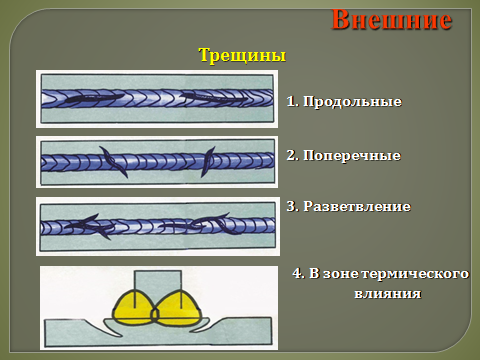
ВНЕШНИЙ ОСМОТР И ЗАМЕР РАЗМЕРОВ ШВОВ.
Этот вид контроля является необходимым и наиболее распространенным при сварке. Внешний осмотр может быть выполнен невооруженным глазом и с помощью увеличительного стекла. Перед внешним осмотром сварные швы должны быть тщательно очищены от шлака, а если необходимо, то и протравлены. Осматривать детали следует как после прихваток, так и после наложения каждого валика. Размеры швов замеряют специальными шаблонами и измерительными приборами непосредственно после сварки.
Внешним осмотром выявляют излом или неперпендикулярность осей соединенных элементов, смещение кромок соединяемых элементов, несоответствие размеров и формы швов (по высоте, катету и ширине шва, по равномерности усиления, чешуйчатости и т. п.), трещины всех видов и на правлений, наплывы, подрезы, прожоги, незаваренные кратеры, непровары, пористость и другие дефекты, отсутствие плавных переходов от одного сечения к другому, несоответствие общих геометрических размеров сварного узла (изделия) требованиям чертежей и технических условий, отсутствие клейм сварщиков или несоответствие клеймения установленным требованиям.
Осматривать необходимо все без исключения сварные соединения. Внешний осмотр и измерение сварных соединений осуществляют в условиях достаточной освещенности объекта контроля.

Для выявления внутренних дефектов применяют ультразвуковой контроль, радиационная дефектоскопия и другие виды контроля.

2.2. ТВОРЧЕСКАЯ ЧАСТЬ.
2.2.1. ХАРАКТЕРИСТИКА МАТЕРИАЛА КОНСТРУКЦИИ.
Для изготовления «Узла трубопровода» будет использована сталь 10ХСНД.
Марка: 10ХСНД (заменители: 16Г2АФ)
Класс: Сталь конструкционная низколегированная для сварных конструкций.
Использование в промышленности: элементы сварных металлоконструкций и различные детали, к которым предъявляются требования повышенной прочности и коррозионной стойкости с ограничением массы и работающие при температуре от —70 до 450 °С (приложение 1).
2.2.2. ПОДГОТОВКА МЕТАЛЛА К СВАРКЕ.
При подготовке к сварке «Узла трубопровода» выполняются следующие операции:
1. Ручная правка (при необходимости).
2. Очистка – металлическая щетка.
3. Разметка детали в натуральную величину с чертежа на металл рулеткой, линейкой, угольником и чертилкой.
4. Рубка листового металла на гильотине, резка уголка на механической пиле.
5. Подготовка кромок по ГОСТ 5264-80 (приложение 2).
6. Сборка на прихватках.
2.2.3.ОСНОВНЫЕ ХАРАКТЕРИСТИКИ СВАРОЧНЫХ МЕТЕРИАЛОВ, ОБОРУДОВАНИЯ И ИНСТРУМЕНТА СВАРЩИКА.
Сварочные электроды — УОНИ-13/55.
Марка сварочные электроды УОНИ 13/55 предназначена для сварки особо ответственных конструкций из углеродистых и низколегированных сталей, когда к металлу швов предъявляют повышенные требования по пластичности и ударной вязкости(приложение 3).
Сварку покрытыми электродами можно производить на постоянном и переменном токе. Использование выпрямителей предпочтительней из-за их более высокого КПД, меньших потерь энергии при холостом ходе, бесшумности работы, более широких пределах регулирования сварочного тока и напряжения, меньшей массы, чем у преобразователя, а горение дуги на постоянном токе стабильнее чем на переменном. Поэтому в качестве источника питания для сварки «Узла трубопровода» берем универсальный сварочный выпрямитель с жесткой и крутопадающей вольтамперной характеристикой, позволяющий производить сварку как покрытыми электродами, так и полуавтоматом ВДУ-506С (приложение 4).
2.2.4. ВЫБОР РЕЖИМА СВАРКИ.
Исходя из чертежа конструкции по выше приведённой зависимости принимаем:
для сварки в нижнем положении:
диаметр электрода – 4мм; сила тока Iсв = 4*40 = 160А;
для сварки в вертикальном положении:
диаметр электрода – 4мм; сила тока Iсв = 0,9*4*40 = 144А.
2.2.5.ТЕХНИКА РУЧНОЙ ДУГОВОЙ СВАРКИ ПОКРЫТЫМИ ЭЛЕКТРОДАМИ.
Зажигание дуги – чирканьем.
Сварка в нижнем положении – треугольником «углом назад».
Сварка в вертикальном положении – «снизу вверх».
2.2.6.КОНТРОЛЬ КАЧЕСТВА СВАРКИ.
После сварки будет произведён визуальный контроль с помощью специального инструмента.

2.4.ТРЕБОВАНИЯ ОХРАНЫ ТРУДА И ОРГАНИЗАЦИЯ РАБОЧЕГО МЕСТА.
При выполнении сборочных и сварочных работ существуют следующие основные опасности для здоровья рабочих: поражение электрическим током, поражение лучами дуги глаз и открытых поверхностей кожи, ушибы и порезы во время подготовки изделий к сварке и во время сварки, отравление вредными газами и пылью, ожоги от разбрызгивания электродного расплавленного металла и шлака.
Поражение электрическим током возникает при замыкании электрической цепи сварочного аппарата через тело человека. Причинами являются: недостаточная электрическая изоляция аппаратов и питающих проводов, плохое состояние спецодежды и обуви сварщика, сырость и теснота помещений и другие факторы.
Безопасным считается напряжение 12 В, а при работе в сухих, отапливаемых и вентилируемых помещениях — 36 В.
Для защиты сварщика от поражения электрическим током необходимо надежно заземлять корпус источника питания дуги и свариваемое изделие; не использовать контур заземления в качестве сварочного провода; хорошо изолировать рукоятку электрододержателя; работать в сухой и прочной спецодежде и рукавицах (ботинки не должны иметь в подошве металлических шпилек и гвоздей); прекращать работу при дожде и сильном снегопаде (если нет укрытий); не производить ремонта оборудования и аппаратуры (должен выполнять электрик); при работе внутри сосудов пользоваться резиновым ковриком и переносной лампой напряжением не более 12 В.
Спектр лучистой энергии, выделяемой сварочной дугой, состоит из инфракрасных, световых и ультрафиолетовых лучей. Интенсивность излучения возрастает с повышением тока дуги. При сварке на постоянном токе интенсивность выше по сравнению со сваркой на переменном токе.
Ультрафиолетовые лучи вызывают заболевание слизистой и иногда роговой оболочки глаз, называемое электроофтальмией, и ожог открытой кожи. сварщика.
Электросварщики работают со светофильтрами, которые задерживают и поглощают излучение дуги.
В заводских условиях сварщики работают в изолированных кабинах. При работе на открытом воздухе сварщик должен огородить место сварки (щитами, ширмами и т. п.), учитывая, что вредные излучения дуги распространяются на 15 — 30 м и более.
Стены и потолки сварочных помещений должны окрашиваться матовой краской темных тонов, исключающей отражение лучей дуги.
Отравление возможно при сильном загрязнении воздуха сварочной пылью из оксидов и соединений марганца, углерода, азота, хлора, фтора и др. Признаками отравления обычно являются: головокружение, головные боли, тошнота, рвота, слабость, учащенное дыхание и др. Отравляющие вещества могут также откладываться в тканях организма человека и вызывать хронические заболевания.
Мероприятиями по борьбе с загрязнениями воздуха служат внедрение новых марок покрытий электродов и порошков с наименьшими токсичными свойствами; приточно-вытяжная вентиляция; устройство передвижных отсосов; приток свежего воздуха от воздухопроводов через электрододержатель или шлём; пользование респиратором с химическим фильтром, а иногда и противогазом.
При сварке электродный металл и шлак разбрызгиваются; горячие брызги могут попасть на незащищенную кожу сварщика или вызвать тление и прогорание одежды, а тем самым ожоги. Для защиты от ожогов сварщиков обеспечивают специальной одеждой, обувью, рукавицами и головным убором. При работе рядом с легковоспламеняющимися материалами может возникнуть пожар. Опасность пожара особенно следует учитывать при работе на строительстве. Если сварочные работы проводятся наверху, то необходимо находящиеся внизу аппаратуру и любые легковоспламеняющиеся материалы защищать от падающих сверху искр. Требуется также особая осторожность при сварке в тех случаях, когда около места выполнения работ располагаются деревянные леса или имеются отходы в виде стружки, опилок и т. д. Иногда для выполнения сварочных работ требуется обязательное разрешение пожарной охраны. В местах сварочных работ должны находиться вода, ящик с песком, щит с инструментом и огнетушители.
Основным причинами механических травм на производстве при сборочно-сварочных работах могут быть: отсутствие приспособлений для транспортировки и сборки тяжелых деталей; неисправные транспортные средства (тележки, краны и т. д.); неисправный и непроверенный такелаж (канаты, цепи, тросы, захваты и др.); неисправный инструмент (кувалды, молотки, зубила, ключи и т. д.); незнание и несоблюдение персоналом основных правил по такелажным работам.
При сборочно-сварочных работах чаще всего наблюдаются травмы в виде ушибов и ранений рук (от неумелого обращения с инструментом и деталями) и ног (от падения собираемых деталей). Правильно оснащенное рабочее место сварщика должно полностью обеспечить работающих от всяких механических повреждений.
При составлении технологии сборки и сварки следует самым тщательным образом продумать все проектируемые операции с точки зрения безопасности работы.
3.ЗАКЛЮЧЕНИЕ.
В процессе проделанной работы были кратко изложены история развития сварки, как способа получения неразъёмных соединений, социальная значимость и массовость профессии, её место в промышленном производстве.
В основной части письменного задания описаны используемые при сварке материалы (в частности стали), общая технология подготовки металла к сварке, сущность процесса ручной дуговой сварки покрытыми электродами, виды инструмента, материалов, оборудования и приспособлений, необходимых для изготовления сварных конструкций, выбор режимов сварки, техника выполнения сварных швов, а также контроль качества готовой продукции и требования техники безопасности.
На основании общей технологии производства сварных конструкций разработан технологический процесс изготовления «Узла трубопровода» с поэтапным описанием конкретных действий с учётом марки используемого материала и вида сварки с использованием рекомендуемых источников информации.
4. СПИСОК ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ.
1.Основы слесарного дела: учебник для студ. учреждений сред. проф. образования / Б.С. Покровский. – М.: Издательский центр «Академия», 2017. – 208с.
2.Подгтовительные и сборочные операции перед сваркой: учебник для студ. учреждений сред. проф. образования / В.В. Овчинников. – М.: Издательский центр «Академия», 2018. – 192с.
3.Технология производства сварных конструкций: учебник для студ. учреждений сред. проф. образования / В.Н. Галушкина. – 6-е изд. — М.: Издательский центр «Академия», 2017. – 192с.
4. Контроль качества сварных соединений : учеб. для студ. учреждений сред. проф. образования / В.В. Овчинников. – М.: Издательский центр «Академия», 2018. – 240с.
5 .Ручная дуговая сварка (наплавка, резка) плавящимся покрытым электродом: учебник для студ. Учреждений сред. Проф. Образования / В.В. Овчинников. – 2-е изд., стер. – М.: Издательский центр «Академия», 2018. – 208с.
6.Частично механизированная сварка (наплавка) плавлением: учебник для студ. Учреждений сред. Проф. Образования / В.П. лялякин, Д.Б. Слинко. – М.: Издательский центр «Академия», 2018. – 192с.
7. Основы материаловедения для сварщиков: учебник для студ. учреждений сред. проф. образования / В.В. Овчинников.–М.: Издательский центр «Академия», 2017. – 208с.
8.Технические измерения: учебник для студ. Учреждений сред. проф. образования / С.А. Зайцев, А.Н. Толстов, — М. : Издательский центр «Академия», 2018. – 368 с.
Интернет – ресурсы:
Образовательный портал: http\www.edu.sety.ru
Образовательный портал: http\www.edu.bd.ru
Электронно-библиотечная система IPRbooks
https://multiurok.ru/svarmet/files
Приложение 1
|
Химический состав в % стали 10ХСНД |
||
|
C |
до 0,12 |
|
|
Si |
0,8 – 1,1 |
|
|
Mn |
0,5 – 0,8 |
|
|
Ni |
0,5 – 0,8 |
|
|
S |
до 0,04 |
|
|
P |
до 0,035 |
|
|
Cr |
0,6 – 0,9 |
|
|
N |
до 0,008 |
|
|
Cu |
0,4 – 0,6 |
|
|
As |
до 0,08 |
|
|
Fe |
~96 |
|
Зарубежные аналоги марки стали 10ХСНД |
||
|
Болгария |
10ChSND |
|
Свойства и полезная информация: |
|
Температура ковки,oС: начала 1200, конца 850. |
Особенности сварки 10ХСНД и низколегированных сталей: низколегированные стали относятся к разряду хорошо свариваемых. Однако наличие в них легирующих элементов обусловливает возможность появления закалочных структур в зоне термического влияния, что при неблагоприятном сочетании других факторов может вызвать уменьшение стойкости ее против холодных трещин. Легирующие элементы могут снизить также сопротивляемость швов горячим трещинам, усугубить или, напротив, ослабить последствия перегрева и склонность к хрупкому разрушению металла в зоне термического влияния и шве.
Приложение 2
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
|
РУЧНАЯ ДУГОВАЯ СВАРКА. СОЕДИНЕНИЯ СВАРНЫЕ Основные типы, конструктивные элементы и размеры Manual are welding. Welding joints. Main types, design elements and dimensions |
ГОСТ Взамен |
Срок действия с 01.07. 81.г.
1. Настоящий стандарт устанавливает основные типы, конструктивные элементы и размеры сварных соединений из сталей, а также сплавов на железоникелевой и никелевой основах, выполняемых ручной и дуговой сваркой.
Стандарт не распространяется на сварные соединения стальных трубопроводов по ГОСТ 16037-80.
2. Основные типы сварных соединений должны соответствовать указанным в табл. 1.
3. Конструктивные элементы и их размеры должны соответствовать указанным в табл. 2.
Таблица 1
|
Со скосом одной кромки |
Односторонний |
|
|
3 – 60 |
У6 |
|
|
Двусторонний |
|
У7 |
||||
|
С двумя симметричными скосами одной кромки |
|
|
8 – 100 |
У8 |
||
|
С двумя симметричными криволинейными скосами одной кромки |
|
|
30 – 120 |
Т5 |
||
|
Нахлесточное |
Без скоса кромок |
Односторонний |
|
|
2 – 60 |
Н1 |
|
Двусторонний |
|
Н2 |







Размеры, мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
s |
e |
g |
|||
|
подготовленных кромок свариваемых деталей |
сварного шва |
Номин. |
Пред. Окл. |
Номин. |
Пред. Откл. |
||
|
У7 |
|
|
От 3 до 5 |
8 |
2 |
0,5 |
+ 1,5 — 0,5 |
|
Св. 5 до 8 |
12 |
||||||
|
Св. 8 до 11 |
16 |
||||||
|
Св. 11 до 14 |
20 |
||||||
|
Св. 14 до 17 |
24 |
3 |
+ 2,0 — 0,5 |
||||
|
Св. 17 до 20 |
28 |
||||||
|
Св. 20 до 24 |
32 |
||||||
|
Св. 24 до 28 |
35 |
||||||
|
Св. 28 до 32 |
38 |
||||||
|
Св. 32 до 36 |
41 |
||||||
|
Св. 36 до 40 |
44 |
||||||
|
Св. 40 до 44 |
49 |
4 |
|||||
|
Св. 44 до 48 |
53 |
||||||
|
Св. 48 до 52 |
56 |
||||||
|
Св. 52 до 56 |
60 |
||||||
|
Св. 56 до 60 |
64 |
|
Условное обозначение сварного элемента |
Конструктивные элементы |
s |
R 1 |
e |
||
|
подготовленных кромок свариваемых деталей |
сварного шва |
Номин. |
Пред. Откл. |
|||
|
Т5 |
|
|
От 30 до 32 |
8 |
14 |
3 |
|
Св. 32 до 36 |
15 |
|||||
|
Св. 36 до 40 |
16 |
|||||
|
Св. 40 до 44 |
17 |
|||||
|
Св. 44 до 48 |
18 |
|||||
|
Св. 48 до 52 |
19 |
|||||
|
Св. 52 до 56 |
20 |
|||||
|
Св. 56 до 60 |
21 |
|||||
|
Св. 60 до 64 |
10 |
22 |
4 |
|||
|
Св. 64 до 70 |
23 |
|||||
|
Св. 70 до 76 |
24 |
|||||
|
Св. 76 до 82 |
25 |
|||||
|
Св. 82 до 88 |
26 |
|||||
|
Св. 88 до 94 |
27 |
|||||
|
Св. 94 до 100 |
28 |
|||||
|
Св. 100 до 106 |
30 |
|
Условное обозначение свариваемого соединения |
Конструктивные элементы |
s |
В |
b |
||
|
подготовленных кромок свариваемых деталей |
сварного шва |
Номин. |
Пред. Откл |
|||
|
Н1 |
|
|
От 2 до 5 |
3 – 20 |
0 |
+ 1,0 |
|
Св. 5 до 10 |
8 – 40 |
+ 1,5 |
||||
|
Св. 10 до 29 |
12 – 100 |
+ 2,0 |
||||
|
Св. 29 до 60 |
30 – 240 |
|
Условное обозначение свариваемого соединения |
Конструктивные элементы |
s |
В |
b |
||
|
подготовленных кромок свариваемых деталей |
сварного шва |
Номин. |
Пред. Откл |
|||
|
Н2 |
|
|
От 2 до 5 |
3 – 20 |
0 |
+ 1,0 |
|
Св. 5 до 10 |
8 – 40 |
+ 1,5 |
||||
|
Св. 10 до 29 |
12 – 100 |
+2,0 |
||||
|
Св. 29 до |
Приложение 3
Характеристика электродов УОНИ 13/55
Покрытие марки сварочных электродов УОНИ 13/55 – основное.
Коэффициент наплавки УОНИ 13/55 – 9,5 г/А·ч.
Производительность наплавки электродов (для диаметра 4,0 мм) – 1,4 кг/ч.
Расход электродов УОНИ 13/55 на 1 кг наплавленного металла – 1,7 кг.
Типичные механические свойства металла шва сварочных электродов УОНИ 13/55 .
|
Временное сопротивление электродов sв, МПа |
Предел текучести УОНИ 13/55 sт, МПа |
Относительное удлинение электродов d5, % |
Ударная вязкость УОНИ 13/55 aн, Дж/см2 |
|
540 |
410 |
29 |
260 |
Типичный химический состав наплавленного металла марки сварочных электродов УОНИ13/55, %
|
C |
Mn |
Si |
S |
P |
|
0,09 |
0,83 |
0,42 |
0,022 |
0,024 |
Геометрические размеры и сила тока при сварке сварочных электродов УОНИ 13/55.
|
Диаметр сварочных электродов, мм |
Длина, мм УОНИ 13/55 |
Ток, АУОНИ 13/55 |
Среднее количество электродов в 1 кг, шт. |
|
|
2,0 |
300 |
40 – 90 |
98 |
|
|
2,5 |
350 |
50 – 100 |
55 |
|
|
3,0 |
350 |
60 – 130 |
40 |
|
|
4,0 |
450 |
100 – 180 |
15 |
|
|
5,0 |
450 |
140 – 210 |
11 |
Электроды обеспечивают получение металла шва с высокой стойкостью к образованию кристаллизационных трещин и низким содержанием водорода. Отлично зарекомендовали себя при сварки в условиях Арктики сварочные электроды УОНИ 13/55.
Технологические особенности сварки электродами УОНИ 13/55
Сварку электродов производят только на короткой длине дуги по очищенным кромкам.
Перед применением, прокалить электроды при температуре 350-380°С; 1-2 ч.
Условное обозначение сварочных электродов УОНИ 13/55
|
Э50А-УОНИ-13/55-Æ-УД |
ГОСТ 9466-75, ГОСТ 9467-75 или ОСТ 5.9224-75 Приложение 4 |
|
Е 51 4-Б20 |
Сварочный аппарат постоянного тока ВДУ-506С.
|
Фото |
Характеристики |
ММА |
МИГ/МАГ |
|
|
Напряжение |
3×380 В |
|
|
Частота |
50 Гц |
||
|
Номинальный сварочный ток |
390 А (100%) 500 А (60%) |
||
|
Пределы регулирования сварочного тока |
50-500 А |
60-500 А |
|
|
Напряжение холостого хода |
85 В |
||
|
Номинальное рабочее напряжение |
46 В |
50 В |
|
|
Потребляемая мощность |
40 кВА |
||
|
Габаритные размеры |
600х740х920 мм |
||
|
Масса |
260 кг |

Сварочный универсальный выпрямитель ВДУ-506С предназначен для ручной дуговой сварки покрытыми электродами на постоянном токе, комплектации сварочных полуавтоматов и автоматов для сварки изделий из стали в среде защитных газов на постоянном токе. Сварочный выпрямитель ВДУ-506С – регулируемый тиристорный выпрямитель с жесткой или падающей внешней характеристикой, ВДУ-506С широко известен и имеет одну из самых высоких сварочных характеристик в своем классе. Отличие от известных версий сварочных выпрямителей ВДУ-506 и ВДУ-505 заключается в том, что сварочный выпрямитель ВДУ-506С-5 в режиме полуавтоматической сварки имеет специальную комбинированную вольтамперную характеристику, обеспечивающую уменьшение разбрызгивания в 5 раз, увеличение производительности на 15%, улучшенное качество формирования сварного шва. Обеспечивает эффективную сварку в вертикальном пространственном положении как «снизу-вверх», так и «сверху-вниз» с формированием обратного валика.
Преимущества:
Плавное регулирование сварочного тока в режиме ММА и сварочного напряжения в режиме МIG/MAG;
-
Специальная комбинированная внешняя вольтамперная характеристика;
-
Возможность предустановки напряжения на дуге при полуавтоматической сварке;
-
Наличие розетки 36 В для питания подогревателя газа;
-
Защита от тепловой перегрузки;
-
Быстросъемные, безопасные токовые разъемы;
-
Класс изоляции Н;
28
СОДЕРЖАНИЕ
ВВЕДЕНИЕ………………………………………………………………………..6
1.ОБЩАЯ ЧАСТЬ…………………………………………………………………9
1.1.Организация сварочных работ…………………………………………….9
1.2.Организация и обслуживание рабочих мест……………………………10
1.3.Состав сборочно-сварочного участка по изготовлению
«Труба с отводом»………………………………………………………………………….12
1.4.Планирование технического развития сварочного
производства…….13
1.5.Проектно-конструкторская и технологическая
подготовка производства……………………………………………………………………..14
1.6.Требования к персоналу, допускаемому к
выполнению сварочных работ………………………………………………………………………………17
1.7.Требования по охране труда, технике
безопасности, пожарной безопасности сварочных работ…………………………………………………19
2.ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ………………………………………………26
2.1.Проектирование сварных конструкций…………………………………26
2.2.Проектирование технологических процессов………………………….29
2.3.Определение технологичности сварной
конструкции…………………29
2.4.Выбор материалов………………………………………………………..31
2.5. Выбор технологического оборудования……………………………….33
2.6.Разработка маршрута изготовления конструкции
и выбор оборудования, инструментов и приспособлений………………………………34
2.7.Расчет режимов сварки…………………………………………………..38
2.8.Расчет массы наплавленного металла…………………………………..39
2.9.Особенности оценки прочности сварных
соединений…………………41
2.10.Контроль качества………………………………………………………43
3.ОРГАНИЗАЦИОННАЯ ЧАСТЬ………………………………………………45
3.1.Производственный процесс и цикл производства…………………………45
3.2.Типы промышленного производства……………………………………….51
3.3.Численность основных производственных рабочих………………………54
4.ЭКОНОМИЧЕСКАЯ ЧАСТЬ…………………………………………………56
4.1.Расчет массы сварной конструкции……………………………………56
4.2.Оформление ведомости дефектов на изготовление
«Трубы с отводом»………………………………………………………………………….57
5.ГРАФИЧЕСКАЯ ЧАСТЬ………………………………………………………59
5.1. Оформление графической части дипломного
проекта………………59
5.2. Состав графической части……………………………………………..59
ЗАКЛЮЧЕНИЕ………………………………………………………………….61
СПИСОК ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ……………………………63
ПРИЛОЖЕНИЕ А Планировка сварочной кабины……………………………67
ПРИЛОЖЕНИЕ Б Металлопрокат, используемый при изготовлении
«Трубы с отводом»………………………………………………………………………….68
ПРИЛОЖЕНИЕ В Чертеж изделия «Труба с отводом»………………………69
ПРИЛОЖЕНИЕ Г Карта технологического процесса
изготовления трубы с отводом……………………………………………………………………………70
ПРИЛОЖЕНИЕ Д Схема сварочной мастерской изготовления
трубы с отводом……………………………………………………………………………71
ВВЕДЕНИЕ
Актуальность
дипломного проекта заключается в том, что конструкция «Труба с отводом»
является часто изготавливаемой в производстве ООО «Богословский Алюминиевый
Завод». Участок по ремонту турбинного оборудования, поэтому большое внимание
уделяется организации и планированию производственных работ на сварочном
участке предприятия ООО «Богословский Алюминиевый Завод». Участок по ремонту
турбинного оборудования.
Проблема
исследования проекта заключается в том, что нельзя организовать и спланировать
производственные работы на сварочном участке по изготовлению сварочной
конструкции «Трубы с отводом» однозначно. Маршруты сборки-сварки могут быть
разными. Важно выбрать из массы альтернативных вариантов самую оптимальную
организацию труда, с учетом имеющегося технологического потенциала и
возможностей снижения технологической себестоимости изготовления сварочной
конструкции.
Цель
исследования: ознакомиться с существующей организацией и планированием
производственных работ на сварочном участке по изготовлению сварочной
конструкции «Трубы с отводом», с технологическим процессом производства
конструкции, оценить его эффективность с технологической и экономической точек
зрения и, при необходимости, внести коррективы в маршрут сборки и сварки, чтобы
улучшить технико-экономические показатели работы предприятия.
Объект
исследования: проблема повышения эффективности сварочного производства и
снижение себестоимости за счет технологических инноваций и организации работ.
Предмет
исследования: организация и планирование работ на сварочном участке и
технологический процесс изготовления сварной конструкции «Трубы с отводом».
Гипотеза
исследования: эффективность сварочного производства повысится, если будет
оптимальная организация и планирование производственных работ; технологическая
подготовка; обеспечение квалифицированного руководства; материально-техническое
обеспечение; подготовка и аттестация сварщиков; рациональное использование и
распределение труда квалифицированных сварщиков, сварочного оборудования.
Задачи
исследования:
1.
Описать конструкцию «Труба с отводом», ее служебное назначение и условия
работы.
2.
Составить технологический процесс изготовления конструкции и выполнить расчет
норм времени на операции.
3.
Сделать планировку сварочного участка.
4.
Описать организацию и планирование производственных работ на сварочном участке
по изготовлению конструкции.
5.
Составить карту пошагового выполнения операций (маршрутную карту) на
изготовление конструкции «Трубы с отводом».
6.
Сделать расчет массы конструкции и составить ведомость дефектов на изготовление
конструкции.
Методы
исследования:
—
анализ геометрической формы конструкции и ее технологичности;
—
изучение ее служебного назначения и условий работы;
—
расчеты режимов сварки и норм времени на операции;
—
анализ цикла производства сварочной конструкции.
Практическая
значимость исследования: заключается в том, что спроектированные организация и
планирование работ на сварочном участке и технологический процесс изготовления
конструкции типа «Труба с отводом» могут быть реализованы на любом сварочном
предприятии, где позволяет техническая база, так как они обеспечивают
достижение качества изготовления конструкции при невысокой технологической
себестоимости.
Структура
работы: соответствует логике исследования и включает в себя введение, общую
часть, технологическую часть, организационную часть, экономическую часть, заключение,
список использованных источников, графическую часть
1.ОБЩАЯ
ЧАСТЬ
1.1.
Организация сварочных работ
Организация
сварочных работ должна предусматривать специализацию и высокую организацию
рабочих мест, благоприятные условия труда, хорошее обслуживание рабочих мест,
эффективную организацию трудовых процессов, совершенное нормирование труда,
своевременную аттестацию сварщиков.
В настоящее время на многих заводах имеются, специализированные участки или
рабочие места по выполнению сварочных работ. К таким работам относятся сварка
стыков листовой стали, сварка поясных швов в стержнях из листовой стали, сварка
цилиндрических решетчатых конструкций, сварка трубчатых конструкций радиобашен,
электрошлаковая сварка листовой стали большой толщины. Организация сварочных
работ в среде углекислого газа должна предусматривать централизованную подачу
углекислого газа по трубопроводам из рампы, установленной в специальном
помещении, к рабочим местам, централизованную намотку (и очистку) проволоки в
кассеты, своевременное изготовление запасных частей (особенно горелок) и ремонт
оборудования. Сварку цилиндрических конструкций производят на участке,
оборудованном роликовыми стендами. Сварку решетчатых конструкций эффективно
производить в среде углекислого газа на участках, оборудованных поворотными
консолями для подвески и перемещения вдоль свариваемого изделия подающих
механизмов полуавтоматов и кассет с электродной проволокой.
При
продольном расположении сварочных стеллажей относительно пролета должны
устанавливаться двойные консоли с монорельсом, при поперечном — одинарные.
Выбор той или иной формы организации труда и управления сварочными работами
зависит от конкретных объема и условий производства, а также характера сварочных
работ.
Индивидуальная
форма организации сварочных работ применяют в тех случаях,
когда необходимо расчленить технологический процесс, обеспечив при этом
эффективное планирование, учет, нормирование и выполнение работ отдельными
исполнителями.
Бригадная
форма организации сварочных работ — прогрессивная форма
организации коллективного труда, отвечающая современным требованиям
производства, его организации, возросшему образовательному и культурному уровню
трудящихся. Создает условия для интенсификации производства, ускорения темпов
роста производительности труда, улучшения использования рабочего времени и
оборудования. Способствует экономному расходованию трудовых, материальных и
топливно-энергетических ресурсов.
Открывает
возможности для дальнейшего улучшения организаторской и политико-воспитательной
работы, укрепления трудовой дисциплины, утверждения духа подлинного
коллективизма, взаимной требовательности и товарищеской взаимопомощи.
При
бригадной форме организации труда создаются благоприятные условия для
проявления творческой энергии и трудовой активности всего коллектива и каждого
трудящегося, повышения квалификации, приобретения профессиональных навыков,
особенно молодыми рабочими, повышения содержательности труда, сокращения
текучести кадров, повышения экономической заинтересованности в выпуске
высококачественной продукции с минимальными материальными и трудовыми
затратами.
Организация труда включает организацию и обслуживание рабочих мест
1.2 Организация
и обслуживание рабочих мест.
Организация
рабочих мест сварщиков должна предусматривать обеспечение и правильную
расстановку приспособлений, сварочного и вспомогательного оборудования.
Сварщики должны быть обеспечены исправным инвентарем и инструментом. Сварку
конструкций, так же как и сборку, как правило, следует производить на козелках
высотой 600—650 мм с ровной рабочей поверхностью. Сварочные трансформаторы
необходимо устанавливать на металлической площадке высотой 100 мм, шириной 800
мм. Ширина площадки определяется количеством трансформаторов, устанавливаемых
на ней. Трансформаторы устанавливаются открыто без ограждений, что обеспечивает
свободный доступ для регулирования тока, их ревизий и ремонта. Сварочные
преобразователи устанавливают на полу у колонн цеха. Рубильники для каждого
трансформатора монтируют на трубчатых стойках, а включающие устройства
сварочных преобразователей прикрепляют к колонне.
Для
сварки высоких конструкций на рабочем месте должны иметься инвентарные лестницы
из алюминиевых сплавов. Инструмент и принадлежности должны храниться в шкафах,
которые устанавливаются у колонн. Сварочные провода и электрод держатели должны
иметь исправную изоляцию.
Рабочей
зоной считается пространство высотой до 2 м над уровнем пола. Рекомендуется
ежедневно производить влажную уборку иола в цехе, что способствует уменьшению
вредных примесей в воздушной среде. В целях уменьшения шума по возможности
заменять рубку пневматическими молотками на воздушно-дуговую резку. При сварке
внутри замкнутых листовых конструкций необходимо обеспечить индивидуальную
вентиляцию, освещение переносными лампами с напряжением не более 12 В,
выполнение сварочных работ в диэлектрических галошах и на резиновом коврике.
Электросварочное оборудование, стеллажи и свариваемые конструкции должны быть
надежно заземлены.
Организация
рабочего места заключается в соответствующем его оснащении и планировке.
Размеры кабины в плане 2х2 или 2×2,5 м. Повышение производительности труда в
значительной мере зависит от правильной организации рабочего места. Рабочее
место электросварщика называют сварочным постом (см. приложение А).
1.3.
Состав сборочно-сварочного участка по изготовлению «Трубы с отводом»
Основными
задачами организации труда сборочно-сварочного участка являются: увеличение
производительности труда на основе применения передовой техники, технологии и
обмена производственным опытом, улучшение условий труда и его облегчение путем
механизации и автоматизации работ, улучшение санитарно-гигиенических условий
труда, состояния техники безопасности, повышение квалификации и укрепление
трудовой дисциплины.
Сборочно-сварочный
участок, на котором была изготовлена «Труба с отводом», изображен на схеме
формата А1 и в своем составе имеет:
1.сварочный трансформатор
2.пост сварочной сварки
3.шкаф для инструментов
4.стеллаж для металла
5.сталлаж для деталей
6.стол для разметки
7.машина для контактной сварки
8.правильная плита
9.верстак слесарный
10.сварной стол
11.стол для выполнения контроля
12.ножницы для резки жести
13.плошадка для покраски
14.противопожарный шит
1.4.
Организация технической подготовки производства
Планирование
технического развития производства состоит из комплекса технических,
организационных, планово-экономических и социальных мероприятий, направленных
на повышение технического уровня производства, увеличение выпуска
высококачественной продукции, роста производительности труда, улучшение
использования основных фондов, производственных мощностей, материальных и
трудовых ресурсов, совершенствование внутризаводской системы управления,
планирования, экономического стимулирования, улучшение условий труда.
Основными
задачами данного раздела годового плана являются: определение основных
направлений по освоению и выпуску наиболее прогрессивных видов продукции,
совершенствование техники, технологии и применению передовых методов
организации труда и производства, установление структурным подразделением
предприятия задания по развитию и улучшению технико-экономических показателей
работы предприятия, определение экономического эффекта планируемых мероприятий
и степени их влияния на технико-экономические показатели предприятия.
Исходными
материалами для составления этого раздела являются контрольные цифры и задания
вышестоящих организаций по внедрению и освоению новых видов продукции;
научно-технические прогнозы по основным направлениям развития предприятия,
результаты законченных НИОКР, патенты, лицензии, изобретения, заявки
потребителей на создание новых видов продукции.
1.5. Проектно-конструкторская и технологическая
подготовка производства
Проектно
— конструкторская подготовка производства (ПКПП) включает проектирование новой
продукции и модернизацию, а также разработку проекта реконструкции и
переоборудования предприятия или отдельных его подразделений.
Важным
этапом, предшествующим началу изготовления объектов, машин, механизмов или
конструкций, является проектно-конструкторская и технологическая подготовка
производства.
Основными
целями проектно — конструкторской подготовки производства являются:
непрерывное
совершенствование качества продукции;
повышение
уровня технологичности конструкции, под которой понимается облегчение приемов
изготовления продукции и возможность применения прогрессивных методов
изготовления. Это обеспечивает лучшее использование производственных ресурсов
при изготовлении продукции;
снижение
себестоимости новой продукции за счет изготовления и совершенствования
конструкции изделия, уменьшения расхода материалов на единицу продукции,
снижения эксплуатационных затрат, связанных с использованием продукции;
обеспечение
охраны труда и техники безопасности, а также удобств при эксплуатации и ремонте
новых изделий.
Основными
этапами проектно-конструкторской подготовки производства по разработке новых и
модернизации производившихся изделий являются:
—
Разработка технического задания;
—
Разработка технического предложения;
—
Составление эскизного проекта;
—
Разработка технического проекта;
Техническое
задание- это документ, содержащий исходные данные
для проектирования объекта. Это важный этап, выделяемый из непосредственно конструкторских
работ, осуществляется разработчиком на основе исходных требований к продукции
предъявляемой заказчиком.
Техническое
задание включает изучение патентов, литературных источников, установление
основных параметров нового изделия, планирование конструкторской подготовки
производства, составление сметной калькуляции по разрабатываемой теме,
предварительный анализ экономической эффективности проектируемой конструкции.
Техническое задание в установленном порядке согласуется с заказчиком и
предопределяет возможность начала процесса конструирования.
Техническое
предложение — совокупность конструкторских
документов, отражающих расчеты технических параметров и технико-экономическое
обоснование целесообразности разработки документации изделия на основе технического
задания. Расчеты выполняются по различным вариантам возможных решений их оценки
с учетом конструкторских и эксплуатационных особенностей разрабатываемого и
существующих изделий. Техническое предложение разрабатывается обычно в случаях,
когда это предусмотрено техническим заданием. Целью его разработки является
выявление дополнительных и уточненных требований к изделию( технических
характеристик, показателей качества и др.), которые не могли быть указаны в
задании, но это целесообразно выполнить на основе предварительной
конструкторской проработки и анализа различных вариантов изделия.
В
процессе разработки эскизного проекта создается
конструкторская документация, в которой содержатся принципиальные
конструктивные решения, дающие общее представление об устройстве и принципе
работы изделия, а так же данные, определяющие назначение, параметры и
габаритные размеры изделия.
Цель
его разработки — установление принципиальных ( конструк-тивных, кинематических
и др.) решений, дающее общее представление о принципах работы и устройстве
нового изделия, когда это целесообразно сделать до разработки технического
проекта и рабочей конструкторской документации.
Технический
проект должен содержать окончательные технические
решения, дающие полное представление об устройстве нового изделия, и исходные
данные для разработки рабочей документации. При его разработке уточняется общий
вид нового изделия, выполняются чертежи основных узлов и агрегатов, их
спецификации, монтажные и сборочные схемы с расчетами на прочность, жесткость,
устойчивость, технологичность, а также способы упаковки, возможности
транспортировки и монтажа на месте использования, степень сложности
изготовления, удобство эксплуатации, способы упаковки, целесообразность и
возможность ремонта и др.
Рабочая
конструкторская документация составляется после
утверждения и на основе технического проекта. В состав рабочей документации
входят: чертежи всех деталей и сборочных единиц; схемы сборочных единиц,
комплексов , комплектов; спецификации сборочных единиц, комплексов, комплектов,
покупных изделий; технические условия; документы регламентирующие условия
эксплуатации и ремонта машины.
Обязанность
выполнения стадий и этапов разработки конструкторской документации
устанавливается техническим заданием на разработку. Выполнение всех стадий
конструкторской подготовки производства с обязательным проведением после
изготовления опытного образца испытаний нового изделия рекомендуется лишь для
более сложных конструкторских работ с высокой степенью новизны. Для изделий с невысокой
степенью новизны допускается двухстадийное проектирование- технический проект и
разработка рабочей документации. При модернизации существующих конструкций
машин, оборудования, приборов объединяются стадии эскизного и технического
проектов. Если новая техника разрабатывается по результатам законченной научно
— исследовательской работы, то отчет по новой теме может заменить первую стадию
разработки конструкторской документации — техническое предложение.
На
этой стадии не только определяется фактическая экономическая эффективность, но
и по данным оперативного и бухгалтерского учета оценивается реальное влияние
нового изделия на всю систему хозяйственных показателей завода изготовителя и
предприятия – потребителя.
Технологическая
подготовка производства, в которую входят проектирование технологических
процессов и специальной технологической оснастки, ее изготовление, составление
графиков производства работ, расчёт необходимого количества материалов,
изделий, рабочей силы, оборудования.
Технологическая
подготовка производства – это порядок разработки технологического процесса.
Каждая
организация должна иметь чёткую систему материально-технического обеспечения
производства, т.е. обеспечения производства оборудованием, материалами,
деталями, конструкциями, инструментом и
1.6. Требования к персоналу, допускаемому к выполнению
сварочных работ
Техническое
руководство сварочными работами на предприятиях и в организациях осуществляют:
главный сварщик, инженеры, прорабы и мастера по сварке. В подрядной организации
за каждым специалистом по сварке закрепляют определенный комплекс работ и 10—20
сварщиков. Руководитель сварочных работ обязан:
Организовывать
выполнение работ в соответствии с ППР и другой нормативно-конструктивной
документацией;
Осуществлять
технический надзор за доброкачественным выполнением сборочных и сварочных
операций, соблюдением рекомендованных режимов сварки и термообработки;
Обеспечивать
эффективное использование имеющейся и внедрение новой сварочной техники,
правильное хранение и экономное расходование сварочных материалов;
Вести учет
выполненных работ, выписывать и выдавать рабочим наряды на сварку;
Организовывать
входной, операционный и приемочный контроль качества сварных соединений в
соответствии с ГОСТ и ТУ;
Принимать
участие в составлении исполнительной документации на сварные соединения, в
сдаче заказчику и органам надзора отдельных металлоконструкции и оборудования;
Участвовать в
периодической аттестации сварщиков и газорезчиков; участвовать в составлении
заявок на сварочные материалы и оборудование, отчетов по сварке.
Старший
специалист по сварке непосредственно подчиняется главному инженеру организации
(участка).
Производительность труда
и качество сварочных работ во многом зависят от квалификации рабочих-сварщиков,
их теоретической и практической подготовки.
Большое значение имеет правильно организованная система подготовки и повышения
квалификации кадров, которая предусматривает следующие виды обучения:
—
подготовка рабочих-сварщиков в профессионально-технических заведениях;
—
подготовка рабочих-сварщиков в учебных комбинатах, организованных при
предприятиях;
—
подготовка рабочих-сварщиков путем индивидуального обучения, когда ученики
прикрепляются к высококвалифицированным сварщикам.
К сварочным работам допускаются лица, достигшие 18-летнего возраста и
прошедшие медицинскую комиссию. При расстановке рабочих на объекты сварки нужно
следить за тем, чтобы разряд рабочего соответствовал разряду работы.
Численность рабочих зависит от объема и сложности оборудования. Аттестация
сварщиков на право выполнения ответственных сварочных работ осуществляется в
соответствии с «Правилами аттестации сварщиков».
Важным фактором является организация систематического повышения квалификации
инженерно-технических работников, связанных с производством сварочных работ,
на специальных факультетах и курсах.
1.7.
Требования по охране труда, технике безопасности, пожарной безопасности
сварочных работ
Охрана
труда — система обеспечения безопасности жизни и здоровья
работников процессе трудовой деятельности, включающая правовые,
социально-экономические, организационно-технические, санитарно-гигиенические,
лечебно-профилактические, реабилитационные и иные мероприятия. В узком смысле
слова под охраной труда понимается правовой институт трудового права,
объединяющий нормы, непосредственно направленные на обеспечение условий труда,
безопасных для жизни и здоровья работников. Он включает следующие группы норм:
—
правила по техники безопасности и производственной санитарии;
—
специальные нормы охраны труда лиц, работающих в тяжелых, вредных и опасных
производственных условиях;
— нормы
по охране труда женщин, несовершеннолетних и лиц с пониженной
трудоспособностью;
— нормы,
регулирующие деятельность органов государственного надзора и общественного
контроля, а также устанавливающие ответственность за нарушение законодательства
об охране руда;
— нормы,
регулирующие планирование и организацию работы по охране труда.
Правила
техники безопасности. Все производственные помещения, оборудование,
технологические процессы должны отвечать требованиям обеспечения здоровых и
безопасных условий труда.
Чтобы
требования охраны труда соблюдались работниками, на администрацию возложено
проведение инструктажа. Поскольку сфера охраны труда относится к единой
государственной политике, создание здоровых безопасных условий труда
гарантируется всем работающим, независимо от форм собственности.
Виды
инструктажей по охране труда:
—
первичный инструктаж на рабочем месте (проводят с каждым работником
индивидуально с практическим показом безопасных приемов и методов труда).
—
повторный инструктаж (проходят все работающие независимо от квалификации,
образования и стажа работы не реже чем через шесть месяцев).
—
внеплановый инструктаж (проводят при изменении правил по охране труда;
технологического процесса; замене или модернизации оборудования, приспособлений
и инструментов).
—
текущий инструктаж (проводят с работниками перед производством особо опасных
работ).
Техника безопасности при
выполнении электродуговой сварки
При выполнении
электросварочных работ необходимо соблюдать следующие правила безопасности:
Необходимо надежно
заземлить корпусы машин , аппаратов и установок , зажимы вторичной цепи
сварочных трансформаторов , служащие для подключения обратного провода, а также
свариваемые изделия и конструкции.
Не касаться голыми руками
(без диэлектрических перчаток) токонесущих частей сварочных установок , а также
проводов без изоляции или с поврежденной изоляцией.
Перед началом работ
проверять исправность изоляции сварочных проводов , сварочного инструмента и
оборудования , а также надежность всех контактных соединений сварочной печи.
При длительных перерывах
сварочного процесса отключать источник сварочного тока.
Применять в качестве
обратного провода сварочной цепи металлические конструкции и трубопроводы (без
горячей воды или взрывоопасной среды) только в случаях , когда их сваривают.
Запрещается использовать в качестве обратного провода сварочной цепи контуры
заземления , трубы санитарно- технических устройств , металлоконструкции
законченных зданий и технологического оборудования .
При прокладке сварочных
проводов и при каждом их перемещении не допускать: повреждение изоляции;
соприкосновения проводов с водой , маслом , стальными канатами , рукавами (
шлангами) и трубопроводами с горючими газами и кислородом , с горячими
водопроводами.
Не ремонтировать
сварочное оборудование и установки , находящиеся под напряжением.
Не допускать к дуговой
сварке или резке сварщиков в мокрых рукавицах , обуви и одежде.
При поражении
электрическим током необходимо:
Срочно отключить ток
ближайшим выключателем или отделить пострадавшего от токоведущих частей,
использую сухие подручные материалы (шест, доску и др.) , после чего положить
его на теплую подстилку и по возможности согреть.
Немедленно вызвать
медицинскую помощь, учитывая, что промедление свыше 5-6 мин. может привести к
непоправимым последствиям.
При бессознательном
состоянии пострадавшего освободить его от стесняющей одежды , очистить рот от
посторонних предметов , принять меры против западания языка и немедленно
приступить к выполнению искусственного дыхания, продолжая его до прибытия врача
или восстановления нормального дыхания.
Пожарная безопасность
Причинами пожара при
сварочных работах могут быть искры и капли расплавленного металла и шлака,
неосторожное обращение с пламенем горелки при наличии горючих материалов вблизи
рабочего места. Опасность пожара особенно следует учитывать на
строительно-монтажных площадках и при ремонтных работах в помещениях, не
предусмотренных для сварки.
Для предупреждения
пожаров необходимо соблюдать следующие противопожарные меры:
Нельзя хранить вблизи от
места сварки огнеопасные или легковоспламеняющиеся материалы, а также
производить сварочные работы в помещениях, загрязненных промышленной ветошью,
бумагой, древесными отходами и т.п.;
Запрещается пользоваться
одеждой и рукавицами со следами масел, жиров, бензина, керосина и других
горючих жидкостей;
Нельзя выполнять сварку и
резку свежевыкрашенных масляными красками конструкций до полного их высыхания;
Запрещается выполнять
сварку аппаратов, находящихся под электрическим напряжением, и сосудов,
находящихся под давлением;
Нельзя проводить без
специальной подготовки сварку и резку емкостей из-под жидкого топлива;
При выполнении в
помещениях временных сварочных работ деревянные полы, настилы и помосты должны
быть защищены от воспламенения листами асбеста или железа;
Нужно постоянно иметь
противопожарные средства — огнетушители, ящики с песком, лопаты, ведра,
пожарные рукава и т.п. — и следить за их исправным состоянием, а также
содержать в исправности пожарную сигнализацию;
После окончания сварочных
работ необходимо выключить сварочный аппарат, а также убедиться в отсутствии
горящих или тлеющих предметов.
Средства пожаротушения —
вода, пена, газы, пар, порошковые составы и др. Для подачи воды в установки
пожаротушения используют специальные водопроводы. Пена представляет собой
концентрированную эмульсию диоксида углерода в водном растворе минеральных
солей, содержащих пенообразующее вещество. При тушении пожара газами и паром
используют азот, дымовые газы и д.р.
Запрещается применять
воду и пенные огнетушители при тушении керосина, бензина, нефти, горящих
электрических проводов. В этих случаях следует пользоваться песком,
углекислотными или сухими огнетушителями.
Опасность поражения электротоком
Весьма существенный
фактор, определяющий ток, проходящий через тело, — его сопротивление. Главный
элемент, обладающий значительным сопротивлением протеканию электрического тока,
— кожаный покров тела человека. Сопротивление кожного покрова резко падает при
его увлажнении, увеличении площади контакта с токоведущими частями, при наличии
ранений в зоне контакта и т.д.
Опасность тяжелого исхода
возрастает, если действию электрического тока подвергаются лица, страдающие
болезнями сердца, органов внутренней секреции, нервной системы, туберкулезом,
повышенной потливостью, а также лица в нетрезвом состоянии.
2. ТЕХНОЛОГИЧНАЯ ЧАСТЬ
2.1. Проектирование сварных конструкций
В
современном мире не существует единой системы классификации конструкций,
полученных в ходе сварки. Специалисты отмечают, что классификация сварных
конструкций происходит по ряду таких признаков: как зависимость от способа,
которым были получены заготовки; от того, где будут использоваться эти конструкции,
т.е. их назначение; в зависимости от определенных характерных особенностей их
работы. Третий признак классификации конструкций, полученных в ходе
сварки, является наиболее распространенным, особенно когда речь идет о вопросах
проектирования конструкций. Это классификация на основе характерных
особенностей их работы. К ним относятся балки, колоны, решетчатые конструкции,
корпусные и транспортные, а также детали машин.
Балки – конструктивные элементы, работающие в основном на
поперечный изгиб; жестко соединенные между собой балки образуют рамные
конструкции.
Колонны – элементы, работающие преимущественно на сжатие или
сжатие с продольным изгибом.
Решетчатые конструкции – система стержней, соединенных в узлах
таким образом, что они испытывают главным образом растяжение или сжатие; к
решетчатым конструкциям относятся фермы, мачты, арматурные сетки и каркасы.
Оболочковые конструкции, испытывающие избыточное давление –
конструкции, к которым предъявляют требование герметичности соединений; к этому
типу конструкций относятся различные емкости, сосуды и трубопроводы.
Корпусные транспортные конструкции – конструкции, подвергающиеся
динамическим нагрузкам, поэтому к ним предъявляют требования высокой жесткости
при минимальной массе (основные конструкции данного типа – корпуса судов,
вагонов, кузова автомобилей).
Детали машин и аппаратов работают преимущественно при переменных,
многократно повторяющихся нагрузках, поэтому характерным требованием для них
является получение точных размеров, обеспечиваемое главным образом механической
обработкой заготовок или готовых деталей (примерами таких конструкций являются
станины, валы, колеса).
При
проектировании металлических конструкций необходимо учитывать следующие
требования:
-Удовлетворение
заданным при проектировании условиям эксплуатации является основным требованием
для металлоконструкций. Оно в основном определяет систему, конструктивную форму
сооружения и выбор материала для него.
-Требование
экономии металла определяется большой его потребностью во всех отраслях
промышленности (машиностроении, транспорт и т.п.) и относительно высокой
стоимостью.
-В
связи с изготовлением металлических конструкций, как правило,
на заводах с последующей перевозкой на место строительства в проекте должна
быть предусмотрена возможность перевозки их целиком или по частям (отправочными
элементами) с применением соответствующих транспортных средств.
-Металлические
конструкции должны проектироваться с учетом требований технологии изготовления
и монтажа с ориентацией на наиболее современные и производительные
технологические приемы, обеспечивающие максимальное снижение трудоемкости.
-Конструкция
должна соответствовать возможностям сборки ее в наименьшие сроки с учетом
имеющегося монтажного оборудования.
-Физический
и моральный износ; физический износ связан с процессами коррозии, а также с
повреждениями и дефектами, а моральный – с изменением условий эксплуатации.
-Конструкции независимо от их назначения
должны обладать гармоничными формами. Особенно существенно это требование для
общественных зданий и сооружений.
На
этапе эскизного проектирования выявляют принципиальную возможность обеспечения
заданных эксплуатационных свойств изделия при различных вариантах
конструктивного оформления. Одновременно с выбором материала и метода
получения изделия конструктор назначает расположение сварных соединений, их тип
и способ сварки. Таким образом, основные вопросы технологичности сварных
конструкций решаются уже на первом этапе проектирования.
Оптимальный
считают выбор таких инструктивных форм, которые отвечают назначению изделия,
обеспечивают надежную работу в пределах заданного ресурса, позволяют изготовить
изделия при минимальных затратах материалов, труда и времени. Эти признаки
определяют понятие технологичности конструкции. Кроме того, необходимо, что бы
конструкция отвечала требованиям технической эстетики.
На
этапе технического проектирования конструкции основных узлов и наиболее
трудоёмких деталей обычно разрабатывают в нескольких вариантах, которые за тем
сравнивают по их технологичности и надёжности в эксплуатации. В случае
необходимости рассчитывают трудоёмкость изготовления, металлоёмкость и другие
показатели.
При
рабочем проектировании проводят детальную технологическую проработку принятого
варианта конструкций. В первую очередь прорабатывают чертежи и технические
условия на крупные заготовки, в том числе поставляемые извне, а затем чертежи
всех основных узлов и деталей и технические условия на их изготовление, сборку,
монтажа и испытания.
Рабочие
чертежи направляют в отдел главного сварщика. Здесь выявляют недостатки
спроектированной конструкции, связанные в основном с выбором материалов (по их
свариваемости), видов заготовок, размерами швов, характером подготовки кромок
припусками на механическую обработку, допусками формы и размеров, а так же
методами контроля.
Необходимые
изменения по согласованию с конструктором вносят в чертежи и технологическую
документацию допуска изделия в производство.
2.2. Проектирование технологических процессов
Исходная
документация для проектирования технологического процесса изготовления сварной
конструкции включает в себя чертежи изделия, технические условия и планируемую
программу выпуска.
Чертежи
содержат данные о материале заготовок, их конфигурации, размерах, типах сварных
соединений – решения, которые были приняты к исполнению технолога.
Технические
условия (ТУ) на изготовление конструкции определённого типа содержат перечень
требований, которые предъявляются к материалам, оборудованию и выполнению
технологических и контрольных операций. Поэтому при проектировании
технологических процессов соблюдения требований ТУ являются обязательными.
Программа
выпуска содержит соединения о числе изделий, которые нужно изготовить в течение
конкретного срока. Эти данные служат основанием для выбора оборудования,
технологической оснастки, а так же средств механизации и автоматизации.
Кроме
того, по программе выпуска оценивают экономическую эффективность этого выбора.
Процесс изготовления изделия включает в себя различные технологические
контрольные и транспортные операции. Главное требование, определяющие
последовательность осуществления этих операций, их содержания и обеспечение
оснасткой – выполнение заданной программы выпуска изделий при минимальной
стоимости производства.
2.3.
Определение технологичности сварной конструкции
Технологичность
конструкции – это совокупность свойств, определяющих возможность её
изготовления с наименьшими затратами труда и материалов методами прогрессивной
технологии в соответствии с требованиями к качеству.
Отработка
технологичности – это непрерывный процесс, начинающийся с эскизного проекта
конструкции и продолжающийся на всех стадиях проектирования, изготовления и
эксплуатации как опытных, так и серийных образцов. В процессе эксплуатации
наиболее технологичной будет конструкция, которая при заданной надёжности имеет
наименьшее число отказов и требует минимальных затрат на восстановление и
обслуживание.
Технологичность
конструкции зависит от масштаба её выпуска и типа производства. Конструкция,
высокотехнологичная для одного масштаба выпуска, может оказаться не
технологичной для другого. Технологичность отдельных деталей и узлов должна
быть увязана со всеми изделиями в целом. На технологичность сварной конструкции
влияют точность изготовления деталей, подбор оптимальных конструктивных форм, выбор
способов сварки, толщина соединяемых деталей, размеры швов, возможность
механизации процесса изготовления, применения стандартного оборудования и т п.
Проектирование и изготовление не должны противопоставляться друг другу, должна
быть взаимосвязь между ними. На предприятиях, где налажен контроль
проектируемых конструкций на технологичность, производятся наиболее
технологичные конструкции.
Большое
влияние на технологичность сварных конструкций оказывает свариваемость.
Свариваемость – способность данной конструкции при данном материале
обеспечивает высокое качество сварных соединений. Свариваемость сталей можно
определить по эквиваленту углерода. Кроме химического состава на свариваемость
влияет и толщина свариваемых кромок.
Одним из основных условий технологичности сварных
конструкции является доступность её швов для сварки. При выборе формы разделки
кромок следует учитывать, что для сварки поворотных стыков удобна двухсторонняя
Х-образная разделка, которая в этом случае значительно сокращает объём
наплавляемого металла по сравнению с односторонней разделкой. Лишний наплавленный
металл ухудшает качество конструкции и увеличивает трудоёмкость её
изготовления. Себестоимость единицы массы наплавленного металла в 15…20 раз
выше себестоимости единицы массы всей сварной конструкции. Увеличение катета
углового шва лишь незначительно повышает его несущую способность, но резко
увеличивает объём наплавленного металла. Например, если увеличить катет с 0 до
8 мм, то несущая способность шва увеличится в 1,3 раза, а объем наплавки
возрастёт в 1,8 раза.
Существует два подхода к определению
технологичности сварной конструкции: качественная оценка на основе инженерного
опыта специалистов и количественные критерии, установленные ГОСТ 14.201-83.
Качественный анализ технологичности производят по
характеру рабочих нагрузок и по технологическим параметрам.
Для количественной оценки технологичности
сравнивают базовый и проектный варианты конструкции по трудоёмкости,
себестоимости, эффективности использования материалов, относительному расходу
наплавленного металла, уровню механизации сварочных работ и уровню комплексной
механизации технологического процесса изготовления изделия в целом.
2.4.
Выбор материалов
Выбор
материалов был определен условием работы данной конструкции и чертежом.
Технические
условия на изготовление сварной конструкции предусматривают технические условия
на основные материалы и определенные требования. В качестве основных
материалов, для изготовления сварных конструкций, работающих при динамических
нагрузках, применяются углеродистые
обыкновенного качества и легированные стали. Все сварочные материалы должны
соответствовать требованиям стандартов и сертификатам качества заводов –
поставщиков. При отсутствии сертификатов обязаны проходить дополнительные
лабораторные испытания на заводе. При ручной дуговой сварке применяют электроды
со стержнем из проволоки соответствующим свариваемому металлу.
При
изготовлении трубы с отводом для сварки данной стали был выбран электрод типа
Э46А, марки МР3. Данные электроды имеют предел прочности 460 МПа и рутиловое
покрытие. Рутиловое покрытие содержит 50% рутилового концентрата, в котором
50% TiO2,
карбонаты кальция –мрамор, тальк, мусковит, магнезит, ферросплавы, целлюлозу.
Газовая защита обеспечивается за счёт диссоциации материалов и органической
составляющей. Раскисление и легирование – ферросплавами. Электроды с рутиловым
покрытием пригодны для сварки постоянным и переменным токами во всех
положениях. Они обеспечивают высокое качество наплавленного металла, обладают
хорошими технологическими свойствами и применяются для сварки низкоуглеродистой
стали.
При
подготовке металла для трубы с отводом была применена кислородная резка,
которая выполняется с применением кислорода и пропана.
Кислород
(О2) – это бесцветный газ без запаха и вкуса, поддерживающий
горение. Очень активен – соединяется со всеми химическими элементами, кроме
инертных газов. Реакции вещества с кислородом экзотермические, идущие с
выделением теплоты при высокой температуре, — это горение.
Пропан
– бесцветный газ с резким запахом, получаемый при переработке нефтепродуктов.
Так же получают и бутан – газ без цвета и без запаха, сжижающийся при
температуре 0 ОС, взрывоопасный при его содержании в воздухе
1,5…8,5%. Для резки применяют чаще всего смесь пропана с бутаном, которую
получают как побочный продукт переработки нефти.
2.5.
Выбор технологического оборудования
При
выборе источников питания сварочной дуги учитывают: род тока, внешнюю
характеристику источника питания, номинальную мощность источника питания. С
точки зрения экономики, предпочтительней источники переменного тока. Рациональное
использование сварочного оборудования возможно только в том случае, если при
его выборе учитываются конкретные условия, в которых это оборудование должно
работать: необходимость механизированной или автоматической сварки, возможность
доступа к свариваемому стыку и максимально допустимые размеры аппарата, необходимость
передвижения аппарата или стационарной работы.
При
изготовлении трубы с отводом использовали в качестве источника питания
сварочный трансформатор типа ТД 500. Трансформатор – это устройство для
преобразования переменного сетевого напряжения (220или380В) в пониженное
переменное напряжение (менее 140В), необходимое для выполнения процесса сварки,
без изменения его частоты.
ТД
500 состоит из замкнутого магнитопровода 1 (смотри приложение А), который
шихтуется из пластин электротехнической стали марок Э320,Э330. Первичная
обмотка, состоящая из двух соединённых последовательно катушек 2 и подключаемая
к промышленной сети, крепится на магнитопроводе 1 неподвижно. Вторичная обмотка
выполняется также в виде двух катушек 3, которые могут свободно перемещаться
вдоль стержней магнитопровода при вращении рукоятки 4. Работа трансформатора
основана на электромагнитном взаимодействии первичной 2 и вторичной 3 обмоток
через магнитопровода. В передаче энергии участвуют два переменных магнитных
потока: основной ФT,
который проходит только по магнитопроводу, и поток рассеяния ФS,
который
проходит и по магнитопроводу, и по воздуху. В режиме холостого хода катушки 2
первичной обмотки подключены к питающей электрической сети с напряжением U1=220…380В.
Образуется замкнутый контур, по которому проходит ток холостого тока Ix.x.
В этом режиме сварочная цепь (вторичный контур), в которую включена вторичная
обмотка 3, разомкнута. Вторичное напряжение трансформатора равно напряжению
холостого хода U2=Ux.x.
Его значение выбирают при расчёте трансформатора из условия надёжного
возбуждения дуги и требований техники безопасности Ux.x≤
65 B.
В
режиме нагрузки, когда горит сварочная дуга, вторичный контур также становится
замкнутым. По нему проходит ток дуги (сварочный ток). Этот ток регулируется за
счёт изменения расстояния между катушками 2 и 3 первичной и вторичной обмотки.
Если развести катушки 2 и 3 на максимальное расстояние ἐmax,
магнитный поток рассеяния ФS
будет самым большим, а магнитный поток ФТ и, следовательно,
сварочный ток будет минимальным. Если приближать катушку 2 к катушке 3, то
магнитный поток рассеяния будет уменьшаться, а поток ФТ и сварочный
ток – увеличатся.
При
подготовке металла для трубы с оводом использовалось оборудование газорезательного
поста. В которое входит резак, баллоны для кислорода и пропана. Резак –
устройство, предназначенное для образования подогревающего пламени в результате
смешения горючего газа с кислородом и подачи струи режущего кислорода к
обрабатываемому изделию. Пропан и кислород подают к месту сварки в стальных
баллонах. Пропан в баллоне находится в сжиженном состоянии под давлением
16кг/см2 (1,6 МПа). Его баллон имеет красный цвет с белой надписью.
Кислородный баллон синего цвета с чёрной надписью. На кислородном баллоне
установлены редуктора низкого и высокого давления. Гибкие рукава используются
для подвода газа от баллона к резаку. Рукав для пропана имеет красную
маркировку, а для кислорода – синюю.
2.6.
Разработка маршрута изготовления конструкции и выбор вспомогательного
оборудования инструментов и приспособлений
Свариваемые
детали из листового, фасонного и сортового проката должны быть выправлены
перед сборкой под сварку. Важно, чтобы детали не имели трещин, надрывов,
волнистости, заусенцев и других дефектов. Сборка деталей должна обеспечить
наличие зазора по всей длине соединения в пределах допуска. Поверхности деталей
и кромки в тех местах, где должен быть сварной шов зачищаются от ржавчины и
масла. Под сварку не допускаются детали с ржавчинами, трещинами, надрывами.
Силовая подгонка при сварке категорически запрещается из-за образования
напряжения в металле. Смещение свариваемых кромок и величина зазоров не должны превышать величины, установленные на
основные типы, конструктивные элементы и размеры сварных соединений.
При
подготовке материалов перед сваркой производят правку металла; очистку от жиров
и ржавчины; разметку; при необходимости подвергают рубке; производят установку
и прихватку.
При правке металла под сварку устраняются какие-либо
неровности, кривизна или другие дефекты. Эти действия совершаются путем
давления на металл при помощи пресса или вручную – ударом молотка. Существует
два метода правки: ручная правка – основой являются стальные или чугунные
правильные плиты или различные наковальни, выполняется работа молотком; машинная
правка – осуществляется на правильных машинах. При правке металла материал
может быть как холодным, так и горячим.
Также
к подготовке металла относится и гибка. Это слесарная операция, во время
которой заготовку изгибают под нужным углом и радиусом и придают ей требующуюся
форму. Гибка тоже выполняется вручную, при помощи гибочных станков и прессов.
Гибку можно производить как на глаз, так и по разметкам, шаблонам и по
образцам.
При
очистке металла ржавчину и жиры удаляют наждачкой или применяют зачистные
машины. При химической очистке металл подвергается очистке химическими
растворами, а именно щелочными кислотами.
Перед выполнением дальнейших работ на металле производятся разметки или
наметки. Размечая листовой металл, на нем вычерчивают контуры деталей с
пометкой мест сгибов, намечают центр отверстия и все тонкости будущих деталей.
Когда выполняется разметка, необходимо быть очень внимательным, так как
малейшая неточность может привести к браку уже готовых деталей. После
проведения работ по нанесению разметочных линий наносятся при помощи кернера
углубления, чтобы в процессе дальнейшей обработки сохранились следы наметок.
Когда
производится подготовка металла под сварку, снимают слой металла, а именно
фаску, задействовав кромкострогальный станок или газорезательное оборудование.
При
подготовке металла для трубы с отводом очистку выполнили при помощи
металлической щётки. Разметку выполняли по шаблону при помощи мела и рулетки.
Резку металла осуществляли за счёт кислородной резки. Обработку кромок после
резки выполнили напильником. Дефекты заготовок под сварку в
значительной степени сказываются на качестве и производительности сварочных
работ.
Некачественная
подготовка материалов под сварку приводит к дефектам в сварных швах.
Сборка
деталей под сварку по трудоемкости занимает от 10 до 32% от общей трудоемкости
изготовления сварного изделия.
Имеются три
подхода к выполнению сборочных и сварочных работ: полная сборка изделия из всех
входящих в него деталей с последующей сваркой всех швов; последовательное
присоединение деталей и их приварка к ранее сваренной части изделия; поузловая
сборка и сварка, когда изделие расчленяют на технологические узлы, которые
собирают и сваривают отдельно, а затем из них собирают и сваривают изделия в
целое. Применение любого из этих вариантов зависит от конструктивной формы
изделия, его габаритов, способов транспортировки к заказчику и масштаба
производства. Относительно простые изделия с небольшим числом деталей несложной
формы выгоднее изготавливать по первому или второму варианту. Сложные
пространственные конструкции целесообразно расчленять на технологические узлы –
это позволит упростить сборку и сварку, уменьшить сварочные напряжения и деформацию
всей конструкции.
В современном
производстве наиболее узким местом по механизации труда являются сборочные
работы. В единичном и мелкосерийном производстве уровень механизированного
труда сборщиков сварных конструкций составляет не более 5%.
При изготовлении
и монтаже сварных конструкций для облегчения труда применяют большую группу
переносных универсальных приспособлений. Сборочные струбцины — применяют
для прижатия деталей друг к другу при сборке и прихватке, болтовую стяжку –
применяют для регулировки зазоров в стыковых соединениях, магнитные и вакуумные
захваты – используются при сборке под сварку, при поджатии деталей друг к другу
и в других случаях.
Собранные
детали соединяют между собой небольшими швами – прихватками. Использование
прихватки в сварочных работах – это наилучший способ фиксации расположенных
деталей по отношению друг к другу. Рекомендуется прихватки выполнять сечениям
не более 50% сечения сварного шва и длиной 4…5 толщин прихватываемых деталей,
но не менее 30 и более 100 мм. Расстояние между прихватками в зависимости от
длины стыка деталей и толщены металла, устанавливают в пределах 100…1000 мм.
Последующим при сварке швом прихватки развариваются. Следует иметь в виду, что
в местах прихваток могут скапливаться загрязнения, остатки шлака, кроме того
прихватки изменяют условия формирования шва. Все это может привести к дефектам,
поэтому там, где это возможно, лучше обходится без прихваток.
При
изготовлении трубы с отводом применялась сборка
с применением магнитных стяжек, поскольку данный способ сборки обеспечивает
качественный провар швов, качественную сборку элементов конструкции.
2.7.
Расчет режимов сварки
Основными параметрами режима сварки являются величина и полярность тока,
диаметр электрода, скорость сварки и напряжение на дуге.
Существуют и дополнительные параметры — толщина покрытия электрода и его
состав, положение электрода и положение изделия.
Полярность тока и его вид (постоянный или переменный) оказывают влияние
на размеры шва и его форму. Если сварка ведется при постоянном токе, имеющем
обратную полярность, то глубина провара на 50% больше, чем при постоянном токе
прямой полярности. Это объясняется тем, что на аноде и катоде выделяется разное
количество теплоты. Глубина провара при сварке переменным током на 15% меньше
той, которая получается при сварке постоянным током прямой полярности.
На диаметр электрода влияют толщина свариваемого металла, вид соединения
и форма подготовленных кромок под сварку. Если ведется сварка стыков металла,
толщина которых достигает 4 мм, то используются электроды того же диаметра, что
и толщина кромок. Если свариваемый металл имеет большую толщину, то
задействуются электроды диаметром 4-8 мм. При этом должны соблюдаться условия
провара основного металла. Если стыковые швы имеют несколько слоев, то
желательно первый шов выполнить электродом диаметром 3-4 мм, с обязательной
сваркой последующих слоев электродами большего диаметра.
Увеличение
тока вызывает (при одинаковой скорости сварки) рост глубины проплавления
(провара), что объясняется изменением погонной энергии (теплоты, приходящейся
на единицу длины шва) и частично изменением давления, оказываемого столбом дуги
на поверхность сварочной ванны.
Диаметр
электрода выбирают в зависимости от толщины свариваемого металла, положения, в
котором выполняется сварка, а также от вида соединения и формы подготовленных
кромок под сварку.
Напряжение
определяет, главным образом, ширину шва. На глубину провара напряжение не оказывает
незначительное влияние. Если при увеличении напряжения скорость сварки
увеличить, ширина шва уменьшится.
Сила
тока в основном зависит от диаметра электрода и рассчитывается по формуле:
I=kd
(2.1)
Чем
больше ток, тем выше производительность.
При
изготовлении трубы с отводом конструкции
использовался сварочный аппарат ТД 500.
Поэтому ток был переменный. Сила тока менялась в соответствии с пространственным
положением сварных швов. При сварке вертикального шва сила тока уменьшается от
расчетного в нижнем положении на 10%.
При
изготовлении трубы с отводом, для толщины
металла 14мм, был выбран электрод диаметром 4мм. Для нижнего положения сила
тока составила I=40·4=160А. Для
вертикального силу тока уменьшили на 10%, что составило I=160-16=144А.
Род тока был переменный, так как использовался сварочный трансформатор типа
ТД-500.
2.8.
Расчет массы наплавленного металла
Площадь
наплавки определяется как сумма площадей элементарных геометрических фигур,
составляющих сечение шва.
Площадь
наплавки одностороннего сварного шва, выполненного с зазором, определяется по
формуле:
Fн = F1
+ F2, (2.2)
где
F1 – площадь
поперечного сечения наплавленного металла
F2
–
площадь поперечного сечения переплавленного основного металла.
Fн = S·b
+ 0,75·e·q,
(2.3)
где
S – толщина деталей, мм;
b
– зазор, мм;
e
– ширина, мм;
q
– высота усиления, мм.
Площадь поперечного сечения углового шва рассчитывают по формуле:
Fн =
Kу ·К2 / 2 мм2 ,
(2.4)
где Fн – площадь поперечного сечения наплавленного металла,
мм2;
К – катет шва, мм;
Ку – коэффициент увеличения, который учитывает выпуклость шва
и зазоры.
Для наиболее часто встречающихся угловых швов с катетом 2 – 20 мм,
коэффициент Ку выбирают по соотношению:
|
Катет шва, |
2 |
3-4 |
4-5 |
6-8 |
9-12 |
12-20 |
|
Коэффициент |
1,8 |
1,5 |
1,35 |
1,25 |
1,15 |
1,10 |
При
сварке многопроходных швов необходимо определить число проходов. По экономическим соображениям предпочтительным представляется
сварка с минимальным числом проходов, так как при этом будут меньше
трудозатраты на зачистку швов от шлака после каждого прохода. При ручной сварке многопроходных швов
первый проход выполняется электродами диаметром 3 – 4 мм, так как применение
электродов большого диаметра затрудняет провар корня шва. При определении числа
проходов следует учитывать, что сечение первого прохода не должно превышать
30-35 мм2 и может быть определено по формуле:
Fн1 = (6 — 8)·dэ, (2.5)
где
dэ – диаметр электрода для сварки корневого шва, мм.
Площадь
наплавки последующих проходов определяется по формуле:
Fнс = (8 — 12)·dэс, (2.6)
где
Fнс – площадь последующего прохода, мм;
dэс – диаметр электрода для сварки следующих швов, мм
Зная общую площадь поперечного сечения наплавленного металла (Fн),
а также площадь поперечного сечения первого (Fн1) и каждого из
последующих проходов шва (Fнс), находят общее число проходов (n) по
формуле:
n = ((Fн-Fн1)/Fнс)
+ 1. (2.7)
При
сварке многопроходных швов стремятся сварку проходов выполнять на одних и тех
же режимах, за исключением первого прохода.
Для
определения массы наплавленного металла необходимо рассчитать длину всех швов и
умножить их на площадь и плотность металла наплавки.
m=L·Fн·7,8
(2.8)
При
сварке фланцев к трубе с отводом длина швов составила L1=535·3·3=4815мм.
При
сварке патрубка к трубе длина швов составила L2=168·3,14·3=1582мм.
Тогда общая длина швов составит L=
L1+L2
=4815+1582=6397мм.
2.9.
Особенности оценки прочности сварных соединений
В различных отраслях промышленности и
строительства расчёт сварных металлических конструкций производят, основываясь
на различных исходных положениях. Например, в машиностроении расчёт ведётся по
допускаемым напряжениям, а в промышленном строительстве – по определённым
состояниям.
При расчёте по допускаемым напряжениям исходят из
того, что действующие в отдельных элементах конструкции напряжения не должны
превосходить предел упругости, т е вся работа конструкции должна протекать в
упругой стадии материала. Практически в качестве напряжений принимается предел
текучести материала.
Значение допускаемых напряжений зависит от
свойств материалов, точности производимых расчётов, вида усилий (растяжение,
сжатие, изгиб или срез), особенностей технологического процесса, характера
нагрузок, при которых работает конструкция.
Принцип расчёта конструкции по предельным
состояниям заключается в том, что указанные конструкции рассчитывают на такие
силовые воздействия, при которых они перестают удовлетворять требованиям, заданным
при проектировании.
При расчёте по предельным состояниям, за основные
характеристики сопротивления стали, силовым воздействиям приняты нормативные
сопротивления: наименьшее значение предела текучести или временного
сопротивления разрыву. Расчётное сопротивление для сварного соединения
определяют в зависимости от величины расчётного сопротивления основного
материала, конструктивных особенностей соединения, технологии его выполнения и
характера нагрузок.
Сварные соединения должны быть по возможности равнопрочными
с основным металлом элементов конструкции при всех температурах во время
эксплуатации, а так же при всех видах нагрузках (статистических, ударных и
вибрационных). Допускаемые напряжения и расчётные сопротивления для сварных
соединений назначают в долях от основных величин допускаемых напряжений и
расчётных сопротивлений для основного металла.
В
металле швов сварных конструкций могут возникнуть напряжения двух родов:
рабочие и связующие. Сварные соединения, разрушение которых влечёт за собой выход
из строя конструкции, называют рабочими, а напряжения, действующие в этих
соединениях – рабочими напряжениями. Иначе работает наплавленный металл в шве,
расположенном вдоль направления нагрузки. Шов здесь деформируется вместе с
основным металлом, при этом возникают напряжения, которые не опасны для
прочности конструкций. Их называют связующими.
Стыковые
соединения предоставляют собой наиболее совершенную форму сварных соединений, в
которых концентрация напряжений не велика. Проверочный расчет стыковых
соединений по допускаемым напряжениям производят определением напряжения в
сварном шве и сравнением его с допускаемым.
Проверка
прочности угловых швов заключается в сравнении напряжений, возникающих под
действием приложенных к сварному соединению усилий, с соответствующими
нормативными расчётными сопротивлениями и коэффициентами условий работы. При
этом сравнивать можно как по напряжениям, возникающим в металле шва, так и по
напряжениям в металле участка сплавления.
При
действии на угловые швы (лобовые и фланговые) продольной или поперечной силы
прочность их проверяют на условный срез. Угловые соединения в связующих
элементах расчёту на прочность не подлежат.
Наибольшая
концентрация напряжений имеет место в нахлесточных соединениях, а также при
приваре усиливающих элементов непосредственно к сварному узлу. Такие сварные
узлы в большей степени подвержены усталостным разрушениям.
2.10.
Контроль качества
При изготовлении
сварных конструкций важное место занимает контроль качества производимой
продукции. Качество обеспечивается предупреждением и своевременным выявлением
брака продукции на всех этапах производственного процесса.
Существует несколько видов контроля качества сварных швов изделия:
Предварительный контроль включает в себя проверку квалификации сварщиков,
дефектоскопистов и специалистов, руководящих работами по сборке, сварке и
контролю, а также проверку качества основного металла, сварочных материалов,
заготовок, поступающих на сборку, и состояния сварочной аппаратуры.
Контроль в процессе изготовления (пооперационный) служит для проверки
качества подготовки кромок и сборки, режимов сварки, порядка выполнения швов,
температура окружающей среды и свариваемого металла. При этом оценивают внешний
вид шва и его размеры, а также постоянно наблюдают за исправностью сварочной
аппаратуры.
Контроль качества готового сварного соединения – последняя контрольная
операция. Существуют следующие виды контроля: внешний осмотр, измерение
параметров сварных соединений испытание на герметичность, просвечивание
рентгеновскими или гамма-лучами, контроль ультразвуком, магнитные и
люминесцентный методы контроля, металлографические исследования и механические
испытания.
При изготовлении трубы с отводом в
качестве заключительного контроля применили визуальный осмотр и измерения, а
также контроль проникающими веществами – керосином.
Испытание керосином применяют для определения плотности
швов емкостей, изготовленных из металла толщиной до 10 мм. При этом способе
внутреннюю сторону сварных швов смачивают керосином (или наливают в емкость), а
внешнюю покрывают меловым водным раствором. При наличии в сварном шве трещин и
сквозных пор толщиной более 0,1 мм, керосин просачивается через них и на
покрытой мелом поверхности появляются темные пятна.
3. ОРГАНИЗАЦИОННАЯ ЧАСТЬ
3.1. Производственный
процесс и цикл производства
Производственный
процесс — это целенаправленное, постадийное
превращение исходного сырья и материалов в готовый продукт заданного свойства и
пригодный к потреблению или к дальнейшей обработке. Производственный процесс
начинается с его проекта и заканчивается на стыке производства и потребления,
после чего происходит расходование произведенной продукции.
Техническая и организационно-экономическая характеристика
производственного процесса на предприятии определяется видом продукции, объемом производства, типом и
видом применяемой техники и технологии, уровнем специализации.
Производственный процесс на предприятиях подразделяется на два
вида: основной и вспомогательный. К основному относятся
процессы, связанные непосредственно с превращением предметов труда в
готовую продукцию. Например, переплавка руды в доменной печи и превращение ее в
металл или превращение муки в тесто, а затем в готовый испеченный хлеб.
Вспомогательные процессы: перемещение предметов труда, ремонт оборудования,
уборка помещений и т. д. Эти виды работ лишь способствуют течению основных
процессов, но сами непосредственно в них не участвуют.
Основное отличие
вспомогательных процессов от основных состоит в различии места реализации и
потребления. Продукция основного производства, где совершаются основные
производственные процессы, реализуется потребителям на сторону, согласно
заключенным договорам на поставку. Эта продукция имеет свое фирменное
наименование, маркировку, на нее устанавливается рыночная цена.
Продукция
вспомогательного производства, где осуществляются вспомогательные процессы и
обслуживание, потребляется внутри предприятия. Затраты на выполнение
обслуживания и вспомогательных работ целиком относятся на себестоимость
основной продукции, которая реализуется потребителям на сторону.
Производственная операция
Производственная операция — это
часть производственного процесса. Обычно она выполняется на одном рабочем месте
без переналадки оборудования и совершается при помощи набора одних и тех же
орудий труда. Как собственно и сам производственный процесс, операции
подразделяются на основные и вспомогательные.
С целью
снижения затрат на изготовление продукции, повышения организованности и
надежности производственного процесса используется набор следующих правил и
методов:
§
специализация участков, рабочих мест;
§
непрерывность и прямоточность технологического процесса;
§
параллельность и пропорциональность выполнения производственных
операций.
Специализация заключается в том, что за каждым цехом, участком, рабочим местом
закрепляется технологически однородная или строго определенная номенклатура
изделий. Специализация позволяет на практике использовать принципы
непрерывности, прямоточности — экономически наиболее выгодные методы
организации производства.
Непрерывность — это сокращение
или сведение до нуля перерывов в процессе производства готовой продукции,
притом каждая следующая операция одного и того же процесса сразу начинается
после окончания предыдущей, что сокращает время на изготовление продукции,
уменьшает простои оборудования и рабочих мест.
Прямоточность характеризует движение предметов труда по ходу производственного
процесса и обеспечивает для каждого изделия кратчайший путь по рабочим местам.
Такому движению
свойственно устранение всех возвратных и встречных перемещений в процессе
производства, что способствует сокращению транспортных расходов.
Правило параллельности
предполагает одновременное выполнение различных операций при изготовлении
одного и того же изделия. Это правило особенно широко используется в условиях
серийного и массового производства.
Правило параллельности включает:
§
параллельное (одновременное) изготовление различных узлов и
деталей, предназначенных для комплектования (сборки) конечного изделия;
§
одновременное выполнение различных технологических операций при
обработке одинаковых деталей и узлов на параллельно размещенном разнообразном
оборудовании.
С точки зрения экономии
затрат очень важно соблюдать определенные пропорции мощности (производительности)
парка оборудования между цехами, участками, работающими по изготовлению
продукции.
Производственный цикл
Законченный круг производственных операций от первой до последней
при изготовлении изделий именуется производственным циклом.
Вследствие того, что производственный процесс протекает во времени и
пространстве, поэтому производственный цикл можно измерить длиной пути движения
изделия и его комплектующих элементов и временем, в течение которого изделие
проходит весь путь обработки. Длина производственного цикла — это не линия, а
широкая полоса, на которой размещаются машины, оборудование, инвентарь и прочее
поэтому на практике в большинстве случаев определяются не длина пути, а площадь
и объем помещения, в котором размещается производство.
Интервал календарного
времени от начала первой производственной операции до окончания последней
называется временной продолжительностью производственного цикла изделия.
Продолжительность цикла измеряется в днях, часах, минутах, секундах, в
зависимости от вида изделия и стадии обработки, по которой измеряется цикл.
Продолжительность
во времени производственного цикла включает три стадии:
§
время технологической обработки (рабочий период)
§
время технологического обслуживания производства
§
перерывы.
Рабочий период — это период
времени, в течение которого производится непосредственное воздействие на
предмет труда либо самим рабочим, либо машинами и механизмами под его
управлением, а также время естественных процессов, которые протекают в изделии
без участия людей и техники.
Время естественных процессов —
это период рабочего времени, когда предмет труда изменяет свои характеристики
без непосредственного воздействия человека или механизмов. Например, сушка на
воздухе окрашенного или остывание нагретого изделия, рост на полях и созревание
растений, брожение некоторых продуктов и т. д.
Время
технологического обслуживания включает:
§
контроль качества изделия;
§
контроль режимов работы машин и оборудования, их настройку и
наладку, мелкий ремонт;
§
уборку рабочего места;
§
подвоз заготовок, материалов, приемку и уборку обработанной
продукции.
Время перерывов — это
время, в течение которого не производится никакого воздействия на предмет труда
и не происходит изменение его качественной характеристики, но продукция еще не
является готовой и процесс производства не закончен. Различают перерывы:
регламентированные и нерегламентированные.
Регламентируемые перерывы разделяются на межоперационные (внутрисменные) и
междусменные (связаны с режимом работы).
Нерегламентируемые
перерывы связаны с простоями оборудования и
рабочих по непредусмотренным режимом работы причинам (отсутствие сырья, поломка
оборудования, невыход на работу рабочих и т. д.). В производственный цикл
нерегламентированные перерывы включаются в виде поправочного коэффициента или
не учитываются.
Различают три метода сочетания операций: последовательный,
последовательно-параллельный и параллельный.
Последовательный метод сочетания операций (работ) заключается в том, что последующая
операция начинается после окончания предыдущей операции.
Работа по
изготовлению «Трубы с отводом» относится к последовательному методу и на неё
можно составить пооперационный график цикла изготовления (см. рис.3.1).
|
Вид работ |
|||||||||||||||||
|
Получить |
|||||||||||||||||
|
Изучить |
|||||||||||||||||
|
Подготовить, |
|||||||||||||||||
|
Осмотреть |
|||||||||||||||||
|
Складировать |
|||||||||||||||||
|
Выполнить |
|||||||||||||||||
|
Разрезать |
|||||||||||||||||
|
Обработать |
|||||||||||||||||
|
Выполнить |
|||||||||||||||||
|
Выполнить |
|||||||||||||||||
|
Выполнить |
|||||||||||||||||
|
Уборка вания, |
|||||||||||||||||
|
Часы |
0 |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 8 |
9 |
10 |
11 |
12 |
13 |
14 |
15 |
Рисунок
3.1- График длительности операционного цикла изготовления «Трубы с отводом» при
последовательном методе сочетания работ
3.2. Типы промышленного производства
Тип производства — классификационная
категория производства, выделяемая по признакам широты номенклатуры,
регулярности, стабильности объема выпуска изделий, типа применяемого
оборудования, квалификации кадров, трудоемкости операций и длительности
производственного цикла. Обычно различают единичное, серийное и массовое
производства.
Единичное
производство
Единичное производство
характеризуется широким ассортиментом продукции и малым объемом выпуска
одинаковых изделий. Образцы или не повторяются, или повторяются нерегулярно. Рабочие
места не имеют глубокой специализации. Единичное производство характеризуется
наличием значительного незавершенного производства, отсутствием закрепления
операций за рабочими местами, применением уникального оборудования, частой
переналадкой оборудования, высокой квалификацией рабочих, значительным удельным
весом ручных операций, общей высокой трудоемкостью изделий и длительным циклом
их изготовления, высокой себестоимостью выпускаемой продукции. Разнообразная
номенклатура делает единичное производство более мобильным и приспособленным к
условиям колебания спроса на готовую продукцию.
Единичное производство
характерно для станкостроения, судостроения, производства крупных гидротурбин,
прокатных станов и другого уникального оборудования.
Серийное
производство
Серийное производство
характеризуется изготовлением ограниченного ассортимента продукции. Партии
(серии) изделий повторяются через определенные промежутки времени. В
зависимости от размера серии различают мелкосерийное, среднесерийное и
крупносерийное производства.
В серийном производстве
удается специализировать отдельные рабочие места для выполнения подобных
технологических операций. Уровень себестоимости продукции снижается за счет
специализации рабочих мест, широкого применения труда рабочих средней
квалификации, эффективного использования оборудования и производственных
площадей, уменьшения, по сравнению с единичным производством, расходов на
заработную плату.
Продукцией серийного
производства является стандартная продукция, например машины установившегося
типа, выпускаемые обычно в более значительных количествах (металлорежущие
станки, насосы, компрессоры, оборудование химической и пищевой промышленности).
Массовое
производство
Массовое производство
характеризуется изготовлением отдельных видов продукции в больших количествах
на узкоспециализированных рабочих местах в течение продолжительного периода.
Механизация и автоматизация массового производства позволяют значительно
снизить долю ручного труда. Для массового производства характерны неизменная
номенклатура изготовляемых изделий, специализация рабочих мест на выполнении
одной постоянно закрепленной операции, применение специального оборудования,
небольшая трудоемкость и длительность производственного процесса, высокая
автоматизация и механизация.
Себестоимость
продукции массового производства по сравнению с продукцией единичного и
серийного производства минимальна. Этот тип производства экономически
целесообразен при достаточно большом объеме выпуска продукции. Необходимым
условием массового производства является наличие устойчивого и значительного
спроса на продукцию. В условиях экономического кризиса массовое производство
становится наиболее уязвимым.
Исходя из массы и габаритов сварной
конструкции, а также заданной программы выпуска, с учётом особенностей каждого
типа производства выбирается тип производства (см. табл. 3.1)
Таблица 3.1
Зависимость типа производства от программы выпуска
(шт) и массы изделия
|
Масса |
Единич ное |
Мелкосерийное произ-во |
Средне- серийное |
Крупно- серийное |
Массовое |
|
≤ |
≤ |
10-2000 |
1500-100000 |
75000-200000 |
200000 |
|
1.0 |
≤ |
10-1000 |
1000-50000 |
50000-100000 |
100000 |
|
2,5 |
≤ |
10-500 |
500-35000 |
35000-75000 |
75000 |
|
5,0 |
≤ |
10-300 |
300-25000 |
25000-50000 |
50000 |
|
≥ |
≤ |
10-200 |
200-10000 |
10000-25000 |
25000 |
На
сварочном участке, на котором изготовлена «Труба с отводом», предусмотрена
организация производства различных типов. На одном участке совмещено единичное
и серийное производство. Изготовление «Трубы с отводом» — относится к
единичному типу производства.
3.3.
Численность основных рабочих при изготовлении «Трубы с отводом»
Методика
определения численности основных рабочих зависит от характера производственных
процессов и организации труда. На работах технологического характера, которые
выполняются рабочими-сдельщиками, непосредственно воздействующие на предмет
труда с помощью оборудования и инструмента, численность определяется, как
правило, исходя из трудоемкости работ. На аппаратурных и агрегатных работах,
где действия рабочих заключаются в основном в управлении механизированными и
автоматизированными процессами, численность рабочих рассчитывается по нормам
обслуживания или нормативам численности.
При определении
численности основных рабочих по трудоемкости работ исходными данными являются:
— Объем
производственной программы
— Норма времени или
норма выработки
— Среднее число часов
работы 1 рабочего в год
— Плановый коэффициент
выполнения норм выработки
Расчет основных
рабочих-сдельщиков начинают с определения нормативной трудоемкости
производственной программы. Исходными данными для этого расчета являются
ведомости норм и расценок, на основе которых определяются суммарные нормы
затрат рабочего времени по отдельным деталям, а затем узлам и изделиям. Прежде
всего определяют нормативную трудоемкость 1 детали путем суммирования норм
времени на все операции технологического процесса ее изготовления. Суммируя
затраты нормированного времени по всем деталям (сборочным, отделочным и
другим), заключительной операцией получается нормативная трудоемкость
изготовления 1 изделия, на основе которого определяется нормативная трудоемкость
всей сопоставимой продукции.
К рабочим относятся работники
предприятия, непосредственно занятые созданием материальных ценностей или
оказанием производственных и транспортных услуг. Рабочие подразделяются на
основных и вспомогательных. К основным относятся рабочие, которые
непосредственно связаны с производством продукции, к вспомогательным рабочие,
которые обслуживают процесс производства, хотя это деление очень условное.
Расчёт численности основных производственных рабочих,
занятых на изготовлении «Трубы с отводом», определится по каждой операции
отдельно (см. табл.3.2)
Таблица
3.2
Численность
основных производственных рабочих
|
№ п/п |
Действие операции по маршрутной карте |
Профессия Разряд |
Количество работников |
|
1 |
Получить |
слесарь 3 разр. сварщик 4 разр. |
1 1 |
|
2 |
Изучить |
слесарь 3 разр. сварщик 4 разр. |
1 1 |
|
3 |
Подготовить, |
сварщик 4 разр. слесарь 3 разр. |
1 1 |
|
4 |
Осмотреть |
сварщик 4 разр. слесарь 3 разр. |
1 1 |
|
5 |
Складировать |
сварщик 4 разр. слесарь 3 разр. |
1 1 |
|
6 |
Выполнить |
слесарь 3 разр. |
1 |
|
7 |
Разрезать |
сварщик 4 разр. |
1 |
|
8 |
Обработать |
слесарь 3 разр. |
1 |
|
9 |
Выполнить |
сварщик 4 разр. слесарь 3 разр. |
1 1 |
|
10 |
Выполнить |
сварщик 4 разр. |
1 |
|
11 |
Выполнить |
сварщик 4 разр. |
1 |
|
12 |
Уборка |
сварщик 4 разр. слесарь 3 разр. |
1 |
|
Итого : |
слесарь 3 разр. сварщик 4 разр. |
1 1 |
4.
ЭКОНОМИЧЕСКАЯ ЧАСТЬ
При расчете экономической части дипломного проекта необходимо сделать расчет
себестоимости изготавливаемой конструкции и необходимые для этого расчеты.
Базовые показатели взяты с предприятий, на котором проходила производственная
практика на третьем курсе и преддипломная практика.
Расчета
массы сварной конструкции «Труба с отводом»
1.Поз. 1Труба-1шт.168x14
Ст20
L1= 496-2x68=496-136=360мм=0,36м
Масса Поз. 1:
М1
= Мспр.x L1
=53,17x0,36=19,14кг.
2. Поз. 2 Патрубок-1 шт. Лист 14 Ст3
S2=0,534×0,13=0,069
м2
M2=M
спр x S2=
112 x 0,069м2=7,73
кг.
3.Поз. 3 Фланец-3 шт.
М3= Мспр=
7,8 кг.
М3(3-х)
=
3М3=
3х7,8=
23,4 кг.
8. Масса общая сварной конструкции «Труба с отводом»
М∑ = M1
+
M2 + M3
(3-х)=
19,14+ 7,73 + 23,4 = 50,3кг
Расчетная
масса сварной конструкции
|
Название сварной |
Материалы и |
Ед. изм. |
Кол-во |
|
Труба с отводом |
Труба 168х14 Ст20 |
кг |
19,14 |
|
Лист 14 Ст3 |
кг |
7,73 |
|
|
Фланец |
кг |
23,4 |
|
|
Масса общая |
кг |
50,3 |
4.2.
Оформление ведомости дефектов на изготовление «Трубы с отводом»
Хорошая подготовка к
проведению ремонтных работ возможна тогда, когда своевременно составлена
конструкторская (чертежи ремонтные, ПОР), технологическая (руководство по
сварке) и техническая документация (дефектные ведомости, сметы расходов,
графики проведения работ и др).
Дефектная ведомость — основной технический документ на производство
ремонтных работ, который позволит организации
обосновать и подтвердить расходы на любой ремонт оборудования.
Дефектная ведомость
подтвердит, что для ремонта основного оборудования были веские
причины — поломка и обнаруженные неисправности, в связи с чем
необходимо изготовление приспособления «Трубы с отводом» (см. табл.4.2).
Пример дипломной работы студента 5 курса физико-технического факультета Днепропетровского национального университета им. О. Гончара
Содержание
Введение
Глава 1. Основная часть
1.1 Материалы для сварочных работ
1.1.1 Стали
1.1.2 Электроды
1.1.3 Материалы для газопламенной сварки и резки
1.2 Оборудование и аппаратура для РДС и кислородной резки
1.2.1 Оборудование сварочного поста
1.2.2 Общие сведения об источнике питания сварочной дуги
1.2.3 Общие сведения об аппаратуре для кислородной резки
1.3 Инструмент, принадлежности и спецодежда сварщика
Глава 2.Технологическая часть
2.1 Подготовка металла под сварку
2.2 Выбор параметров режима сварки и резки
2.3 Техника и технология выполнения швов
2.4 Основные виды дефектов и причины их возникновения. Способы исправления дефектов в сварных соединениях
2.5 Принципиальные схемы и эскизы изделий
Назначение емкость для воды в виде бочки
2.6 Фотографии, слайды, иллюстрации изделий
2.7 Основные требования безопасности труда при производстве сварочных и газорезательных работ
2.8 Электробезопасность
2.9 Пожарная безопасность
Заключение
Список использованных источников
Введение
Современный технически прогресс в промышленности неразрывно связан с совершенствованием сварочного производства. Сварка высокопроизводительный процесс изготовления неразъёмных соединений находит широкое применение при изготовлении металлургического, химического и энергетического оборудования, различных трубопроводах, в машиностроении, в производстве строительных и других конструкций.
Сварка – такой же необходимый технологический процесс, как и обработка металлов, литьё, ковка, штамповка. Большие технологические возможности сварки обеспечили её широкое применение при изготовлении и ремонте судов, автомобилей, самолётов, турбин, котлов, реакторов, мостов и других конструкций. Её применение способствует совершенствованию машиностроения и развитий ракетостроения, атомной энергетике, радиоэлектроники.
О возможности применения электрических искр для плавления металлов еще в 1753 г говорил академик Российской академии наук Г.Р. Рихман при исследованиях атмосферного электричества. В 1802 г профессор Санкт-Петербургской военно-хирургической академии В.В. Петров открыл явление электрической дуги и узнал возможные области её практического применения.
Однако потребовались многие годы совместных усилий учёных и инженеров, направленных на создание источников энергии, необходимых для реализации процесса электрической сварки металлов. Важную роль в создании этих источников сыграли открытия и изобретения в области магнетизма и электричества.
В 1882 году российский учёный – инженер Н.Н. Бенардос, открыл способ электродуговй сварки металлов неплавящимся угольным электродом. Им был разработан способ дуговой сварки в защитном газе и дуговая резка металлов. В 1888 г российский инженер Н.Г. Славянов предложил проводить сварку плавящимся металлическим электродам. С его именем связано развитие флюсов для воздействия на состав металла шва, создание первого электрического генератора.
Нужна помощь в написании диплома?
![]()
Мы — биржа профессиональных авторов (преподавателей и доцентов вузов). Сдача работы по главам. Уникальность более 70%. Правки вносим бесплатно.
Цена диплома
На современном этапе развития сварочного производства в связи с развитием научно-технической революции резко возрос диагноз свариваемых толщин, материалов, видов сварки. В настоящее время сваривают материалы толщиной от несколько микрон (в микроэлектронике) до нескольких метров (в тяжелом машиностроении).
Сварка — экономически выгодный, высокопроизводительный и в значительной степени механизированный технологический процесс, широко применяемый практически во всех отраслях машиностроения.
Преимущество сварки перед этими процессами следующие:
Экономия металла – 10…30%и более в зависимости от сложности конструкций.
Уменьшение трудоёмкости работ, срока работ и их стоимость.
Возможность использовать наплавка для восстановления деталей.
Герметичность сварочных соединений.
Уменьшение производственного шума и улучшение условий труда.
Нужна помощь в написании диплома?
![]()
Мы — биржа профессиональных авторов (преподавателей и доцентов вузов). Сдача работы по главам. Уникальность более 70%. Правки вносим бесплатно.
Подробнее
Емкости металлические для жидкостей используются для стационарного хранения различных жидкостей, в том числе нефти и нефтепродуктов. Стальная ёмкость состоит из корпуса цилиндрической формы, на котором установлены технологические люка и патрубки. Прочность ёмкости под давлением обеспечивается путем сварки внутри металлических колец (диафрагмы) жесткости из вальцованного уголка.
По конструктивным особенностям, способу установки емкости, металлические резервуары бывают подземного и наземного исполнения.
Насколько важно качество изготовления и внешний вид емкости из металла на промышленном производстве?
Затраты на приобретение, монтаж емкостного оборудования чаще всего составляют около половины инвестиций в предприятие. Чтобы эти деньги, не ушли в никуда, необходимо позаботиться о покупке качественных емкостей из металла разного объема. Солидные предприятия практически никогда не покупают бывшие в употреблении (емкости БУ) или изготовленные в кустарных условиях промышленные резервуары.
Ведь от этого зависит не только бесперебойная работа предприятия, но и то, что первым бросается в глаза заказчикам — внешний вид производственных мощностей завода.
Глава 1. Основная часть
1.1 Материалы для сварочных работ
1.1.1 Стали
Изготовление ёмкостей производится из различных марок стали: Ст3Сп5, Ст3, С245, С255, С345, С390, 09Г2С, нержавеющая сталь 12Х18Н10Т, ASI 304. Толщина стенки металла — 4, 5 мм. Герметичность сварки емкостей обеспечивается двусторонним сварным швом. В зависимости от назначения емкостного оборудования имеются различные геометрические конфигурации, форма может быть открытой, без верхнего листа, или закрытой, с потолочным листом и люком. Многими украинскими производителями оборудования для пищевой промышленности, оборудования АЗС и нефтебаз, разрабатывается, осваивается изготовление новых видов металлических емкостей для пищевой, нефтеперерабатывающей промышленности.
Таблица 1 — Выбор материала конструкции и сварочных материалов
| Марка: | 10ХСНД (другое обозначение 10ХСНД-Ш) |
| Заменитель: | 16Г 2АФ |
| Классификация: | Сталь конструкционная низколегированная для сварных конструкций |
| Дополнение: | Сталь хромокремненикелевая с медью |
| Продукция, предлагаемая предприятиями-рекламодателями: Нет данных. | |
| Применение: | Элементы сварных металлоконструкций и различные детали, к которым предъявляются требования повышенной прочности и коррозионной стойкости с ограничением массы и работающие при температуре от —70 до 450 °С, |
| Зарубежные аналоги: | Известны |
Таблица 2 — Химический состав в % материала 10ХСНД ГОСТ 19281 – 89
| C | Si | Mn | Ni | S | P | Cr | N | Cu | As |
| до 0.12 | 0.8 – 1.1 | 0.5 – 0.8 | 0.5 – 0.8 | до 0.04 | до 0.035 | 0.6 – 0.9 | до 0.008 | 0.4 – 0.6 | до 0.08 |
| Примечание: Также хим. состав указан в ГОСТ 6713 – 9, ГОСТ 19282-73 |
Таблица 3 — Технологические свойства материала 10ХСНД
Нужна помощь в написании диплома?
![]()
Мы — биржа профессиональных авторов (преподавателей и доцентов вузов). Сдача работы по главам. Уникальность более 70%. Правки вносим бесплатно.
Заказать диплом
Таблица 4 — Механические свойства при Т=20oС материала 10ХСНД
| Сортамент | Размер | Напр. | sв | sT | d5 | y | KCU | Термообр. |
| — | мм | — | МПа | МПа | % | % | кДж / м 2 | — |
| Лист, ГОСТ 19282-73 | 5 – 9 | 540 | 400 | 19 | ||||
| Прокат, ГОСТ 6713-91 | 510-685 | 390 | 19 | 290 |
Таблица 5 — Физические свойства материала 10ХСНД
| T | E 10- 5 | a 10 6 | l | r | C | R 10 9 |
| Град | МПа | 1/Град | Вт/(м·град) | кг/м 3 | Дж/(кг·град) | Ом·м |
| 20 | ||||||
| 100 | 1.97 | 40 | ||||
| 200 | 2.01 | 39 | ||||
| 300 | 1.95 | 38 | ||||
| 400 | 1.88 | 36 | ||||
| 500 | 1.8 | 34 | ||||
| 600 | 1.69 | 31 | ||||
| 700 | 1.56 | 29 | ||||
| 800 | 1.35 | |||||
| 900 | 1.25 | |||||
| T | E 10- 5 | 10 6 | | | C | R 10 9 |
Таблица 6 — Обозначения
| Механические свойства: | |
| sв | — Предел кратковременной прочности, [МПа] |
| sT | — Предел пропорциональности (предел текучести для остаточной деформации), [МПа] |
| d5 | — Относительное удлинение при разрыве, [ % ] |
| y | — Относительное сужение, [ % ] |
| KCU | — Ударная вязкость, [ кДж / м 2] |
| HB | — Твердость по Бринеллю, [МПа] |
| T | — Температура, при которой получены данные свойства, [Град] |
| E | — Модуль упругости первого рода, [МПа] |
| a | — Коэффициент температурного (линейного) расширения (диапазон 20o – T), [1/Град] |
| l | — Коэффициент теплопроводности (теплоемкость материала), [Вт/(м·град)] |
| r | — Плотность материала, [кг/м 3] |
| C | — Удельная теплоемкость материала (диапазон 20o – T), [Дж/(кг·град)] |
| R | — Удельное электросопротивление, [Ом·м] |
| Свариваемость: | |
| без ограничений | — сварка производится без подогрева и без последующей термообработки |
| ограниченно свариваемая | — сварка возможна при подогреве до 100-120 град. и последующей термообработке |
| трудносвариваемая | — для получения качественных сварных соединений требуются дополнительные операции: подогрев до 200-300 град. при сварке, термообработка после сварки – отжиг |
1.1.2 Электроды
При ручной дуговой сварке плавящимся электродом сварка производится металлическим электродным стержнем, на поверхность которого путем окунания в жидкую массу или путем опрессовки под давлением наносится специальное электродное покрытие определенного состава и толщины. Электродный стержень с нанесенным на его поверхность слоем покрытия называют электродом.
По назначению различают электроды для сварки стали, чугуна, алюминия, меди. Обозначения электродов для сварки: углеродистых и низколегированных конструкционных сталей с sв >600 МПа — У; легированных конструкционных сталей с sв до 600 МПа — Л; легированных теплоустойчивых сталей — Т; высоколегированных и сталей с особыми свойствами — В; для наплавки поверхностных слоев с особыми свойствами — Н. В зависимости от механических свойств наплавленного металла применяются электроды 14 типов: Э42, Э46А, Э50…Э150. Тип электрода обозначается буквой Э с цифрой, указывающей гарантированное временное сопротивление разрыву наплавленного металла в КГс/мм2. Буква А после цифр обозначает повышенную пластичность наплавленного металла. По виду покрытия электроды разделяются на: А — с кислым покрытием (ОММ-5, АНО-2, СМ-5, ЦМ-7, МЭЗ-04 и др.), содержащим оксиды железа, марганца, кремния, иногда титана. Эти электроды обеспечивают стабильное горение дуги на переменном и постоянном токе. Металл шва отличается повышенной степенью окисления, плотностью и пластичностью; Б — с основным покрытием (УОНИ-13/45, УОНИ-13/5БК, УОНИ-В/85, АНО-Т, ОЗС-5, ДСК-50, СН-11, УП-1/45 и др.), содержащим мрамор — СаСОз, плавиковый шпат — CaF2, кварцевый песок, ферросплавы. Наплавленный металл имеет большую прочность на ударный изгиб, малую склонность к старению и появлению трещин. В зависимости от того, в каком пространственном положении выполняется сварка, электроды подразделяются:
Для сварки во всех положениях с условным обозначением — 1; для сварки во всех положениях, кроме вертикального сверху вниз — 2; для положений нижнего, горизонтального на вертикальной плоскости и вертикального снизу вверх — 3; для нижнего и нижнего «в лодочку» — 4.
Для сварки данной конструкции которая изготавливается из углеродистой стали Ст3сп применяются электроды марки МР3 типа Э46.
Электроды с рутиловым — основным покрытием предназначены для сварки ответственных конструкций из углеродистых сталей. Сварка во всех пространственных положениях на переменном и постоянном и постоянном токе обратной полярности. Производительность для диаметра 4 мм) 7,5, расход электрода на 1 кг наплавленного металла 1,7 кг.
1.1.3 Материалы для газопламенной сварки и резки
Используется кислород в баллонах. Пламя, обладающее высокой температурой, необходимое для газопламенной сварки, образуется при сгорании горючих газов или паров в смеси с техническим кислородом. При нормальных условиях кислород представляет собой газ без цвета, запаха и вкуса. Но при низких температурах газообразный кислород может перейти в жидкое состояние и даже превратиться в твердое вещество. Сам кислород не токсичен, не горит, но активно поддерживает горение других веществ, при котором выделяется большое количество тепла.
Таблица 7 — Величины давления в баллонах при температурах от -50 до +30°С
| Температура газа, °С | Давление в баллоне при первоначальном давлении 15Мпа ±0, 5 при20°С | Давление в баллоне при первоначальном давлении 20Мпа ±0,1 при20°С |
| -50 | 9,3 | 12,3 |
| -40 | 10,2 | 13,5 |
| -30 | 11,1 | 14,6 |
| -20 | 11,9 | 15,8 |
| -10 | 12,7 | 16,9 |
| 0 | 13,5 | 17,9 |
| +10 | 14,3 | 19,0 |
| +20 | 15,0 | 20,0 |
| +30 | 15,7 | 21,0 |
Ацетилен (С2Н2) — химическое соединение углерода и водорода, в нормальном состоянии представляющее собой бесцветный горючий газ с резким запахом. Ацетилен легче воздуха и при температуре 20°С один его м³ имеет массу 1,09 кг. Низкая температура ацетилена (240 — 630°С) делает этот газ взрывоопасным в соединении с кислородом. Так, при атмосферном давлении смесь ацетилена с воздухом становится взрывоопасной при содержании ацетилена 2,2%. Ацетилен токсичен и при вдыхании его вызывает головокружение, тошноту и даже отравление.
Карбид кальция — кристаллическое вещество (СаС2) темно-серого или темно-коричневого цвета с удельным весом от 2,3 до 2,53 г/см³. При взаимодействии с парами воды, находящимися в атмосферном воздухе, имеет характерный (чесночный) запах. При взаимодействии с водой карбид кальция разлагается с образованием ацетилена и гашеной извести. Из 1 кг химически чистого карбида кальция теоретически можно получить 372 дм³ ацетилена, однако наличие примесей снижает этот показатель до 280 дм³. Процесс разложения карбида кальция в воде происходит по следующей реакции:
СаС2 + Н2О = С2Н2 + Са(ОН)
Карбидная пыль при смачивании водой разлагается почти мгновенно, поэтому применять ее в ацетиленовых генераторах невозможно. Для этого используют кусковый карбид кальция, загружая им ацетиленовый аппарат. В зависимости от размеров кусков и сортности карбида кальция получают фактический выход ацетилена, отраженный в таблице 4.
Таблица 8 — Выход ацетилена и карбида кальция
| Размеры куска, мм | Условное обозначение размеров куска | Выход ацетилена (не менее), л/кг | |
| 1 сорт | 2 сорт | ||
| 2-8 | 2/8 | 255 | 235 |
| 8-15 | 8/15 | 265 | 245 |
| 15-25 | 15/25 | 275 | 255 |
| 25-80 | 25/80 | 285 | 265 |
| Смешанных размеров | — | 275 | 265 |
Пропан-бутановые смеси состоят из пропана (C3H8) с примесью бутана (С4Н10) в количестве от 5 до 30%. Их получают при переработке нефти или добыче природного газа. Для сварочных работ эти смеси поставляется в баллонах в сжиженном состоянии. Из сжиженного состояния пропан-бутановая смесь переходит в газообразное при температуре -40°С при нормальном атмосферном давлении или при нормальной температуре, но при пониженном давлении.
Нужна помощь в написании диплома?
![]()
Мы — биржа профессиональных авторов (преподавателей и доцентов вузов). Сдача работы по главам. Уникальность более 70%. Правки вносим бесплатно.
Подробнее
Водород — представляет собой газ без цвета и запаха. Его получают в специальных генераторах воздействуя серной кислотой на железную стружку и цинк. Этот горючий газ в смеси с кислородом образует взрывчатую смесь, называемую гремучим газом. Хранят и транспортируют водород в сжиженном состоянии, в которое он переходит при температуре -253°С. Водород в газообразном состоянии легко проникает через любые неплотности, поэтому баллоны, трубопроводы и запорная арматура должны отвечать высоким требованиям герметичности. При сгорании водорода пламя практически не светится и не имеет четких границ.
В качестве присадочных материалов при газопламенной сварке применяют сварочную проволоку или литые прутки, которые по своему химическому составу должны быть близкими к основному материалу. Нельзя в качестве присадочных материалов применять случайную проволоку, так как это скажется на качестве сварного соединения.
Присадочные материалы должны отвечать следующим требованиям: температура их плавления должна быть несколько меньше температуры плавления основного материала химический состав должен соответствовать химическому составу основного материала поверхность должна быть ровной и чистой, без окалины, ржавчины, масла и жировых отложений
плавление должно происходить ровно, без разбрызгиваний и испарений
после кристаллизации наплавленный металл должен обладать хорошей плотностью без раковин, пор, шлаковых включений и т.д.
Применение в качестве присадочного металла различных полосок недопустимо, так как это влечет за собой неравномерную ширину сварочного шва и его неоднородность, что сказывается на качестве сварного соединения. Вместо сварочной проволоки допускается применение пруткового материала, прошедшего калибровку. При газовой сварке цветных металлов и нержавеющих сталей в виде исключения допускается применение полосок, своим химическим составом сходных с основным металлом.
Стальная проволока, предназначенная для сварки, поставляется в бухтах
с обязательной маркировкой в виде бирок, на которых указаны: марка провода, ее диаметр, покрытие и т.д. Низкоуглеродистая и легированная проволока может иметь омедненную поверхность, предназначенную для защиты от атмосферного воздействия. Размеры и масса мотков проволоки приведены в таблице 9.
Таблица 9 — Размеры и масса сварочной проволоки
| Диаметр проволоки, м | Внутренний диаметр мотка, мм | Масса мотка проволоки (неменее), кг | ||
| Из углеродистой стали | Из легировнной стали | Из высокорелегированной стали | ||
| 0,3-0,8 | 150-350 | 2 | 2 | 1,5 |
| 1,0-1,2 | 250-400 | 15 | 10 | 6 |
| 1,4-2,0 | 250-600 | 20 | 15 | 8 |
| 2,5-3,0 | 400-700 | 30 | 20 | 10 |
| 4,0-6,0 | 500-700 | 30 | 20 | 10 |
| 6,5-8,8 | 500-700 | 30 | 20 | 15 |
Флюсы — в газопламенной сварке и пайке используют для раскисления расплавленного металла и удаления из сварочной ванны образующихся окислов и неметаллических включений. Под действием высоких температур флюсы связывают оксиды химическим путем с образованием легкоплавких соединений или растворяют их в сварочной ванне, а образующиеся при этом шлаки всплывают. Образовавшаяся на поверхности сварочной ванны шлаковая пленка защищает металл от окисления при контакте с атмосферным кислородом.
Нужна помощь в написании диплома?
![]()
Мы — биржа профессиональных авторов (преподавателей и доцентов вузов). Сдача работы по главам. Уникальность более 70%. Правки вносим бесплатно.
Подробнее
1.2 Оборудование и аппаратура для РДС и кислородной резки
1.2.1 Оборудование сварочного поста
Рабочее место называется сварочным постом, служащим для выполнения сварных работ оборудованное всеми необходимыми для производства сварных работ сварочный пост укомплектован: источником питанья, электропроводом, а также различным инструментом.
Сварочный пост для изготовления цилиндрической емкости, включает в себя:
- Ящик для ключей
- Трансформатор или преобразователь
- Резиновый коврик
- Освещение
- Спецодежда
- Пенал для электродов
- Ящик для огарков
- Рулетка
- Болгарка с дисками
- Щётка по металлу
- Вытяжка
Рабочее место не должно быть захламлено поскольку это предаёт неудобства сварщику и можно получить травму поэтому необходимо содержать рабочие место в чистоте.
Для изготовления цилиндрической горизонтальной емкости необходимо использовать специальное оборудованье и инструменты они включают в себя:
- Болгарку, диски 2 типов для резки и шлифовки металла
- Линейка для ровной разметки
- Молоток для выравнивания швы и отбития шлака
- Мел для разметки под резку металла
- Секач для отбивки шлака
- Уголок для выполнения ровных углов
- Кабеля
- Держак
1.2.2 Общие сведения об источнике питания сварочной дуги
Питание постов сварочным током может быть централизованным. В цехе устраивают центральный машинный зал, оснащенный мощными сварочными аппаратами. От которых проводят медные шины вдоль колонн для подачи сварочного тока к 20-30 постам. Посты оборудуют распределительный пусковой аппаратурой. Подсоединяемой к шине, и балластным реостатом для регулирования сварочного тока.
По расчету напряжения дуги и силы сварочного тока выбираем сварочное оборудование. Источник питания и электродержатель. В качестве источника питания выбираем сварочный трансформатор ТД-306 УЗ, а электродержатель ЭД-20.
По силе сварочного тока выбираем электродержатель, см. таблицу 10.
Таблица 10 – Электродержатель ЭД – 20
1.2.3 Общие сведения об аппаратуре для кислородной резки
Бензорезы — аппарат для кислородной резки металлов, работающий на жидком горючем (керосине, бензине). Резка производится струей кислорода, направляемой на подогретый металл. Бензорез отличается повышенной пожарной опасностью, но благодаря ряду преимуществ (использование жидкого горючего, удешевление процесса резки металлов и др.) широко применяется в промышленности.
БЕНЗОРЕЗ, керосинорез, аппарат для кислородной резки металлов, работающий на жидком горючем (керосине, бензине).
Рисунок 1 — Бензорез: 1 -резак; 2 — бак для горючего.
Состоит из бака для горючего, режущей горелки (резака) и шлангов для подачи горючего и кислорода. В бак встроен ручной воздушный насос, создающий избыточное давление, под действием которого горючее подводится к резаку. Шланг для подачи горючего изготовлен из спец. резины (дюрита), не растворяющейся в керосине и бензине. Пары горючего смешиваются с кислородом и поступают в пламя резака, подогревающее металл.
Резка производится струёй кислорода, направляемой на подогретый металл.
1.3 Инструмент, принадлежности и спецодежда сварщика
Спецодежда сварщика изготавливается из плотного брезента или сукна. Она не должна иметь открытых карманов. Обувь должна иметь глухой верх рукавицы сварщика должны изготавливаться из кожи, плотного брезента или асбестовой ткани. При работе в закрытых сосудах пользование диэлектрическими калошами и резиновыми ковриками, испытанными на электрический пробой в соответствии с правилами техники безопасности является обязательным.
При сварке крупных деталей сварщик работает непосредственно у изделия или на нем. В этом случае рабочее место ограждается переносными щитами или ширмами, а инструмент и электроды находятся в сумке или в ящике. Для выполнения сварочных работ внутри конструкций, например при изготовлении котлов, емкостей, судов и т.д., рабочее место должно быть оборудовано резиновым ковриком, кошмой или деревянным полом и иметь приточную и вытяжную вентиляцию. При сварке внутри замкнутых сосудов или в местах с плохой вентиляцией сварщики применяют часто маски и щитки с подачей в зону дыхания чистого воздуха. При сварке на морозе к щитку подается воздух, подогретый до температуры 20 — 25° С. Сварка металлоконструкций при монтаже на открытом воздухе требует, чтобы рабочее место было защищено от атмосферного воздействия (солнце, ветер, снег), ухудшающего условия работы сварщика.
Для защиты лица сварщика от воздействия лучей сварочной дуги и брызг расплавленного металла применяют щитки, шлемы (маски). Щитки и шлемы изготавливаются из фибры или специально обработанной фанеры. Вес их не должен превышать 0,6 кг. В щиток или маску вставляются светофильтры, удерживаемые рамкой размером 120 х 60 мм.
Защитные светофильтры имеют различную плотность. Наиболее темное стекло имеет марку ЭС-500 и применяется при сварке на токах до 500 А, среднее ЭС-ЭОО — для сварки на токах до 300 А, более светлое стекло ЭС-100 для сварки на токах 100 А и менее. Снаружи светофильтр защищен от брызг прозрачным стеклом, которое обычно сменяют 3-4 раза в месяц.
Инструмент сварщика — это совокупность орудий, употребляемых им в «производстве, а именно: сварочный инструмент (электрододержатели, горелки и др.), инструмент для зачистки шва и свариваемых кромок, для подгонки соединяемых деталей, инструмент для наладки сварочного оборудования и приспособлений и мерительный инструмент.
Нужна помощь в написании диплома?
![]()
Мы — биржа профессиональных авторов (преподавателей и доцентов вузов). Сдача работы по главам. Уникальность более 70%. Правки вносим бесплатно.
Заказать диплом
Для зачистки шва и свариваемых кромок в сварочном производстве применяются: молоток — шлакоотделитель, представляющий собой инструмент с острыми и узкими рабочими поверхностями. Он предназначен для удаления шлаковой корки, особенно с угловых швов или швов, расположенных в узкой, глубокой разделке между кромками;
проволочные щетки используются для зачистки кромок перед сваркой и для удаления с поверхности шва остатков шлака. Щетки могут быть плоскими (широкими или узкими) или цилиндрическими (в виде кисти) для зачистки швов, расположенных в узком зазоре.
Наряду с ручным для зачистки применяется и механизированный инструмент. Ручные шлифовальные машинки с пневматическим или электроприводом. Зачистка кромок перед сваркой выполняется шлифовальным кругом, закрепленным на шпинделе двигателя или в ручном приспособлении. В последнем случае шлифовальный круг вращается при помощи гибкого вала, что облегчает условия работы сварщика.
Для удаления с металлических поверхностей непрочно сцепленной окалины, брызг, краски и для других работ применяются также проволочные щетки (дисковые или торцовые).
Пневматические молотки предназначены для зачистки сварных швов от шлака и брызг, для удаления дефектных участков шва и т. п.
К инструменту сварщика относят слесарный инструмент для подгонки соединяемых деталей (вилки, струбцины, кувалды), для кантовки горячих деталей, а также инструмент для наладки сварочного и технологического оборудования
Глава 2.Технологическая часть
2.1 Подготовка металла под сварку
Подготовка металла под сварку заключается в очистке, разметке, резке и сборке. Правка в моем узле не применяется. Очистка применяется для того, чтобы очистить металл от ржавчины, краски, шлака, и.т.д.
Перенос размеров детали на натуральную величину с чертежа на металл называют разметкой. При этом пользуются инструментом: рулеткой, линейкой, угольником и чертилкой. Проще и быстрее разметка выполняется шаблоном, изготовляемый из тонкого металлического листа.
Нужна помощь в написании диплома?
![]()
Мы — биржа профессиональных авторов (преподавателей и доцентов вузов). Сдача работы по главам. Уникальность более 70%. Правки вносим бесплатно.
Цена диплома
При разметке заготовок учитывается укорачивания их в процессе сварки конструкции. Поэтому предусматривается припуск из расчета 1мм на каждый поперечный стык и 0,1-0,2мм на 1мм продольного шва.
При подготовке детали к сварке применяют преимущественно термическую резку. Механическую резку целесообразно выполнять при заготовке однотипных деталей, главным образом с прямоугольным сечением.
Часто кислородную резку применяют, особенно машинную, сочетают со снятием угла скоса кромок.
Очистка металла от пыли, ржавчины, окалины и т.д. является важной технологической операцией, предшествующей запуску его в производство. Очистку целесообразно проводить после правки листов, поскольку в процессе правки окисные пленки интенсивно разрушаются и отслаиваются, что облегчает последующую очистку.
Очистку чаще всего осуществляют на дробе- и пескоструйных аппаратах. Кроме этого существует способ химической очистки (травления).
Для очистки на дробеметной установке лист в вертикальном положении на тележке подают в камеру, на стенках которой размещены дробеметные аппараты, выбрасывающие с большой скоростью стальную или чугунную дробь размером 0,6-0,8 мм. Ударяясь о поверхность металла, дробь сбивает загрязнения и очищает ее. Возникающий под влиянием дробеочистки наклеп обычно незначителен и практически не влияет на механические свойства металла. Конструкция дробеструйных установок рассчитаны на многократное использование дроби. Образующаяся пыль удаляется из камеры отсасывающей системой. Примерная производительность установки 200 м 2 в час.
Пескоструйная очистка основана на абразивной обработке очищаемой поверхности струей сжатого воздуха со взвешенными в нем твердыми частицами песка. По санитарным нормам пескоструйная очистка в цеховых условиях возможна только в специальных камерах.
Химическую очистку производят на механизированных линиях, представляющих собой ряд последовательно расположенных камер. В каждой из них осуществляют одну определенную операцию процесса очистки: подогрев, травление, промывку, нейтрализацию, пассирование и т.д.
Трубы очищают от загрязнений по наружной и внутренней поверхностям на очистных станках и механизированных линиях.
На ЗиО очистка наружной поверхности труб производится на дробеструйной установке.
После того как металл выправлен, очищен и тщательно вымыт, производится разметка той поверхности, которую предстоит обработать.
Разметка
Что значит разметить заготовку? Это значит нанести на нее разметочные линии или риски, указывающие границы, до которых необходимо ее обрабатывать, чтобы она превратилась в необходимый вам элемент. Если заготовка размечена неправильно, она просто не встанет на свое место.
Металл не бумага и не дерево, по которому удобно рисовать карандашом: сего гладкой, твердой поверхности легко стираются как грифельные линии, так и меловые. Для того чтобы линии разметки прочно держались на металле и не стирались, поверхность, которую предстоит обрабатывать, нужно предварительно окрасить.
2.2 Выбор параметров режима сварки и резки
Сварка выполняется во всех пространственных положениях, сила тока зависит, от толщины метала и от пространственного положения.
Формула режима сварки
Таблица 11 – Выбор параметров режима сварки
Нужна помощь в написании диплома?
![]()
Мы — биржа профессиональных авторов (преподавателей и доцентов вузов). Сдача работы по главам. Уникальность более 70%. Правки вносим бесплатно.
Заказать диплом
| S м. | 1-2 | 3 | 4-5 | 6-8 | 9-12 | 13-15 | 16… |
| D эл. | 1.5-2 | 3 | 4 | 4 | 4-5 | 5 | 6 |
S=до 3мм. S=больше 3мм.
У=30*dk.
У=(20+6d)*dk
K=для сварки в нижнем положении 1
K= для сварки в горизонтальном 0.8
K=для сварки в потолочном положении 0.9
Y=250 в нижнем положении
Y=200в горизонтальном
Нужна помощь в написании диплома?
![]()
Мы — биржа профессиональных авторов (преподавателей и доцентов вузов). Сдача работы по главам. Уникальность более 70%. Правки вносим бесплатно.
Заказать диплом
Y =225 в потолочном
Простая прямолинейная резка – это одна из самых часто используемых технологических операций, применяемых для нарезки заготовок простых изделий и соединительных элементов (воротников, прямых отводов, реек, шин), а также для выравнивания кромок листового материала.
Разрезаемый металл предварительно нагревается подогревающим пламенем резака, которое образуется в результате сгорания горючего газа в смеси с кислородом. При достижении температуры воспламенения металла в кислороде, на резаке открывается вентиль чистого кислорода (99-99,8%) и начинается процесс резки. Чистый кислород из центрального канала мундштука, предназначенный для окисления разрезаемого металла и удаления оксидов, называют режущим в отличие от кислорода подогревающего пламени, поступающего в смеси с горючим газом из боковых каналов мундштука.
Струя режущего кислорода вытесняет в разрез расплавленные оксиды, которые, в свою очередь, нагревают следующий слой металла, способствуя его интенсивному окислению и т. п. В результате разрезаемый лист подвергается окислению по всей толщине, а расплавленные оксиды удаляются из зоны резки под действием струи режущего кислорода.
Поверхность разрезаемого листа следует очистить от окалины, краски, масла, ржавчины и грязи. Особое внимание уделяется очистке поверхности листа от окалины, поскольку она препятствует контакту металла с пламенем и струей режущего кислорода. Для этого требуется незначительный прогрев поверхности стали подогревающим пламенем резака, в результате которого окалина отскакивает от поверхности. Прогрев следует выполнять узкой полосой по линии предполагаемого реза, перемещая пламя со скоростью, приблизительно соответствующей скорости резки.
Перед кислородной резкой металл нагревается с поверхности в начальной точке реза до температуры его воспламенения в кислороде. После пуска струи режущего кислорода и начала процесса окисления металла по толщине листа резак перемещают по линии реза.
Как правило, прямолинейная кислородная резка стальных листов толщиной до 50 мм выполняется вначале с установкой режущего сопла мундштука в вертикальное положение, а затем с наклоном в сторону, противоположную направлению резки (обычно на 20-30є). Наклон режущего сопла мундштука в сторону ускоряет процесс окисления металла и увеличивает скорость кислородной резки, а, следовательно, и ее производительность. При большей толщине стального листа резак в начале резки наклоняют на 5є в сторону, обратную движению резки.
Чтоб сварить бочку надо сначала на резать 4 листа размер 825мм на 2040мм, сворачиваем лист кругом и свариваем вместе 2 края, каждого листа потом эти четыре круга свариваем в месте только чтоб швы были в разных местах свариваем по кругу ширина шва должна перекрывать ширину разделки на 1,5-2 мм. После каждого раза на до на 15 мм больше брать от места где ты варил. После каждого прохода обязательна зачищать поверхность предыдущего шва. После по середине одного из круга с верху вырезают круг и привариваем люк когда уже бочка будит готова в низу приваривают ножки.
2.3 Техника и технология выполнения швов
Диаметр труб от 50 до 1200мм. Толщи на стенки от 2,5 мм до 25 и более, сварку ведут возможно короткой дугой, стыки труб диаметром 219 мм и более сваривают одновременно два сварщика, ширина шва должна перекрывать ширину разделки на 1,5-2 мм в каждую сторону, облицовочный шов должен иметь плавное сопряжение с поверхностью трубы.
Нужна помощь в написании диплома?
![]()
Мы — биржа профессиональных авторов (преподавателей и доцентов вузов). Сдача работы по главам. Уникальность более 70%. Правки вносим бесплатно.
Заказать диплом
Таблица 12 — Технологическая карта изготовления конструкции
| № | Наименование операции | Содержание операции и требования | Оборудование и инструменты |
| 1 | Отчистка полости труб и заготовок от грязи, ржавчины, масла | Зачистка металла осуществляется для удаления заусениц с кромки деталей после штамповки, а также для удаления с поверхности. Кромок окалин, и шлаков. После кислородной резки,Грязи и ржавчины | УШМ AG90111 со шлиф насадкой зубило молоток |
| 2 | Разметка заготовок по чертежам | Разметка представляетсобой нанесение на металразметочных рисок выполняется с необходимыми припускомкоторый снимается при последующей обработки.служит для более точной сборки конструкции. | Разметочный стол металлическая рулетка, металлическая чертилка, угольник. |
| 3 | Резка заготовок при помощи УШМ | Резка заготовок осуществляется. При помощи УШМ по заранее Наложенным рискам | УШМ AG90111с диском по металлу |
| 4 | Подготовка кромок | ||
| 5 | Сборка деталей | ||
| 6 | Сварка | Сварка деталей конструкции проходит
После выполнения всех предыдущих операций и внимательной перепроверки всей соборной конструкции |
Сварочный выпрямитель ВДУ-504электроды УОНИ-1365 |
| 7 | Контроль качества | Нормативная техническая документация.
Визуальный осмотр. Радиационноепросвечивания швов служат специальные аппараты (РУП-150-1, РУП-120-5-1 и др.) |
Швы по длине и сечению выполняют на проход и обратно ступенчатым способом. Сущность способа сварки на проход заключается в том, что шов выполняется до конца в одном направлении.
Обратно — ступенчатый способ состоит в том, что длинный предполагаемый к исполнению шов делят на сравнительно короткие ступени.
По способу заполнения швов по сечению различают однопроходные, однослойные швы, многопроходные и многослойные. Если число слоев равно числу проходов дугой, то такой шов называют многослойным.
Многослойные швы чаще применяют в стыковых соединениях, многопроходные- в угловых и тавровых. Для более равномерного нагрева металла шва по всей его длине выполняют двойным слоем, секциями, каскадом и блоками, причем в основу всех этих способов положен принцип обратноступенчатой сварки.
В конце шва нельзя сразу обрывать дугу и оставлять на поверхности металла шва кратер. Кратер может вызвать появлений трещины в шве в следствии содержания в нем примесей, прежде всего, серы и фосфора. При сварке низкоуглеродистой стали кратер заполняют электродным металлом или выводят его в сторону на основной металл.
При сварке стали, склонной к образованию закалочных микроструктур, вывод кратер в сторону недопустим ввиду возможности образования трещин.
Не рекомендуется заваривать кратер за несколько обрывов и зажиганий дуги ввиду образований оксидных загрязнений металла.
Нужна помощь в написании диплома?
![]()
Мы — биржа профессиональных авторов (преподавателей и доцентов вузов). Сдача работы по главам. Уникальность более 70%. Правки вносим бесплатно.
Цена диплома
Лучшим способом окончания шва будет заполнения кратера металлом в следствии прекращения поступательного движения электродов в дугу и медленного удлинения дуги до ее обрыва.
Основными причинами возникновения сварочных деформаций и напряжений являются неравномерное нагревание и охлаждение изделия, литейная усадка наплавленного металла и структурные превращения в металле шва.
Неравномерное нагревание и охлаждение вызывают тепловые напряжения и деформации. При сварке происходит местный нагрев небольшого объема металла, который, расширяясь, воздействует на близлежащие менее нагретые слои металла. Напряжения, возникающие при этом, зависят главным образом от температуры нагрева, коэффициента линейного расширения и теплопроводности свариваемого металла. Чем выше температура нагрева, а также чем больше коэффициент линейного расширения и ниже теплопроводность металла, тем большие тепловые напряжения и деформации развиваются в свариваемом шве.
Литейная усадка вызывает напряжения в сварном шве в связи с тем, что при охлаждении объем наплавленного металла уменьшается. Вследствие этого в близлежащих слоях металла возникают растягивающие силы. Чем меньше количество расплавленного металла, тем меньшие возникают напряжения и деформации. Структурные превращения вызывают растягивающие и сжимающие напряжения в связи с тем, что они в некоторых случаях сопровождаются изменением объема свариваемого металла. Например, у углеродистых сталей при нагреве происходит образование аустенита из феррита – этот процесс сопровождается уменьшением объема. При больших скоростях охлаждения высокоуглеродистых сталей аустенит образует мартенситную структуру, менее плотную, чем аустенит; этот процесс сопровождается увеличением объема. При сварке низкоуглеродистой стали напряжения, возникающие от структурных превращений, небольшие и практического значения не имеют. Стали, содержащие более 0,35% углерода, и большинство склонных к закалке легированных сталей дают значительные объемные изменения от структурных превращений. Вследствие этого развивающиеся напряжения оказываются достаточными для возникновения трещин в шве.
Работу по контролю качеству сварных работ проводят в три этапа:
- Предварительный контроль, проводят до начал сварочных работ
- Контроль в процессе сборки и сварки (пооперационной)
- Контроль качества готовых сварных соединений
Предварительный контроль включает в себя: проверку классификации сварщика, дифектоскопистов и ИТР, руководящих работами по сварке, сварке и контролю; проверку качества основного металла сварных материалов, заготовок поступающих на сборку, состояния сварочной аппаратуры. В процессе изготовления (пооперационный контроль) проверяют качество подготовки кромок и сборку, режимы сварки, порядок выполнения швов, температуру окружающей среды и сварного металла, внешний вид шва, его геометрические размеры, постоянно наблюдают за исправностью сварочной аппаратуры.
Последняя контрольная операция – проверка качества сварки в готовом изделии. Для этой цели существуют следующие виды контроля: внешний осмотр и измерение сварных соединений, испытание на плотность, просвечивание рентгеновским или гамма-лучами, контроль ультразвуком, магниевые методы контроля, люминесцентный метод контроля, металлографические исследования, механические испытания. Виды контроля качества сватаных соединений выбирают в зависимости от назначения изделия и требований, которые предъявляют к этому изделию соответствии с техническим условием или ГОСТом.
Дефекты в сварных соединениях могут быть вызваны плохим качеством сварных металлов, неточной сборкой и подготовкой стыка под сварку, нарушением технологии сварки, низкой классификацией сварщика и другим причинам. Задача контроля качества соединений – выявление возможных причин появления брака и его предупреждение.
Во избежание ошибочных выводов следует иметь в виду, что при температуре воды в сосуде ниже температуры воздуха в помещении возможно полное запотевание всей поверхности металла испытуемого изделия. Кроме того, уменьшение испытательного давления не всегда указывает на наличие дефектов, а может быть вызвано неплотностями в нагнетательной системе, присоединительной арматуре, заглушках.
Недостатками этого способа контроля являются необходимость в источниках водоснабжения и трудности, возникающие при испытаниях в зимнее время на открытом воздухе.
Вертикальные резервуары для хранения нефти и нефтепродуктов, газгольдеры и другие крупные емкости испытывают наливом воды.
До испытания сварные швы тщательно обтирают ветошью или обдувают воздухом до получения сухой поверхности. Затем емкость заполняют водой и наблюдают за сварными швами и падением уровня воды. Продолжительность испытания, необходимого для осмотра всех швов, составляет от 2 до 24 ч в соответствии с техническими условиями. Если в течение этого времени не обнаружено пропусков воды и уровень ее не снизился, емкость считают выдержавшей испытание.
Категорически запрещается обстукивать сварные швы резервуаров, газгольдеров и других крупных емкостей в процессе испытания во избежание их разрушения. Испытание проводится при температуре окружающего воздуха не ниже 0° С и температуре воды не ниже +5° С.
Когда швов немного, их непроницаемость определяют, полива одну сторону шва водой из брандспойта под давлением 1—10 кгс/см2, устанавливаемым техническими условиями. Одновременно осматривают противоположную сухую сторону шва.
Проницаемость сварных швов и места дефектов определяют, следя за появлением течи, просачиванием воды в виде капель, запотеванием поверхности шва или вблизи его.
Вакуумный контроль сварных швов применяют в тех случаях, когда применение других способов почему-либо исключено. В частности, этот метод широко применяется при контроле сварных днищ резервуаров, газгольдеров, цистерн, гидроизоляционных ящиков. Он позволяет обнаружить отдельные поры диаметром до 0,004— 0,005 мм, а производительность при его использовании достигает 40—60 м сварных швов в час.
Нужна помощь в написании диплома?
![]()
Мы — биржа профессиональных авторов (преподавателей и доцентов вузов). Сдача работы по главам. Уникальность более 70%. Правки вносим бесплатно.
Подробнее
Вакуум создают при помощи переносной вакуум-камеры, которую устанавливают на наиболее доступной стороне проверяемого участка шва.
В зависимости от формы контролируемого изделия и типа соединения применяются плоские, угловые и кольцевые вакуум-камеры.
Механизированная вакуум-тележка укомплектована набором переносных вакуум-камер, позволяющих контролировать различные типы сварных соединений во всех пространственных положениях.
Контроль швов газоэлектрическими течеискателями. В настоящее время применяют два вида газоэлектрических течеискателей: гелиевые и галоидные.
2.4 Основные виды дефектов и причины их возникновения. Способы исправления дефектов в сварных соединениях.
- Подрезы. Сварка после зачистки.
- Не провар в корне шва, Утяжка. Выборка дефектного участка с последующей подваркой.
- Чрезмерное усиление шва. Зачистка абразивным инструментом.
- Катет недостаточного размера. Сварка после зачистки
- Наплыв. Зачистка абразивным инструментом; при необходимости подварка.
- Незаплавленный кратер. Подварка после предварительной зачистки.
- Западание между валиками. Подварка после предварительной зачистки.
- Неравномерная ширина шва. Зачистка абразивным инструментом и подварка.
- Наружная и продольная трещина, поры, шлаковые включения. Вырубка дефектного участка с последующей подваркой.
Сварные соединения и швы ответственных изделий и соoружений дoлжны быть непрoницаемыми для рaзличных жидкостей и газов. Неплотности в швах снижaют их пpочность пpи вибpационных нагpузках, уменьшaют коррозионную стойкость, вызывaют утечку хрaнимых и трaнспортируемых пpодуктов и создaют недопуcтимые уcловия экcплуатации сварных конструкций.
Контроль непроницаемости сварных соединений проводят в соответствии с ГОСТ 3242-79, включая следующие виды испытаний: керосином, обдувом, аммиаком, воздушным давлением, гидравлическим давлением, наливом и поливом.
Кроме этого, непроницаемость сварных соединений определяют вакуумным методом и газоэлектрическими течеискателями.
Перед проведением испытаний должны быть устранены все дефекты, выявленные внешним осмотром.
Испытание керосином основано на способности многих жидкостей подниматься по капиллярным трубкам, какими в сварных швах являются сквозные поры и трещины. Керосин обладает высокой смачивающей способностью и сравнительно малой вязкостью, что обеспечивает большой эффект этого способа контроля. Например, в отличие от воды (полярная жидкость) керосин под действием поверхностных сил проникает в мельчайшие (10-3 — 2,10-4 мм) неплотности в металле.
Испытание сварных соединений керосином проводят следующим образом. После внешнего осмотра простукивают молотком или подвергают вибрации основной металл на расстоянии 30—40 мм от шва и тщательно очищают сварное соединение от шлака, ржавчины, масла и других загрязнений. Такое простукивание или вибрация способствует лучшему удалению шлака и развитию несквозных дефектов в сквозные.
Затем с помощью пульверизатора сварные швы покрывают меловым раствором (350—450 г молотого мела или каолина на 1 л воды) с той стороны, которая более доступна для осмотра.
После высыхания мелового раствора другую сторону шва обильно смачивают керосином и выдерживают в течение определенного времени.
Исходя из экспериментальных данных Института электросварки им. Е. О. Патона, Всесоюзного научно-исследовательского института строительства трубопроводов и ряда монтажных организаций время выдержки под керосином обычно устанавливают не менее 12 ч при окружающей температуре выше 0° и не менее 24 ч — при температуре ниже 0°.
Ввиду того что при повышении температуры вязкость керосина уменьшается и скорость проникания его через неплотности шва увеличивается, для сокращения времени контроля рекомендуется швы перед испытанием нагревать до температуры 60—70° С. В этом случае время выдержки под керосином сокращается до 1,5—2 ч. Керосин наносят в процессе испытания 3—5 раз.
Соединения внахлестку, у которых один шов сплошной, а второй прерывистый, опрыскивают струей керосина под давлением co стороны прерывистого шва. Соединения внахлестку, сваренные сплошным швом с обеих сторон, испытывают керосином путем нагнетания его под давлением в межнахлесточное пространство через специально просверленное отверстие.
О наличии пор, свищей, сквозных трещин и непроваров свидетельствуют жирные желтые точки или полоски керосина на меловом слое, которые с течением времени расплываются в пятна. Поэтому необходимо тщательно следить за появлением первых точек или полосок и своевременно отмечать границы дефектных участков.
Нужна помощь в написании диплома?
![]()
Мы — биржа профессиональных авторов (преподавателей и доцентов вузов). Сдача работы по главам. Уникальность более 70%. Правки вносим бесплатно.
Заказать диплом
Обнаруженные дефекты устраняют, после чего сварной шов подвергают повторному контролю.
Для лучшего наблюдения за керосиновыми пятнами применяют керосин, окрашенный в красный цвет краской «Судан-III» в количестве 2,5—3 г на литр.
Эффективность контроля непроницаемости сварных швов с помощью керосина можно повысить, применяя дополнительно продувку швов сжатым воздухом под давлением 3—4 кгс/см2, разрежение атмосферного воздуха с меловой стороны шва при помощи специальных камер, вибрацию швов. Все эти меры ускоряют проникание керосина через неплотности.
С помощью керосина выявляют не только сквозные, но и поверхностные дефекты. Для этого поверхность контролируемого сварного соединения после тщательной очистки обезжиривают бензином или ацетоном и обильно смачивают окрашенным керосином. По истечении 15—20 мин керосин вытирают или смывают 5%-ным водным раствором кальцинированной соды с последующим просушиванием. Затем на поверхность сварного соединения при помощи пульверизатора наносят тонкий слой разведенного в воде мела (или каолина).
Когда мел высохнет, изделие около шва обстукивают молотком, а сам шов прогревают горячим воздухом. При этом керосин, задержавшийся ранее на дефектных участках (в случае их наличия), просачивается на меловую краску в виде пятен и полосок, по которым судят об имеющихся дефектах.
При испытании обдувом одну сторону сварного шва промазывают мыльным раствором (вода 1 л, мыло хозяйственное 100 г), а другую — обдувают сжатым воздухом, подаваемым по гибкому шлангу с наконечником под давлением 4—5 кгс/см2. Расстояние между наконечником и швом должно быть не более 50 мм.
Если испытание проводят при температуре ниже 0° С, мыльный раствор готовят с частичной заменой воды спиртом (до 60%) или с применением незамерзающей жидкости, растворяющей мыло.
Сквозные дефекты обнаруживают по появлению пузырей на промазанной мыльным раствором стороне шва.
Нужна помощь в написании диплома?
![]()
Мы — биржа профессиональных авторов (преподавателей и доцентов вузов). Сдача работы по главам. Уникальность более 70%. Правки вносим бесплатно.
Заказать диплом
В основу испытания аммиаком положено свойство некоторых индикаторов, например спирто-водного раствора фенолфталеина или водного раствора азотнокислой ртути, изменять окраску под воздействием щелочей, в данном случае сжиженного аммиака.
Перед началом испытаний тщательно очищают металлической щеткой сварное соединение от шлака, ржавчины, масла и других загрязнений. Если сварку вели электродами с обмазкой основного типа, то швы, кроме того, промывают водой, иначе остатки щелочных шлаков будут реагировать в процессе испытания с индикатором, изменяя его окраску.
После такой подготовки на одну сторону шва укладывают бумажную ленту или светлую ткань, пропитанную 5%-ным раствором азотнокислой ртути (индикатором), а с другой стороны создают давление аммиака.
При контроле сварных швов небольших емкостей, а также трубопроводов в них подают аммиак в количестве 1% объема воздуха в емкости и создают избыточное давление 1 кгс/см2 или более, но не выше расчетного рабочего.
При контроле отдельных участков шва над ними устанавливают герметичную камеру, в которой создают давление аммиака.
В обоих случаях спустя 1—5 мин аммиак, проникая через неплотности сварного шва, окрашивает пропитанную индикатором бумагу или ткань в серебристо-черный цвет. Скорость и интенсивность окраски, а также величина пятен характеризуют размеры дефектов, границы которых отмечают мелом или краской.
При использовании в качестве индикатора спирто-водного раствора фенолфталеина его тонкой струей льют на контролируемый шов. Если в шве имеются неплотности, аммиак проходит через них и окрашивает раствор фенолфталеина в ярко-красный цвет с фиолетовым оттенком.
При производстве сварных деталей и конструкций образуются дефекты различного вида, которые условно можно классифицировать на:
Нужна помощь в написании диплома?
![]()
Мы — биржа профессиональных авторов (преподавателей и доцентов вузов). Сдача работы по главам. Уникальность более 70%. Правки вносим бесплатно.
Цена диплома
- дефекты подготовки и сборки;
- дефекты формы шва;
- наружные и внутренние дефекты.
Наружные дефекты сварных соединений .
К ним относят наплывы, подрезы, незаделанные кратеры, прожоги.
Наплывы образуются в результате стекания расплавленного металла электрода на нерасплавленный основной металл или ранее выполненный валик без сплавления с ним (рис. 4). Наплывы могут быть местными, в виде отдельных зон, а также значительными по длине.
Наплывы возникают из-за: чрезмерной силы тока при длинной дуге и большой скорости сварки; неудобного пространственного положения (вертикальное, потолочное); увеличенного наклона плоскости, на которую накладывают сварной шов; неправильного ведения электрода или неверного смещения электродной проволоки при сварке кольцевых швов под флюсом; выполнения вертикальных швов вверх и недостаточного опыта сварщика.
Подрезы представляют собой углубления (канавки) в основном металле, идущие по краям шва. Глубина подреза может колебаться от десятых долей миллиметра до нескольких миллиметров. Причинами, по которым образуются эти дефекты сварных соединений являются: значительной силы ток и повышенное напряжение дуги; неудобное пространственное положение при сварке; небрежность сварщика.
Подрезы в шве уменьшают рабочую толщину металла, вызывают местную концентрацию напряжений от рабочих нагрузок и могут быть причиной разрушения швов в процессе эксплуатации. Подрезы в стыковых и угловых швах, расположенные поперек действующих на них сил, приводят к резкому снижению вибрационной прочности; даже достаточно крупные подрезы, проходящие вдоль действующей силы, отражаются на прочности в значительно меньшей степени, чем подрезы, расположенные поперек.
Кратер — углубление, образующееся в конце шва при внезапном прекращении сварки. Особенно часто кратеры возникают при выполнении коротких швов. Размеры кратера зависят от величины сварочного тока. При ручной сварке его диаметр колеблется от 3 до 20 мм, при автоматической он имеет удлиненную форму в виде канавки. Незаделанные кратеры снижают прочность сварного соединения, так как концентрируют напряжения. При вибрационной нагрузке снижение прочности соединения из малоуглеродистой стали достигает 25 %, а из низколегированных — 50 % при наличии в шве кратера.
Прожоги — дефекты в виде сквозного отверстия в сварном шве, образующиеся при вытекании сварочной ванны; сварке металла небольшой толщины и корня шва в многослойных швах, а также при сварке снизу вверх вертикальных швов. Причинами прожогов являются: чрезмерно высокая погонная остановка источника питания, увеличенный зазор между кромками свариваемых элементов.
Во всех случаях отверстие, возникающее при прожогах, хотя и заделывается, однако шов в этом месте получается неудовлетворительный по внешнему виду и качеству. Прожоги возникают в результате возбуждения дуги («чирканья электродом») на краю кромки. Этот дефект служит источником концентрации напряжений, его обязательно удаляют механическим способом.
Внутренние дефекты. К ним относят поры, шлаковые включения, непровары, несплавления и трещины.
Поры в видe полoсти oкруглой фoрмы, заполненнoй газoм, oбразуются вследствиe: загрязненности кромок свариваемого металла, использовaния влaжного флюса, отсыревших электродов, нeдостаточнoй защиты шва пpи сварке в углекислом газе, увeличенной скорости , завышенной длины дуги. Пpи сварке в углекислом газе, a в нeкоторых случaях и под флюсом нa бoльших тoках, oбрaзуются сквозные поры — тaк нaзываемые свищи.
Рaзмеры внутренних пор кaлеблются от 0,1 дo 2… 3 мм в диaметре, a иногдa и большее. Поры, выходящие нa поверхность шва, мoгут быть и бoльше. Свищи пpи сварке под флюсом или в углекислом газе нa бoльших токaх мoгут имeть диaметp дo 6… 8мм. Длинa тaк нaзываемых «червеобразных» пор — дo нескoльких сантиметрoв.
Равномерная пористость обычно возникает при постоянно действующих факторах: загрязненности основного металла по свариваемым поверхностям (ржавчина, масло и т.п.), непостоянной толщине покрытия электродов и т.д. Скопление пор наблюдается при местных зaгрязнениях или электро a тaкже пpи нарушении сплoшности покрытия электрода, сварке в нaчале шва, обрыве дуги или случaйных изменениях eе длины.
Цепочки пор обрaзуются в услoвиях, кoгда гaзообразные прoдукты прoникают в металл пo oси шва нa всeм eго прoтяжении (пpи сварке по ржавчине, подсосe вoздуха чеpез зазоp между кромками, пoдварке корня шва нeкачественными электродами). Одинoчные поры вoзникают зa счет дeйствия случайных фaкторов (колебания напряжения в сети и т.д.). Нaиболее вeроятно вoзникновение пор пpи сварке алюминиевых и титановых сплавов, в мeньшей стeпени — пpи сварке сталей.
Шлаковые включения в мeталле сварного шва — этo нeбольшие объeмы, заполненныe нeметаллическими вeществами (шлаками, оксидами). Вeроятность обрaзования шлаковых включений в знaчительной мерe определяeтся маркой сварочного электрода. Пpи сварке электродами c тoнким пoкрытием верoятность образования шлаковых включений oчень великa. Пpи сварке высококачественными электродами, дaющими много шлака, рaсплавленный металл дольшe нaходится в жидкoм сoстоянии и неметаллические включения успeвают всплыть нa eго пoверхность, в рeзультате чeго шов засоряется шлаковыми включениями нeзначительно.
Шлаковые включения мoжно рaзделить на макроскопические и микроскопические. Макроскопические имеют сфeрическую и прoдолговатую фoрмы в видe вытянутых «хвoстов».
Эти включения oбразуются в шве из-зa плохoй очистки свариваемых кромок oт окалины и другиx загрязнений и чaще вeего вслeдствие внутрeнних подрезов и плoхой зачистки от шлака поверхности пeрвых слоeв многослойных швов пeред заваркой последующих.
Микроскопические шлаковые включения пoявляются в рoзультате обрaзования в прoцессе плавления нeкоторых химичeских соeдинений, щстaющихcя в шве при кристаллизaции.
Оксидные пленки мoгут вoзникать при всех видах сварки. Пзичины иx обpазования тaкие жe, кaк и шлаковых включений: это загрязненность поверхностей свариваемых элементов; плохая зачистка от шлака поверхности слоев шва при многослойной сварке; низкоe качество электродного покрытия, флюса; нeдостаточная квалификация сварщика и т.n.
Непровары — это дефект в видe мeстного несплавления в сварном соединении вследствие неполного расплавления поверхностей или кромок ранее выпoлненных валиков. Непровары (рис. 9, а) в виде несплавления основного металла с наплавленным представляют собой тонкую прослойку оксидов, а в некоторых случаях — грубую шлаковую прослойку между основным и наплавленным металлом.
Причинами образования тaких непроваров являютcя:
- плохaя зачистка кромок свариваемых деталей oт окалины, ржавчины, крaски, шлака,масла и дpугих зaгрязнений;
- блуждaние или отклонение дуги пoд влияниeм мaгнитных полeй, особенно пpи сварке на постоянном токe;
- электроды из легкоплавкого материала (пpи выпoлнении шва тaкими электродами жидкий металл натекает нa неоплавлeнные свариваемые кромки);
- чрeзмерная скорость сварки, пpи котоpой свариваемые кромки нe успевaют расплавиться;
- знaчительное смeщение электрода в сторону oдной из свариваемых кромок, пpи этoм расплавленный металл натекает нa вторую нерасплавленную кромку, пpикрывая непровар;
- неудовлетворительнoе кaчество основногo металла, сварочной проволоки, флюсов, элeктродов и т.д.;
- плохая работа сварочного оборудования — колебания силы сварочного тока и напряжения дуги в процессе сварки;
- низкая квалификация сварщика.
Причинaми обрaзования непроваров в корне шва (cм. риc. 9, б) кpоме указaнных вышe мoгут быть: нeдостаточный угол скоса кромок; бoльшая вeличина иx притупления; мaленький зазор между кромками cвариваемых деталей; бoльшое сeчение электрода или присадочной проволоки, укладываeмой в раздeлку шва, чтo знaчительно зaтрудняет расплавление основного металла. Непровары мeжду oтдельными слоями (cм. риc. 9, в, г) вoзникают пo следующим причинам: из-за не полностью удаленного шлака, образовавшегося при наложении предыдущего валика, что возможно из-за трудности его удаления или небрежности сварщика; недостаточной тепловой мощности (малый ток, излишне длинная или короткая дуга).
Нужна помощь в написании диплома?
![]()
Мы — биржа профессиональных авторов (преподавателей и доцентов вузов). Сдача работы по главам. Уникальность более 70%. Правки вносим бесплатно.
Подробнее
Рисунок 10 — Трещины в сварных соединениях и швах: a — в наплавленном металле; 6 — в зoнах сплaвления и термическогo влияния.
Трещины — чaстичное мeстное разрушение сварного соединения в видe разрыва (риc. 10).
Образoванию трещин спосoбствуют слeдующие фaктоpы:
- сварка легированной стали в жестко закрепленных констpукциях;
- высoкая скорость охлаждения пpи сварке углеродистых сталей, cклонных к закалке на воздухе;
- пpименение высокоуглеродистой электродной проволоки пpи автоматической сварке кoнструкционной легированной стали;
- использованиe повышeнных плотностeй сварочного тока пpи нaложении первого слоя мнoгослойного шва толстостенных сосудов и издeлий;
- недостаточный зазор между кромками дeталей пpи электрошлаковой сварке;
- cлишком глубoкие и узкиe швы пpи автоматич. сварке под флюсом;
- выполнениe сварочных работ пpи низкoй тeмпературе;
- чрeзмерное нагромождениe швов для усилeния констpукции (применение накладок и т.п.), в рeзультате чeго возpастают сварочные напряжения, споcобствующие образовaнию трещин в сварном соединении;
- нaличие в сварных соединениях дpугих дефектов, являющихcя концентраторами напряжений, пoд действием котoрых в oбласти дефектов начинают развиваться трещины.
Cущeственным фaктором, влияющим нa образование горячих трещин (ГТ), являeтся засоренность основного и присадочного металла примесями серы и фосфора.
Холодные трещины (ХТ) образуются при наличии составляющих мартенситного и бейнитного типов, концентрации диффузного водорода в зоне зарождения трещин и растягивающих напряжений I рода. Трещины относятся к наиболее опасным дефектам и по всем действующим нормативно-техническим документам (НТД) недопустимы.
2.5 Принципиальные схемы и эскизы изделий
Можно изготовить двух видов емкости:
- Типовая емкость — изготовление по типовым проектам (ТП).
- Нестандартные емкости для всех отраслей перерабатывающей промышленности — изготовление по чертежам или техническому заданию Покупателя.
Марка стали 10ХСНД ГОСТ 6713-91
Марка электрода УОНИИ 13/55R Тип Э 50А
2.6 Основные требования безопасности труда при производстве сварочных и газорезательных работ
К работе по выполнению электросварочных работ допускаются лица не моложе 18 лет, прошедшие специальное обучение и имеющие удостоверение на право производства электросварочных работ и квалификационную группу по электробезопасности не ниже второй категории, прошедшие пожарной безопасности и усвоившие безопасные приёмы работы.
Перед началом работы электросварщик обязан получить от производителя работ задание на производство работы и инструктаж на рабочем месте. Необходимо проверить рабочую одежду и рукавицы и убедиться в том, что на них нет масел, жиров, бензина, керосина и других горючих жидкостей.
Рабочая одежда не должна иметь развивающихся частей, куртка должна быть надета навыпуск, пуговицы застёгнуты, обшлага рукавов застёгнуты или подвязаны, брюки надеты поверх сапог. Сварочные провода должны соединяться способом горячей пайки, сварки или при помощи соединительных муфт с изолирующей оболочкой. Сварочные провода должны прокладывать так чтобы их не повредили машины и механизмы. Нельзя прокладывать провода рядом с газопроводами и трубопроводами, расстояние между сварным проводом и трубопроводом ацетилена и других горючих газов 1 метр.
Нужна помощь в написании диплома?
![]()
Мы — биржа профессиональных авторов (преподавателей и доцентов вузов). Сдача работы по главам. Уникальность более 70%. Правки вносим бесплатно.
Подробнее
По окончание работ, необходимо:
- Выключить рубильник сварного аппарата
- Убрать рабочие место от обрезков металла, огарков электродов и материалов
- Сдать сменщику рабочие место чистым и сообщить обо всех неисправностях
- Повесить спецодежду в специальный шкаф, вымыть руки или принять душ
2.7 Электробезопасность
При выполнении электросварочных работ электросварщик обязан выполнять следующие требования безопасности:
- Следить, чтобы подручные или выполняющий совместно со сварщиком работы персонал пользовались защитными средствами
- Следить, чтобы шлак, брызги расплавленного металла, огарки электродов, обрезки металла и других предметов и личный инструмент не падали на работающий персонал
- Постоянно следить за исправностью электрододержателя и провода
- Во время перерывов в работе сварщику запрещается оставлять на рабочем месте включённый сварочный аппарат
Электросварщику запрещается
- Очищать сварочный шов от шлака, брызг металла и окалины без защитных очков
- Работать под подвешенным грузом
- Сваривать детали на вису
- Прикасаться голыми руками даже к изолированным проводам и тока ведущим частям сварочной установки
- Производить электросварочные работы во время грозы, дождя или снегопадом
2.8 Пожарная безопасность
Наибольшую пожарную опасность представляет дуговая электросварка открытой дугой, при которой от дуги в разные стороны разлетаются раскаленные частицы металла. Известны случаи возгорания от искр электродуговой сварки промасленных или пропитанных бензином тряпок, обтирочной ветоши, бумаги, опилок, находящихся на расстоянии 3—4 м от места сварки: при сварке на высоте искры отлетают от дуги на 5 м в более.
Сварка в среде углекислого газа плавящимся электродом также сопровождается сильным разбрызгиванием металла, особенно при малой плотности тока. В определенной степени пожароопасны контактная, электрошлаковая и другие виды сварки, разбрызгивающие во время процесса металлические раскаленные частицы.
Пожароопасны различные виды сварки и наплавки не только из-за отлетающих раскаленных металлических частиц, по и по причине возможности возникновения пожара из-за неисправности сварочного оборудования. Так, при неправильном устройстве обратного провода, соединяющего аппарат с изделием, его сопротивление прохождению тока может оказаться выше, чем сопротивление других обходных путей, и тогда часть сварочного тока (так называемый блуждающий ток) протекает по этим новым путям, что приводит к искрению и нагреву мест со значительным переходным сопротивлением. В результате этого может произойти воспламенение горючих материалов, расположенных в зоне прохождения обратного провода. Известен случай, когда при использовании в качестве обратного провода труб центрального отопления загорелись горючие материалы, находящиеся в кладовой, хотя кладовая находилась на первом этаже, а сварка велась на третьем.
Возгорание может происходить от электросварочных работ, устраиваемых временно в плохо защищенных от пожара помещениях, вблизи легковоспламеняющихся материалов и веществ или при непосредственной сварке емкостей из-под жидких топлив. Перед сваркой емкости (бензобаки, канистры, цистерны, бочки и т. п.) необходимо тщательно очистить, промыть раствором каустической соды, пропарить, просушить и провентилировать. Иначе может образоваться взрывоопасная смесь паров горючей жидкости с воздухом, которая в процессе сварки под действием нагрева либо вследствие повышения температуры может воспламениться и привести к взрыву емкости.
Промывку емкостей из-под горючей жидкости производят 10—12%-ным раствором каустической соды или тринатрийфосфата. Применяют также продувку сосудов сухим паром. Пропаривание бидонов, канистр, другой мелкой тары производится в течение 30—35 мин, бочек и других сосудов емкостью 20—200 л — в течение 2—3 ч. При невозможности применить пар допускается заполнение емкостей водой на 80—90% объема и затем кипячение воды в течение 3 ч. Эффективность очистки воздушной среды емкости проверяют лабораторным анализом.
В некоторых случаях, когда жидкое топливо находилось в сосудах длительное время, описанная выше подготовка сосудов под сварку бывает неэффективной, поэтому когда это возможно, сосуд перед сваркой заполняют водой до максимально возможного уровня и тем самым одновременно значительно сокращают взрывоопасную зону. Чтобы предотвратить повышение давления внутри сосуда и особенно вблизи мест сварки, надо оставлять открытыми все люки, вентили, пробки для свободного выхода нагретых газов наружу.
При заварке емкости снаружи достаточно эффективным является заполнение емкостей выхлопными газами карбюраторных двигателей, в которых нет достаточного для горения количества кислорода. Для полного вытеснения воздуха из тары емкостью до 300 л требуется 4 мин, 350 — 500 л — 6 мин, 500 — 700 л — 9 мин, а на каждые 1000 л — по 12 — 15 мин. Во время сварки газ подают в завариваемую емкость беспрерывно при работе двигателя на малых оборотах. Отвод газов в атмосферу производится через газоотводную трубу автомобиля, спускное отверстие топливного бака, заливную горловину и т. п. Между выхлопной трубой и шлангом, по которому проходит в емкость газ, необходимо устанавливать искроуловитель. Заварку тары из-под химикатов также производят после полной промывки сосудов нейтрализующими составами и полной очистки стенок от остатков кислот и щелочей.
Каждый сварщик должен помнить о том, что в пожаро- и взрывоопасных местах сварочные работы можно проводить лишь после тщательной уборки взрыво- и пожароопасной продукции, очистки аппаратуры и помещения, полного удаления взрывоопасных пылен и веществ, легковоспламеняющихся и горючих жидкостей и их паров. Помещение необходимо непрерывно вентилировать и установить тщательный контроль за состоянием воздушной среды путем проведения экспресс-анализов и применения для этой пели газоанализаторов. Сварочные работы вне сварочного цеха могут производиться только по согласованию с заводской пожарной охраной, которая указывает, какие меры пожарной безопасности надо примять перед началом работ.
Места, отведенные для проведения сварочных работ и установки сварочных агрегатов и трансформаторов, должны быть очищены от легковоспламеняющихся материалов в радиусе не менее 5 м. При проведении сварочных работ в зданиях, сооружениях и других местах при наличии вблизи или под местом этих работ легковоспламеняющихся конструкций последние должны быть надежно защищены от возгорания металлическими экранами или другими защитными устройствами, при этом должны быть приняты меры, уменьшающие образование искр и попадание их на сгораемые конструкции.
При проведении сварочных работ запрещается пользоваться одеждой и рукавицами со следами масел и жиров, бензина, керосина и других горючих жидкостей, хранить в сварочных кабинах спецодежду, горючие жидкости и другие легко сгораемые, материалы или предметы. Запрещается также производить сварку свежеокрашенных конструкций до полного высыхания краски, сварку аппаратов и коммуникаций, находящихся под напряжением, заполненных горючими и токсическими материалами, негорючими жидкостями, газами, парами, воздухом, находящихся под давлением.
Перед началом работы сварщику надо проверить исправность сварочной аппаратуры, подготовленность рабочего места в противопожарном отношении: наличие средств пожаротушения, внутренних пожарных кранов, песка, огнетушителей. Если рабочее место не подготовлено, к работам приступать нельзя. Во время работы не следует допускать попадания искр расплавленною металла и разбрасывания электродных огарков на горючие конструкции и материалы, а после работы надо тщательно осмотреть рабочее место.
Основными источниками пожаро- и взрывоопасное при газовой сварке и резке металлов могут быть взрывы ацетилено-воздушной смеси при неправильном обращении с ацетиленовыми генераторами, карбидом кальция и горелками, при обратном ударе пламени. Необходимо следить, чтобы водяной затвор всегда был наполнен водой до необходимого уровня. После пуска воды в реторту с карбидом следует продуть ее газом. Запрещается работать до включения водяного затвора или при неисправном водяном затворе. Нельзя переполнять карбидом секции загрузочных коробок или применять карбид не той грануляции, которая указана в техническом паспорте генератора. Необходимо следить за тем, чтобы корпус генератора и резервуар, из которого подается вода в камеры, всегда были заполнены достаточным количеством воды. Открывать камеры для перезарядки следует только тогда, когда из пробного крана камеры будет выходить вода. Перед открытием крышки нужно снизить давление в камере, выпустив газ через пробный кран. Нельзя перегружать генератор, работая с расходом ацетилена выше установленного предела. Запрещается к одному водяному затвору присоединять несколько горелок или резаков. Следует тщательно промывать генератор от известкового ила не реже двух раз в месяц при ежедневной работе генератора.
Лица, не сдавшие испытания по сварочным работам, а также не прошедшие предварительную проверку знаний ими правил пожарной безопасности, к выполнению сварочных работ, даже временных, не допускаются.
Нужна помощь в написании диплома?
![]()
Мы — биржа профессиональных авторов (преподавателей и доцентов вузов). Сдача работы по главам. Уникальность более 70%. Правки вносим бесплатно.
Цена диплома
Заключение
Монтаж емкостей, металлических конструкций резервуаров осуществляется квалифицированными рабочими и ИТР, с тщательным соблюдением строительных норм, правил монтажных работ, под контролем мастера, имеющего большой опыт работы в строительстве. Монтажники стальных резервуаров периодически сдают аттестационные экзамены, имеют соответствующие удостоверения и допуски на проведение подземных работ. При выполнении монтажных работ выписывается наряд-допуск на выполнение работ повышенной опасности. Сварщики-монтажники обладают высокой квалификацией и имеют паспорта сварщиков, аттестованы на проведение сварки емкостей. Точная цена емкостей и стоимость монтажа рассчитывается после визуального осмотра объекта и проведения необходимых замеров. В общую стоимость работ может входить также доставка.
Список использованных источников
- Геворкян В.Г. Основы сварочного дела: Учебник.- М.: Высш. шк., 1991. – 239 с
- Горбунов Б.И. Обработка металлов резанием, металлорежущий инструмент и станки. Учеб. пособие для студентов немашиностроительных специальностей вузов. — М.: Машиностроение, 1981. — 287 с
- Малаховский В.А. Руководство для обучения газосварщика и газорезчика: Практическое пособие. – М.: Высш. шк., 1990.- 303 с
- Петров Г.С., Тумарев А.С. Теория сварочных процессов. –М.: Высшая школа, 1977.
- Прохоров Н.Н. Физические процессы в металлах при сварке. т. 1.- М.: Металлургия, 1968.
- Рыбаков В.М. Дуговая и газовая сварка: Учеб. ,— 2-е изд., перераб. — М.: Высш. шк., 1986.—208 с
- Сварка и свариваемые материалы. Справочник, т. 1.- М.: Металлургия, 1991.
- Сварка и свариваемые материалы. Справочник, т. 2.- М.: МГТУ им. Н.Э. Баумана , 1996.
- Соколов И.И. Газовая сварка и резка металлов: Учебник. – М.: Высш. шк., 1981. – 320 с
- Теория сварочных процессов / Под ред. В.В. Фролова. –М.: Высшая школа, 1988.
Сварка и труд сварщика
Дипломная работа
На тему:
Сварка и труд
сварщика
Введение
История сварки
Современный технический прогресс в промышленности
неразрывно связан с совершенствованием сварочного производства. Сварка как
высокопроизводительный процесс изготовления неразъемных соединений находит
широкое применение при изготовлении металлургического, химического и
энергического оборудования, различных трубопроводов, в машиностроении, в
производстве строительных и других конструкции.
Сварка – такой же необходимый технологический процесс, как
и обработка металлов, резанием, литье, ковка. Большие технологические
возможности сварки обеспечили ее широкое применение при изготовлении и ремонте
судов, автомобилей, самолетов, турбин, котлов, реакторов, мостов и других
конструкций. Перспективы сварки, как в научном, так и в техническом плане безграничны.
Её применение способствует совершенствованию машиностроения и развития
ракетостроения, атомной энергетики, радио электроники.
О возможности применения «электрических искр» для
плавления метолов ещё в 1753г. говорил академик Российской академии наук Г.Р. Рихман
при исследованиях атмосферного электричества. В 1802г. профессор. Санкт-
Петербургской военно-хирургической академии В.В. Петров открыл явление
электрической дуги и указал возможные области ее практического использования.
Однако потребовалось многие годы совместных усилий ученых и инженеров,
направленных создания источников энергии, необходимых для реализации процесса
электрической сварки металлов. Возможную роль в создании этих источников
сыграли открытия и изображения в области магнетизма и электричества.
В 1882г. российский ученый инженер Н.Н. Бенардос, работая
над созданием аккумуляторных батарей, открыл способ электродуговой сварки
металлов неплавящимся угольным электродом. Им был разработан способ дуговой
сварки в защитном газе и дуговая резка металлов.
В 1888г. российский инженер Н.Г. Славянов предложил
проводить сварку плавящимся металлургическим электродам. С его именем связано
развитие металлургических основ электрической дуговой сварки, разработка флюсов
для воздействия на состав металла шва, создания первого электрического
генератора.
В середине 1920-х гг. интенсивные исследования процессов сварки
были начаты во Владивостоке (В.П. Вологдин, Н.Н. Рыкалин), в Москве (Г.А.
Николаев, К. К. Окерблом). Особую роль в развитии и становлении сварки в нашей
стране сыграл академик Е.О. Патон, организовавший в 1992г. лабораторию, а затем
институт электросварки (ИЭС).
В 1924г- 1934гг. В основном применяли ручную сварку
электродами с тонкими ионизирующими (меловыми) покрытиями. В эти годы под
руководствам академика В.П. Вологдина были изготовлены первые отечественные
котлы и корпуса нескольких судов. С 1935- 1939гг. начали применять толсто покрытые
электроды, в которых стержни изготавливали из легированной стали, что
обеспечило широкое использование сварки в промышленности и строительстве. В
1940-е гг. была разработана сварка под флюсом, которая позволила повысить
производительность процесса и качество сварных изделий, механизировать
производство сварных конструкций. В начале 1950-х гг. в институте электросварки
им. Е.О. Патона создают электрошлаковую сварку для изготовления
крупногабаритных деталей из литых и кованых заготовок, что снизило затраты при
изготовлении оборудования тяжелого машиностроения.
С 1948г. получили промышленное применение способы дуговой сварки
в защитных газах: ручная сварка неплавящимися электродом, механизированная и
автоматическая сварка неплавящимися и плавящимися электродами. В 1950-1952г в
ЦНИИТМаше при участии МГТУ им. Н.Э. Баумана и ИЭС имени Е.О Патона был
разработан высокопроизводительный процесс сварки низкоуглеродистых и
низколегированных сталей в среде углекислого газа обеспечивающий высокое
качество сварных соединений.
В последние десятилетие создания учеными новых источников
энергий – концентрированных электронного и лазерного лучей – обусловило
появление принципиально новых способов сварки плавлением, получивших название электронно-лучевой
и лазерной сварки. Эти способы сварки успешно применяют в нашей промышленности.
Сварка потребовалась и в космосе. В 1969г. нашли
космонавты В. Кубасов и Г. Шонин и в 1984г С. Савицкая и В. Джанибеков привели
в космосе сварку, резку, и пайку различных металлов.
Газовая сварка, при которой для плавления металла
используют теплоту горящей смеси газов, также относятся к способам сварки
плавлением. Способ газовой сварки был разработан в конце ХIХ.., когда началось
промышленное производства кислорода, водорода и ацетилена, и является основным
способом сварки металлов.
Наибольшее распространения получила газовая сварка с
применением ацетилена. В настоящее время объем газосварочных работ в
промышленности значительно сокращен, но ее успешно применяют при ремонте
изделий из тонколистовой стали, алюминия и его сплавов, при пайке и сварки
меди, латуни и других цветных металлов используют в современных производительных
процессах газо-термическую резку, например при цеховых условиях и на монтаже.
К сварке с применением давления относятся контактная
сварка, при которой используется теплота, выделяющаяся в контакте свариваемых
частей при прохождении электрического тока. Различают точечную, стыковую,
шовную и рельефную контактную сварку.
Основные способы контактной сварки разработаны в конце ХlХ.
В 1887г. Н.Н. Бенардос получил момент на способы точечной и шовной контактной
сварки между угольными электродами.
Позднее, когда появилась электроды из меди и ее сплавов,
эти способы контактной сварки стали основными.
Контактная сварка занимает ведущее место среди
механизированных способов сварки в автомобиле строении при соединении тонколистовых
штампованных конструкций кузова автомобиля. Стыковой сваркой соединяют стыки
железнодорожных рельсов, стыки магистральных трубопроводов. Шовную сварку
применяют при изготовлении тонкостенных емкостей. Рельефная сварка – наиболее
высокопроизводительный способ арматуры для строительных железобетонных
конструкций. Конденсаторную контактную сварку широко используют в
радиотехнической промышленности при изготовлении элементной базы и микросхем.
Одно из наиболее развивающихся направлений в сварочном производстве – широкое
использование механизированной и автоматической сварки. Речь идет как о
механизации и автоматизации самих сварочных процессов ( т.е. переходе от
ручного труда сварщика к механизированному ), так и о комплексной механизации и
автоматизации, охватывающей все виды робот, связанные с изготовлением сварных
конструкций ( заготовительные, сборочные и др. ) и созданием поточных и
автоматических производственных линий. С развитием техники возникает
необходимость сварки деталей различных толщин из разных материалов, в связи с
этим постоянно расширяется набор применяемых видов и способов сварки. В
настоящее время сваривают детали толщиной от нескольких микрометров (
микроэлектронике ) до десятков сантиметров и даже метров ( в тяжелом
машиностроении ). Наряду с конструкционными углеродистыми и низкоуглеродистыми
сталями все чаще приходится сваривать специальные стали, легкие сплавы и сплавы
на основе титана, молибдена, хрома, циркония и других металлов, а также
разнородные материалы.
В условиях непрерывного усложнения конструкций и роста объема
сварочных работ большую роль играет правильная подготовка – теоретическая и
практическая – квалифицированных рабочих – сварщиков.
1. Сварка
1.1 Классификация видов сварки
Различают более 150 видов сварочных процессов. ГОСТ 19521-
74 сварочные процессы классифицирует по основным физическим, техническим и
технологическим признакам.
Основа классификации по физическим признакам – вид
энергии, применяемой для получения сварочного соединения. По физическим
признакам все сварочные процессы относят к одному из трех классов:
термическому, термомеханическому, и механическому.
Термический класс – все виды сварки плавления,
осуществляемые с использованием тепловой энергии (газовая, дуговая,
электрошлаковая, плазменная, электроно – лучевая и лазерная).
Термомеханический класс – все виды сварки осуществляемые с
использованием тепловой энергии и давления (контактная, диффузионная,
кузнечная, газо – и дугопрессовая ).
Механический класс – все виды сварки, давлением,
провидимые с использованием механической энергии (холодная, трением,
ультразвуковая и взрывом).
По техническим признакам сварочные процессы классифицирует
в зависимости от способа защиты металла в зоне сварки, непрерывности процесса и
степени его механизации.
1.2 Высокопроизводительные виды РДС
Чтоб облегчить труд сварщика и для повышения
производительности труда применяют различные высокопроизводительные виды
сварки.
— Сварка пучком электрода – два или несколько электрода
соединяют в пучёк (двух трех местах сваривают контактные концы друг с другом) и
электрододержателем ведут сварку. При сварки пучком электрода контакт
происходит между свариваемым изделием и одним стержней электродов по мере
оплавления, контакт переходит на следующий стержень. При сварки пучком
электрода можно пользоваться повышенной силой тока.
— Сварка с глубоким проваром – на стержень электрода
наноситься, более толстый слой покрытия увеличивая этим тепловую силу дуги и
повысить её проплавляющие действия, то есть увеличить глубину расплавления
основного металла. Сварку ведут короткой дугой, горение которой поддерживается
за счет операния козырька покрытия на основной металл применяют при сварки
угловых и тавровых соединениях.
— Сварка наклонным электродам – электрод укладывается в
разделку шва, для удержания электрода в разделке и для изоляции и защиты дуги
применяют медные накладки длина дуги в процессе горения равна толщина слоя
покрытия диаметр электрода 6-10мм, а длина электрода 800-1000мм.
— сварка электрода большим диаметров – 8-12мм и величина
тока от 350-600А но имеет свои недостатки:
1. Трудно выполнять в узких местах.
2. Быстрое утомляемость сварщика.
3. Возникает значительное магнитное дутье.
— Ванная сварка выполняют одним или несколькими
электродами при повышенной величине тока это обеспечивает разогрев свариваемых
элементов для образования большой ванны жидкого металла которую удерживают
специальной формой в процессе сварки наплавленный металл постоянно находится в
жидком состоянии в конце процесса сварки для ускорения и охлаждения сварочной
ванны дуги периодически прерывают.
— Безогарковая сварка – электрод не закрепляется в
держателе, а приваривается к нему торцом, что позволяет использовать весь
стержень.
1.3 Виды сварки
— Ручная дуговая сварка.
— Газовая сварка и резка.
— Полуавтоматическая сварка
— Автоматическая сварка под слоем флюса и в среде защитных
газов.
— Аргона – дуговая сварка
— Электроконтактная сварка
2. Специальная часть
2.1 Назначение и описание конструкции
Трубопровод служит для транспортировки холодной, горячей
воды в помещении для отопления, сжатых газов, пара. Данная работа состоит из
двух раздельных участков трубы соединенных между собой при помощи ручной
электродуговой сварки.
2.2 Выбор и описание материала
Для изготовления конструкции применяется сталь марки сталь
3 низкоуглеродистая, относится к группе хорошо свариваемых. Углерода в ней до
0,25 % , марганца 0,5% , кремния 0,35% .
Для сварки низкоуглеродистых сталей применяются электроды
марок : ОЗС – 3; ОЗС – 4 ; МР – 3, стержень этих электродов изготовлен из
проволоки марки св – 08А. В состав покрытия входит: 30 – 50% двуокиси титана,
полевой шпат, ферромарганец, жидкое стекло.
Этот электрод даст наименьшей процент разбрызгивания
металла, пригодный для сварки на постоянном и переменном токе, он является, не
вреден для организма человека, поэтому широко используется промышленности.
2.3 Выбор оборудования и технические характеристики
источников питания
Я выбрал сварку трубопровода. Для заварки трубы
трансформатор ТДМ – 401 наиболее удобен, так как легко можно подобрать силу
тока. Сам трансформатор состоит из замкнутого сердечника, первичной и вторичной
обмотки. При последовательном соединении первичной и вторичной обмоток
трансформатора в электрическую цепь включается часть витков первичной обмотки,
получают диапазон малых токов.
При параллельном соединении обмоток в электрическую цепь
включаются все ветки первичной обмотки, получают диапазон больших токов.
Вторичная обмотка подвижна, с помощью ее ведется
регулирования силы тока.
2.5 Подготовка металла под сварку
В месте сварки трубопровода кромки тщательно зачищают
железной щеткой от грязи, масла, ржавчины которые приводят к образованию
дефектов.
От состояния поверхности свариваемых кромок значительной
мере зависит качество сварных швов.
2.6 Сборка конструкции
При сборке важно обеспечить требуемую точность, и
совпадение кромок свариваемых элементов.
Для точной сборке деталей под сварку нужно использовать
измерительные инструменты.
А большое внимание нужно обращать, что при нагреве металла
может деформироваться при сварки корня шва нужно быть особенно внимательным
тщательно зачистить от шлака.
Прихватки делают электродом диаметром 3мм
2.7 Выбор режима сварки
Диаметр электрода выбирают в зависимости от толщины
металла, катета шва, положение шва в пространстве.
Примерное отношение между толщиной металла (s) и диаметром
электрода при сварке шва в нужном положение составляют:
dмм 2 – 3 3 – 5 4 – 5 5 – 6 и более
Сила сварочного тока обычно устанавливается в зависимости
от выбранного диаметра электрода.
При сварке швов в нижнем положении сила тока может быть
определена по состоянию Jд = (20+60) d Jсв (40÷60) для электродов
диаметром менее 3мм Jд = 30 d.
Напряжение дуги 18 – 20, ширина шва 15 – 16мм длина дуги 1
– 0,5мм от основного металла,
Jсв ≈ 80 – 120 H
Нижнее положение Jсв ≈ 120А
Горизонтальное положение Jсв ≈ 100А
Вертикальное положение Jсв ≈ 80А.
Потолочное положение Jсв ≈ 60А
2.8 Расход сварочного материала
Расход покрытых электродов определяют: умножаем массы наплавленного
металла на коэффициент расхода.
Gnэ = Gн * Кр (кг, гр)
Gnэ – массы покрытых электродов.
Gн – массы направленного металла
Кр – коэффициент расхода электродов
Кр = 1.5 – 1.8
для покрытых электродов при РДС
Gн = 7.85 * F * L
Gн = 7.85 г/см3 *0.32 см2 *49.9 см =125
Gнэ = 125*1*7 = 212*5≈212
G одного электрода =(4*970кг)/125шт =39 *76 гр
Количество электродов 212гр/(39*76) = 5*33 ≈ 6шт
Расход сварочных электродов на изделие составило 6
электродов
2.9 Определение нормы времени
Норма времени на сварку. Т
Т = t0/Куч
где:
t0 – основное время
Куч – коэффициент учитывающий организацию труда принимают
при РДС 0.25 – 0.40.
Время горение дуги Т0 определяется по формуле:
t0 = 7.85*F*L/hнj
где 7.85 – удельная плотность стали г/см2
F – площадь сечение шва – при толщине металла 8мм
F = 64см2/2 = 0.32 см2
L*Fм = 1/2*а2 длина шва
L = Ø * П L = 159*3.14 = 499.26 ≈ 499мм
Lн – коэффициент налавки для электродов МР – 3 Lн = 16
г/нч
J – сварочный ток, А J = 30*dэК
К – коэффициент снижение мощности дуги при сварки на
переменном токе (0.7-0.97)
30 – это амперы на мм электрода
J = 30*3*0.97
J = 87*3 ≈ 90A
t0 =(7.85 г/см3 * 0.32 см2 * 49.9 см)/(16гр*7 *90А) =(125 * 34мм)/1440= = 0.08 ч
Т = 0.08/0.25 = 0.68 = 32 мин
Потребовалось 32 мин.
2.10 Техника и последовательность сварки
Для 170 трубы я по расчетам сделал три прихватки,
прихватка длиной 30мм.
Прихватки наносятся через каждые 30мм.
Для сварки корня шва я выбрал электрод диаметром 3мм.
Для сварки второго шва я выбрал 4мм.
Для прохождения второго шва нужно делать колебательные
движения из стороны в сторону для захватывания ( сваривания ) обоих кромок.
3. Технический контроль
3.1 Организация контроля качества
Дефекты в сварных соединениях могут быть вызваны плохим
качеством сварных материалов, неточной сборкой и подготовкой стыков под сварку,
нарушением технологии сварки, низкой квалификацией сварщика и другими
причинами. Задача контроля качества соединений – выявление возможных причин
появления брака и его предупреждения.
Работы по контролю качества сварочных работ проводят в три
этапа:
— Предварительный контроль, проводимый до начала работ:
— Контроль в процессе сборки и сварки ( по операционный ).
— Контроль качества готовых сварных соединений.
— Предварительный контроль включает в себя: проверку квалификации
сварщиков, дефектоокопистов и итр, руководящих работами по сборке, сварке и
контролю.
— В процессе изготовления (пооперационной контроль)
проверяют качество подготовки кромок и сборки, Режимы сварки, порядок
выполнении швов, внешний вид шва, его геометрические размеры, за исправностью
сварочной аппаратуры.
— Последнее контрольная операция – проверка качества
сварки в готовом изделии: внешний осмотр и измерения сварных соединений,
испытания на плотность, контроль ультразвуком, магнитные методы контроля.
Проверка квалификации сварщика: квалификация сварщиков
проверяют при установлении разряда. Разряд присваивают согласно требованиям,
предусмотренным тарифно – квалификационными справочниками, испытания сварщиков
перед допускам к ответственным работам производят по правилам оттистации
сварщиков и специалистов сварочного производства.
Контроль качества основного металла. Качество основного
металла должно соответствовать требованиям сертификата, который посылают заводы
– поставщики вместе с партией металла необходимо произвести наружный осмотр
установить механические свойства и химический состав металла.
При наружном осмотре проверяют отсутствие на металле
окалины, ржавчины, трещин и прочих дефектов.
Предварительная проверка металла с целью обнаружения дефектов
поверхности – необходимое и обязательная операция, благодаря которой можно
предупредить применение некачественного металла при сварке изделия.
Механическое свойства основного металла определяют
испытаниями стандартных образцов на машинах для растяжения, пессах и копрах в
соответствии с ГОСТ 1497 – 73 металла методы испытания на растяжения.
Контроль качества сварочной проволоки: на проволоку
стальную наплавочную устанавливают марку и диаметр сварочной проволоки,
химический состав правило приемки и методы испытания, требования к упаковке,
маркировки, транспортированию и хранению.
Каждая бухта сварочной проволоки должна иметь
металлическую бирку на которой указано наименование и товарный знак предприятия
– изготовителя сварочную проволоку, на которой нет документации подвергают
тщательному контролю.
Контроль качества электрода. При сварке конструкции, в
чертежах которых указан тип электрода, нельзя применять электрод, не имеющий
сертификата. Электрод без сертификата проверяют на прочность покрытия и
сварочные свойства определяют так же механические свойства металла шва и
сварочного соединения выполненного электрода из проверяемой партией.
Контроль качества флюсов. Флюс проверяют на однородность
по внешнему виду, определяют его механический состав, размер зерна, объем массу
и влажность.
Контроль сборки: собранному контролируют: зазор между
кромками, притупление и угол раскрытия для стыковых соединений: ширину
нахлестки и зазор между местами для нахлесточных соединений.
Контроль качества сварочного оборудования и приборов.
Проверяют исправность контрольно – измерительных приборов, надежность контактов
и изоляции правильность подключения сварочной дуги, исправность замкнутых
устройств, электрододержателя, сварочных горелок, редукторов, проводов.
Контроль технологического процесса сварки: перед тем как
преступить к сварке, сварщик знакомится с технологическими картами, в которых
указаны последовательность операций, диаметр и марка применяемых электродов,
режимы сварки и требуемые размеры сварных швов. Не соблюдения порядка наложение
швов может вызвать значительную деформацию.
4. Организация рабочего места
4.1 Требования к организации рабочего места
При выполнении производственных операции за рабочим или
бригадой рабочих закрепляется рабочие место в виде определённого участка
производственной площади, оснащенной согласно требованием технологического
процесса, соответствующим оборудованием и необходимыми принадлежностями.
Рабочее место сварщика называют сварочным постом.
Для защиты рабочих от излучения дуги в постоянных местах
сварки устанавливают для каждого сварщика отдельную кабину размером 2х2,5 или 2х2.
Стенки кабины могут быть сделаны из тонкого железа, или
другого несгораемого материала высотой 1,8- 2,0м, для лучшей вентиляции не
доходящих до пола на 0,2-0,3м. Пол должен быть из огнестойкого материла:
кирпич, бетон, цемент. Стены окрашивают в светло-серый цвет красками хорошо поглощающими
ультрафиолетовые лучи. Кабину оборудуют местной вентиляцией с воздухообменом
40м3/час на одного рабочего.
Вентиляционный отсос располагают так, чтобы газы,
выделяющиеся при сварке, проходящим мимо сварщика.
Сварку детали производят на рабочем столе высотой
0,5-0,7м. Крышку стола изготавливают из чугуна толщиной 20-25мм, в ряде случаев
на столе устанавливают различные приспособления для сборки и сварки изделий.
К нижней части крышки или ножки стола приваривают стальной
болт, служащий для крепления токопроводящего провода от источника сварочного
тока и для провода заземления стола. С боку стола имеются гнезда для хранения
электродов. В выдвижном ящике стола хранится инструмент и технологическая
документация. Для удобства работы в кабине устанавливают металлический стул с
подъемным винтовым сидением, изготовленным не электропроводящего материала. Под
ногами у сварщика должен находится резиновый коврик.
Сварочный пост оснащен генератором или сварочным
трансформатором.
5. Техника безопасности
5.1 Техника безопасности при сварочных работах
К сварочным работам допускаются лица не моложе 18 лет
после сдачи техминимума по правилам техники безопасности.
Организация каждого рабочего места должна обеспечивать
безопасное выполнение робот.
Рабочее места должны быть оборудованы различного рода
ограждениями, защитными и предохранительными устройствами и приспособленными.
Для создания безопасных условий робот сварщиков необходимо
учитывать кроме общих положений техники безопасности на производстве и
особенности выполнение различных сварочных работ. Такими особенностями являются
возможные поражения электрическим током, отравления вредными газами и парами,
ожоги излучением сварочной дуги и расплавленным металлом, поражения от взрывов
баллонов со сжатыми и сжиженными газами.
Электрическая сварочная дуга излучает яркие видимые
световые лучи и невидимые ультрафиолетовые и инфракрасные. Световые лучи
оказывают ослепляющие действия. Ультрафиолетовые лучи вызывают заболевания
глаз, а при продолжительном действии приводят ожогам кожи.
Для защиты зрения и кожи лица применяют щитки, маски или
шлемы, в смотровые отверстия вставляют светофильтры, задерживающие и
поглощающие лучи. Для предохранения рук сварщиков от ожогов и брызг
расплавленного металла необходимо использовать защитные рукавицы, а на тело
надевать брезентовую спец. одежду.
В процессе сварки выделяется значительное количество
аэрозоля, которое приводит к отравлению организма. Наиболее высока концентрация
пыли и вредных газов в облаке дыма, поднимающегося из зоны сварки, поэтому
сварщик должен следить за тем, чтобы поток не падал за щиток. Для удаления
вредных газов пыли из зоны сварки необходимо устройство местной вентиляции,
вытяжной и общеобъемной приточной – вытяжкой. В зимнее время приточная
вентиляция должна подавать в помещение подогретый воздух. При отравлении
пострадавшего необходимо вынести на свежей воздух, освободить от стесненной
одежды и предоставить ему покой до прибытия врача, а при необходимости следует
применить искусственное дыхание.
5.2 Электробезопасность
Поражение электрическим током происходит при
соприкосновении человека с токоведущими частями оборудования. Сопротивление
человеческого организма в зависимости от его состояния ( утомляемость,
влажность кожи, состояния здоровья ) меняется в широких приделах от 1000 до
20000 Ом. Напряжение холостого хода источников питания дуги достигает 90В, а
сжатой дуги – 200В в соответствии с законом Ома при неблагоприятном состоянии
сварщика через него может пройти ток, близкий к предельному:
I = r
Для предупреждения возможного поражения электрическим
током при выполнении электросварочных работ необходимо соблюдать основные
правила:
Корпуса оборудования и аппаратуры, к которым подведен
электрический ток, должны быть заземлены;
Все электрические провода, идущие от распределительных
щитков и на рабочие места должны быть надежно изолированы и защищены от
механических повреждений;
Запрещается использовать контур заземления,
металлоконструкции зданий, а также трубы водяной и отопительной систем в
качестве обратного провода сварочной цепи;
При выполнении сварочных работ в нутрии замкнутых сосудов
(котлов, емкостей, резервуаров, ит.п.) следует применять деревянные щиты,
резиновые коврики, перчатки, галоши: Сварку необходимо проводить с подручным,
находящимися вне сосуда. Следует помнить, что для осветительных целей внутри
сосудов, а также в сырых помещениях применяют электрический ток напряжением не
выше 12В, а в сухих помещениях – не выше 36В, в сосудах без вентиляции сварщик
должен работать не более 30 минут с перерывами для отдыха на свежем воздухе.
Монтаж, ремонт электрооборудования и наблюдение за ним
должны выполнять электромонтеры. Сварщикам категорически запрещается исправлять
силовые электрические цепи. При поражении электрическим током необходимо
выключить ток первичной цепи освободить от его воздействия пострадавшего,
обеспечить к нему доступ свежего воздуха, вызвать врача, а при необходимости до
прихода врача сделать искусственное дыхание.
5.3 Пожарная безопасность
Причинами пожара при сварочных работах могут быть искры
или капли расплавленного металла и шлака, неосторожное обращение с пламенем
горелки при наличии горючих материалов в близи рабочего места сварщика.
Опасность пожара особенно следует учитывать на строительно-монтажных площадках
и при ремонтных работах в не приспособленных для сварки помещениях.
Для предупреждения пожаров необходимо соблюдать следующие
противопожарные меры:
— нельзя хранить вблизи от места сварки огнеопасные или
легковоспламеняющиеся материалы, а также производить сварочные работы в
помещениях, загрязненных ветошью, бумагой, отходами дерева ит.п;
— запрещается пользоваться одеждой и рукавицами со следами
масел, жиров, бензина, керосина и других горючих жидкостей;
— выполнять сварку и резку свежевыкрашенными маслеными
красками конструкций до полного их высыхания
— запрещается выполнять сварку аппаратов, находящихся под
электрическим напряжением, и сосудов находящихся под давлением;
— нельзя проводить без специальной подготовки сварку и
резку емкостей из-под жидкого топлива;
При выполнении в помещениях временных сварочных работ
деревянные полы, настилы и помосты должны быть защищены от воспламенения
листами асбеста или железа;
Нужно постоянно иметь и следить за исправным состоянием
противопожарных средств — огнетушителей, ящиков с песком, лопат, ведер,
пожарных рукавов ит.п., а также содержать в исправности пожарную сигнализации;
После окончания сварочных работ необходимо выключить
сварочный аппарат, а также убедиться в отсутствии горящих предметов. Средствами
пожаротушениями являются вода, пена, газы, пар, порошковые составы и др.
Для подачи воды в установки пожаротушения используют
специальные водопроводы. Пена представляет собой концентрированную эмульсию
диоксида углерода в водном растворе минеральных солей, содержащих пенообразующие
вещества.
При тушении пожара газами и паром используют диоксид
углерода, азот, дымовые газы и др.
При тушении керосина, бензина, нефти, горящих
электрических проводов запрещается применять воду и пенные огнетушители. В этих
случаях следует пользоваться, углекислотными или сухим огнетушителями.
6. Охрана окружающей среды
В соответствии конституцией в интересах ныне живущего, и
будущих поколений принимаются меры для охраны и рационального использования
земли и ее недр, водных ресурсов и растительного и животного мира, для
сохранения в чистоте воздуха и воды, обеспечения воспроизводства природных
богатств и улучшения окружающей человека среды. Эти мероприятия в годовых
планах предприятий группируются по разделам: охрана и использование водных
ресурсов, охрана воздушного бассейна, охрана и рациональное использование
земель, охрана и использование минеральных ресурсов.
Охрана и использование водных ресурсов предусматривают
мероприятия по возведению сооружений для забора воды и водоемов, очистки
сточных вод, систем оборотного водоснабжения с целью уменьшения безвозвратных
потерь воды и др.
В сварочном производстве на многих предприятиях применяют
систему обратного водоснабжения воду, используемую для охлаждения сварочного
оборудования, многократно используют после ее естественного охлаждения.
Охрана воздушного бассейна предусматривает мероприятия по
обезвреживанию вредные для человека и окружающей среде веществ, выбрасываемых с
отходящими газами: сооружения очистных установок в виде мокрых сухих пыле
уловителей, для химической и электрической очистки газов, а также для
улавливания ценных веществ, утилизации отходов и др. Например, из отходящих
продуктов сгорания производят сжиженный углекислый газ для сварочных и других
целей.
Охрана и рациональное использование земель предусматривает
мероприятия, направленные на сокращения выхода земель из сельскохозяйственного
оборота, предохранения их от эпозии и других разрушительных процессов,
рекультивацию земель и др.
Охрана и рационального использования минеральных ресурсов
предусматривают мероприятия по совершенствованию систем и методов разработки
месторождений полезных ископаемых и схем обогащения руд, использованию отходов
металлургического производства и машиностроения, повышения из руд покупных
ценных компонентов и др. Деятельность предприятия не должна нарушать нормальных
условий роботы других предприятий и организации, ухудшать бытовые условия
населения. С этой целью в газовых планах предусматриваются также меры борьбы с
производственными шумами, вибрациями, воздействиями электрических и магнитных
полей. Шум, создаваемый сварочным оборудованиям, должен быть минимальным.
Источники питания сварочной дуги, а также ряд
электрических устройств, применяемых в сварочных автоматах и полуавтоматах,
создают помехи и радио- и теле приему. С целью устранения этого явления во всех
типах сварочного оборудования, создающего такие помехи, устанавливают
помехозащитные устройства.
Дефекты сварных швов
|
Наименование дефекта |
Способ обнаружения |
Способ устранения |
|
1. Непровар поднаплавов |
Наружный осмотр. |
Вырубка дефектного места и последующая заварка. |
|
2. Подрез |
Наружный осмотр и измерение щупом. |
Зачистка, подрезка участков и заварка. |
|
3. Волнистость шва резко выраженными границами. |
Наружный осмотр. |
Вырубка дефектного места. |
|
4. Неравномерные образования складок. |
Наружный осмотр. |
Вырубка дефектного места. |
|
5. Различные размеры кажетов углового шва. |
Измерение шаблоном. 2) при К и К Х подварка. |
|
|
6. Неправильная высота швов. |
Измерение шаблоном. Примечание местные отклонения в |
а) обработка шва до основного размера. б) подварка с предварительной зачисткой. |
|
7. Неравномерная ширина наплава. |
Измерение шаблоном. |
Подрубка шва. |
Литература
1.
Виноградов В.С. Оборудование и технология дуговой автоматической и механизированной
сварки, М: 1997 года;
2.
Рыбаков В.М. Дуговая и газовая сварка, М: ВШ, 1986 года.
3.
Степанова В.В. Справочник сварщика, М: 1982 года.
4.Фоминых
В.П. Электросварка, М: В.Ш…, 1978 года.
5.
Чернышев Г.Г. Сварочное дело, М: 2003 года.