18.03.2020

- Что такое программирование ЧПУ G-кодами
- Что такое G-код ЧПУ
- Методы программирования обработки деталей ДЖИ-кодами для ЧПУ
- Почему стоит изучать программирование ЧПУ
- Стандарты и диалекты G-кода для ЧПУ станка: примеры
- Какие бывают G и M коды ЧПУ: описание
- Подготовительные G-функции ЧПУ
- Расшифровка G-кодов для ЧПУ
- Дополнительные функции и символы при программировании
- G-коды для ЧПУ: таблица подготовительных команд
- Таблица основных G-команд для станков с ЧПУ
- Таблица вспомогательных (технологических) команд G и М кода для станков ЧПУ
- Параметры команд, заданные латинскими буквами
- Требования к написанию алгоритмов
- Как выглядят G-коды для ЧПУ: пример программы управления для фрезерования
Предлагаем выяснить, как задается траектория движения (и вообще последовательность действий) высокопроизводительного металлообрабатывающего оборудования. Подробно рассмотрим готовые G-коды для ЧПУ: с примерами, обучением оператора и другими нюансами, играющими достаточно важную роль. Максимум полезной информации – от возможных методов и актуальных стандартов до основных и подготовительных функций, от определений и терминов, до причин, по которым обслуживающему персоналу нужно разбираться в вопросе.
Начнем с того, что сегодня они применяются для всех видов оборудования с числовым управлением, как для профессионального и устанавливаемого на максимально ответственных объектах, так и для любительского. В своей совокупности они образуют базовое подмножество языка ISO 7 bit, позволяющего установить и проконтролировать режимы обработки деталей.
Что такое программирование ЧПУ G-кодами
Фактически это задание определенной последовательности команд, определяющих характер движения режущего инструмента и захватных органов, степень фиксации заготовки и другие параметры. По своей роли это ключевая часть технологического обеспечения металлообрабатывающего оборудования, устанавливаемого на современных производствах.
Написанный алгоритм отличается жесткой структурой и представляет собой последовательность кадров – групп из нескольких команд. Каждый такой блок, объединенный общей функцией, обладает порядковым номером и отделен от последующих и предыдущих переводом строки (символ ПС/LF). Это сделано для наглядности листинга.

Что такое G-код ЧПУ
Это система команд, воспринимаемых станками с программным управлением. Была создана еще на заре 60-х годов – ассоциацией EIA (Electronic Industries Alliance), – но до готового к использованию формата (RS274D) ее доработали только в 1980-м году. Позднее, на очередном заседании профильного комитета, ее утвердили в качестве стандарта ISO 6983-1:1982. В Советском Союзе для регламентации ее положений ввели ГОСТ 20999-83, а обозначать ее в технической литературе стали ИСО-7 бит.
С того времени и по сей день широко используется, как самостоятельно, так и в роли базового подмножества для создания сходных языков, постоянно совершенствуется и расширяется.
Методы программирования обработки деталей ДЖИ-кодами для ЧПУ
Существуют 3 принципиально разных варианта – каждый со своими особенностями, плюсами, минусами и спецификой применения. Кратко рассмотрим каждый способ из этой тройки, выделяя основные моменты.

Ручное
Алгоритм функционирования составляется в текстовом формате, в редакторе на удаленном компьютере. После чего переносится технологом в память оборудования – записывается с оптического диска, USB-устройства (раньше для этого также использовались дискеты), а при непосредственном соединении с ПК – через порты интерфейса.
На пульте УЧПУ
В данном случае ввод команд осуществляется с клавиатуры, размещенной на стойке. Каждый кадр (блок) отображается на дисплее, причем постоянные циклы могут быть представлены в виде пиктограмм (по выбору оператора) – для удобства, чтобы сократить листинг. Нюансы зависят от особенностей системы, например, интерфейс HEIDENHAIN или Fanuc диалоговый, поэтому последовательность действий можно задать интуитивным путем.
При помощи CAD/CAM
Наиболее прогрессивным способом справедливо считаются именно САПР, так как они помогают сократить временные затраты и уберечься от ошибок, которые особенно часты при сложных алгоритмах. Но для их эффективного использования нужно внедрить единые для всего производственного цикла электронные решения, что не всегда возможно.
Вручную сегодня вводятся G-коды для токарного станка с ЧПУ, и то тогда, когда нужно выполнить простые задачи, допустим, расточить отверстие или снять металл по двум направлениям, то есть в ситуациях, когда ошибки реально выявить сразу. С пульта можно задать все то же самое и переходы посложнее, с обработкой по 2,5 и 3 координатам. Это очень подходящий выбор для серийного выпуска деталей по шаблону.
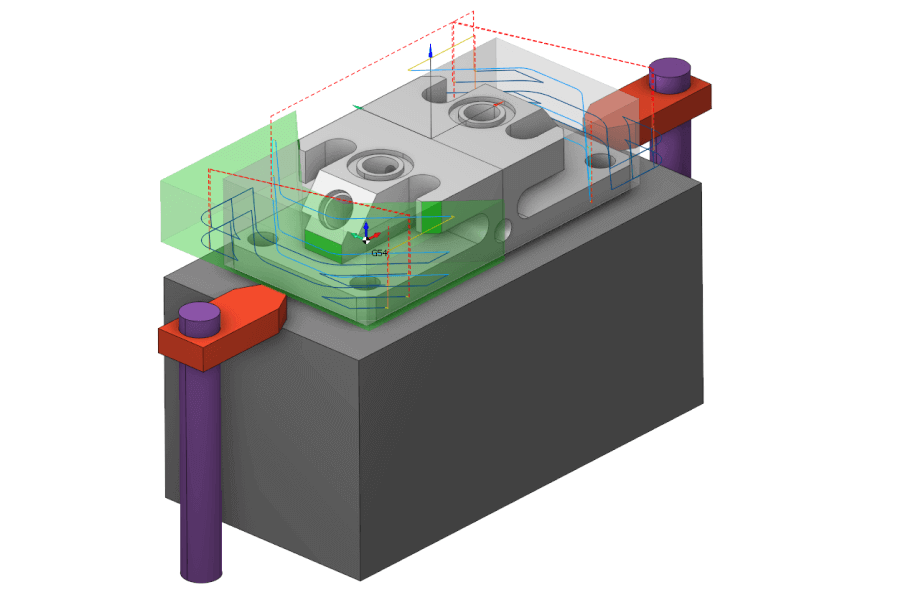
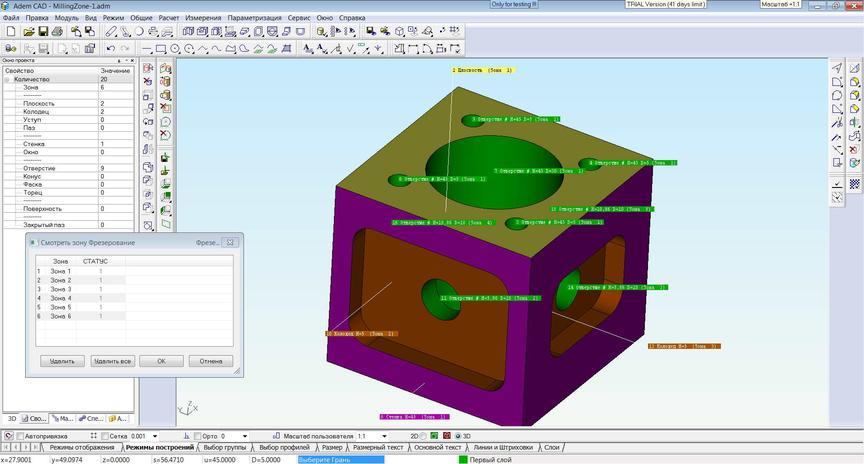
После создания эскиза в ADEM, MasterCAM или другой популярной САПР в диалоговом режиме удобно выбирать оборудование, инструменты и дополнительные приспособления, пределы перемещения и степень коррекции. Возможности задания траектории максимально широки, а при современном уровне развития CAD/CAM не составит труда выполнить виртуальную симуляцию техпроцесса, обнаружить сразу заметные ошибки вроде соударений, пропущенных припусков, зарезов, и исключить их.
Почему стоит изучать программирование ЧПУ
Ответ очевиден – чтобы уметь писать оптимальные алгоритмы для выполнения конкретной технологической операции. Просто понимать команды и пользоваться готовыми решениями не всегда удобно – в силу следующих причин:
- Стандартные варианты почти наверняка не учитывают специфику производства – в целях оптимизации их нужно адаптировать, а сделать это без знания языка ISO 7 bit крайне сложно.
- Методы постоянно совершенствуются, поэтому необходимо за ними успевать, ведь актуальная год назад последовательность действий сегодня может быть уже морально устаревшей.
- Процесс управления выпуском деталей нуждается в рационализации – в сокращении количества кадров, объединении повторяющихся циклов и в других способах упрощения листинга, воплотить которые в жизнь может только хорошо разбирающийся в вопросе оператор.

Стандарты и диалекты G-кода для ЧПУ станка: примеры
Первые шаги по регламентированию совокупности команд предприняла уже упомянутая Ассоциация электронной промышленности (EIA), когда ввела RS-274. Со временем свод правил был дополнен и расширен, превратился в NIST RS-274NGC. Большинство его положений перешли в актуальный сегодня стандарт ISO 7 bit.
Диалекты – это ответвления языка, в рамках которых инженеры дописали свои функции, ориентированные на определенную специфику техпроцессов или помогающие положительно выделиться среди ряда конкурентов.
- Fanuc, со своей унификацией и повсеместным распространением, популярен у профессионалов.
- Mach3, за счет сравнительной простоты и наглядности листинга, нравится любителям и новичкам.
- Haas предлагает дополнительные возможности при задаче алгоритма фрезерования карманов.
И так далее – диалектов много, они отличаются между собой уровнями поддержки и отображения, характером макро- и микроопераций, параметрами смещения и форматирования, инкрементными и абсолютными координатами.
Какие бывают G и M коды ЧПУ: описание
Сначала определим, в чем между ними разница. ДЖИ-команды являются основными и подготовительными, ЭМ – вспомогательными (технологическими). Записываются вместе, в строчку (первые – в начале, вторые – в конце) или, другими словами, покадрово – для наглядности листинга. В результате алгоритм представляет собой совокупность символьных блоков – с адресами и числовыми значениями.
В задачи G-группы входит определение линейной или круговой скорости, а также направления движения рабочих инструментов оборудования. Кроме того, они обязаны регламентировать расточку отверстий и нарезание резьбы, управлять координированием и другими особенностями дополнительной аппаратуры.
М-коды программирования ЧПУ призваны дополнять основные, упрощая выполнение алгоритма. На практике их роль сводится к смене лезвий, сверл (или других органов), к вызову и завершению подпрограмм.
Помимо этих двух распространенных семейств, также есть:
- S-команды, определяющие специфику основного движения.
- F, ответственные за характер подачи.
- D, H, T, выражающие ключевые параметры навесных элементов.
Поэтому оператору крайне важно разбираться в разнообразии представленных символов, а умение читать их построчно вообще подразумевается – это необходимое условие для контроля выполнения технологических операций.
Подготовительные G-функции ЧПУ
Могут задавать скорость перемещения ножа (гильотины) или выбор плоскости резания, но в блоке всегда записываются первыми. После обязательной литеры – ДЖИ с символами – идут координаты, представленные в виде числовых значений.
В зависимости от своего назначения они определяют позицию рабочего органа, выполняют переключение, компенсируют диаметр и длину, определяют особенности сверления, расточки, резьбования (полный список соответствия мы приведем ниже). Важно, что при составлении алгоритма, в текстовом формате, они остаются наглядными: при должном опыте чтения листинга оператору не составляет труда понять, что содержит каждая из них.

Расшифровка G-кодов для ЧПУ
Основных функций достаточно много, поэтому подробнее рассмотрим те из них, которые чаще всего применяются на практике, и это:
- G00 – для скоростного позиционирования и быстрого приведения инструмента в готовое/безопасное положение;
- G01-03 – для движения рабочего органа либо по прямой, либо по дуге, по часовой стрелке и против нее соответственно; дополнительные символы – I, J и K – в данном случае устанавливают координаты;
- G04 – для обеспечения перерыва в работе лезвия (сверла и так далее), продолжительностью 1 секунда (стандартный вариант) или дольше, в зависимости от значений X или P поля;
- G17 код ЧПУ нужен для определения основной плоскости – по нему происходит выбор XY-координат при совершении вращательных действий при выполнении технологических отверстий;
- G18-19 – делают то же самое, только в XZ и YZ-планах соответственно, актуальны при круговой интерполяции;
- G20 – для проведения измерений в дюймах, нужен при определении показателей, представленных не в системе СИ; G21, напротив, необходим для метрических вычислений;
- G40 – для смены автокоррекции на тот радиус, который устанавливает G41 (слева от обрабатываемой заготовки, с дополнительной D-командой) или G42 (аналогично, но уже справа);
- G43 код ЧПУ регулирует положение резца (или другого органа), компенсируя его длину, дополнен параметром H;
- G52 вводит локальные координаты, G53 обеспечивает переключение – на них и обратно;
- G54-59 ответственны за смещение инструмента по отношению к зафиксированным заготовкам; в зависимости от того, какой из них находится в листинге, можно понять, какая деталь подвергается воздействию;
- G64 активизирует режим резки с отменой любых других;
- G71 – включает опцию сверления отверстий, G73 делает то же самое, но с условием высокой скорости, G74 запускает процесс нарезания левосторонней резьбы, G81-83 – операцию сверления, G85-87 – циклы растачивания;
- G97 код ЧПУ определяет количество оборотов, совершаемых за единицу времени (обычно – за минуту).
Конечно, есть и другие, менее применимые, но все равно нужные и используемые. В процессе написания алгоритма инженер объединяет их в группы, заставляя взаимодействовать между собой и/или менять друг друга. От эффективности комбинаций зависит общая рациональность листинга, а значит и производительность выполнения технических операций.
Дополнительные функции и символы при программировании
Планируя последовательность действий сложного и высокоточного оборудования, лучше держать все возможные варианты в поле своего зрения и, при необходимости, сверяться, за что ответственен тот или иной ДЖИ. Поэтому мы и представляем их Вашему вниманию в максимально наглядном виде.
G-коды для ЧПУ: таблица подготовительных команд
|
Символ |
Описание |
|
G00-04 |
установка инструмента в позицию |
|
G17-19 |
переключение между плоскостями – XY, XZ и YZ соответственно |
|
G20-21 |
вычисления в английской (дюймовой) или метрической системе измерений |
|
G40-44 |
компенсация длины, диаметра, размеров рабочего органа |
|
G53-59 |
переход от одних координат к другим |
|
G80-84 |
активация циклов сверления или резьбования |
|
G90-92 |
переключение от абсолютных координат к относительным и наоборот |
Теперь переходим к тем функциям, которые используются чаще всего, подробно мы их уже рассмотрели, теперь, для наглядности и лучшего запоминания, кратко.
Таблица основных G-команд для станков с ЧПУ
|
Символ |
Описание |
|
G00 |
перемещение инструмента на холостом ходу с ускорением |
|
Задание интерполяции |
|
|
G01 |
линейной |
|
G02 |
круговой по часовой стрелке |
|
G03 |
в направлении, обратном предыдущему (против) |
|
G04 |
включение задержки (в миллисекундах) |
|
G10 |
задание новых начальных точек отсчета |
|
G11 |
отмена |
|
G15 |
|
|
G16 |
работа в полярной системе координат |
|
Режим измерений |
|
|
G20 |
в дюймах |
|
G21 |
в метрах |
|
G22 |
активация стоп-рамок станка – пределов перемещения |
|
G23 |
отмена |
|
G28 |
возврат к референтной точке |
|
G30 |
перемещение по Z-оси вверх |
|
Компенсация габаритов рабочего органа |
|
|
G40 |
отмена (для размеров) |
|
G41 |
радиуса слева |
|
G42 |
радиуса справа |
|
G43 |
высоты положительно |
|
G44 |
высоты отрицательно |
|
G53 |
переход на координаты оборудования |
|
G54-59 |
переключение на заданные оператором значения |
|
G68 |
поворот под нужным углом |
|
G69 |
отмена |
|
Цикл сверления |
|
|
G80 |
отказ |
|
G81 |
включение |
|
G82 |
с задержкой |
|
G83 |
с отходом |
|
G84 |
резьбование |
|
Активация системы координат |
|
|
G90 |
абсолютной |
|
G91 |
относительной |
|
Формат подачи F |
|
|
G94 |
мм/мин |
|
G95 |
мм/об |
|
G98 |
отмена |
|
G99 |
отказ от возвращения на точку «подхода» после выполнения цикла |
Таблица вспомогательных (технологических) команд G и М кода для станков ЧПУ
|
Символ |
Описание |
|
М00 |
остановка до нажатия на «старт» |
|
М01 |
аналогично предыдущей, но при условии действия режима подтверждения |
|
М02 |
завершение алгоритма |
|
Начало вращения шпинделя |
|
|
М03 |
по часовой стрелке |
|
М04 |
против |
|
М05 |
остановка |
|
М06 |
смена рабочего органа |
|
М07 |
активация дополнительного охлаждения |
|
Основное охлаждение |
|
|
М08 |
включение |
|
М09 |
выключение |
|
М30 |
конец вывода данных |
|
М98 |
начало подпрограммы |
|
М99 |
ее завершение, возврат к главному алгоритму |
Теперь Вы видите, чем между собой отличаются, например, G49, G94 и G99 коды ЧПУ, но ведь есть функции и с другими литерами. Что делают они? Предлагаем разобраться в данном вопросе.
Параметры команд, заданные латинскими буквами
|
Символ |
Описание |
|
Координаты точек по соответствующим осям |
|
|
X |
|
|
Y |
|
|
Z |
|
|
Скорость |
|
|
F |
рабочей подачи |
|
S |
вращения шпинделя |
|
R |
радиус (либо, реже, показатель стандартного цикла) |
|
I, J, K |
габариты дуги, наблюдаемой в случае круговой интерполяции |
|
D |
коррекция действующего инструмента |
|
P |
задержка (или количество вызовов подцикла) |
|
L |
подпрограмма по метке |
Требования к написанию алгоритмов
Они должны быть четко структурированы и разбиты на кадры, каждый из которых обязан завершаться разделителем CR/LF. В конце необходимо поставить М02 либо М30. Сопутствующие комментарии оставляют в круглых скобках – либо сразу после символов, либо на отдельной строке. Одни и те же функции можно повторять в любой выбранной последовательности и какое угодно количество раз, если это является рациональным решением.
Если алгоритм генерирует САПР, оператору требуется проконтролировать результат. Для этого ему необходимо знать размеры детали, толщину слоя съема, параметры резца, глубину введения лезвия.

Как выглядят G-коды для ЧПУ: пример программы управления для фрезерования
Предлагаем посмотреть, что из себя представляет листинг при обработке заготовок простейших форм. Допустим, у нас есть круг и треугольник.
Тогда в первом случае наша совокупность функций будет выглядеть так (представляем ее построчно, с пояснениями):
- O001 (Circle) порядковый номер и название (может быть записано и транслитом).
- G00 Z0,5 установка безопасной высоты инструмента.
- G00 X-80 Y0 орган перемещается к начальной точке обработки.
- G01 Z-2 F60 лезвие врезается на должную глубину (2 мм).
- G02 I10 F80 происходит круговой съем металла.
- G00 Z0,5 инструмент снова поднимается.
- G00 X0 Y0 возврат на исходную позицию.
- М30 конец программы.
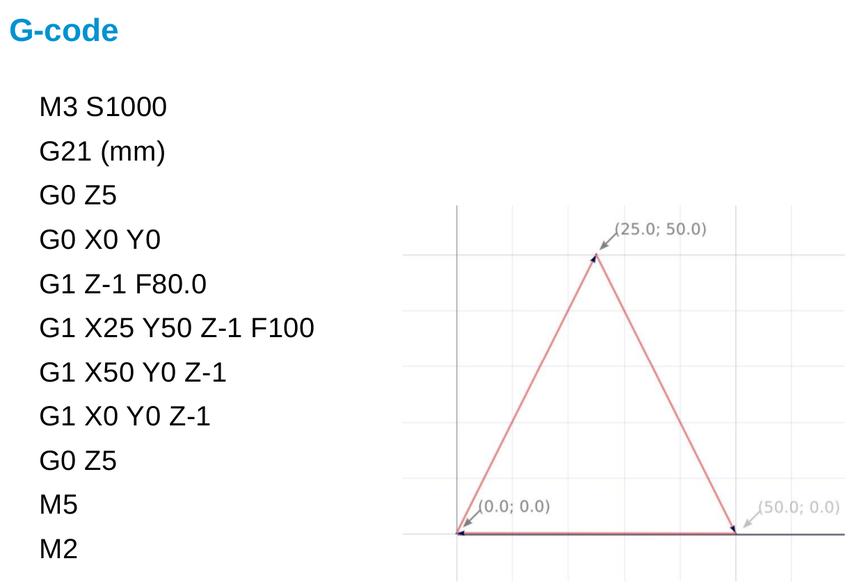
Во втором случае, с треугольником, листинг будет выглядеть так:
- O002 (Triangle) номер и название – здесь все максимально просто.
- G00 Z0,5 F70 установка рабочего органа на безопасную высоту.
- G00 X20 Y30 перемещение на начальную точку операции.
- G01 Z-3 F60 врезание лезвия на нужную глубину (3 мм).
- G01 X20 Y150 F60 – проход по первому катету.
- G01 X110 Y30 – обработка гипотенузы.
- G01 X20 Y30 – проход по второму катету.
- G00 Z0,5 – резец возвращается на безопасную высоту.
- G00 X0 Y0 – возврат в начальное положение.
- М30 – завершение алгоритма.
Мы подробно рассмотрели G-коды для ЧПУ фрезерных станков, а для самих аппаратов начинайте осваивать программирование. Ну а оборудование, современное и надежное, в память которого Вы сможете ввести любую написанную программу, уже готов продать его непосредственный производитель – ижевский завод «Сармат».
Как создать G-код для ЧПУ
Вы знаете, что такое G-код
В сегодняшнем индустриально развитом обществе Фрезерный станок с ЧПУ широко используется во многих областях. С увеличением объема и частоты использования станок с ЧПУ постепенно разработал универсальный компьютерный язык: это код G.
G-код (G-code, также известный как RS-274) — это наиболее широко используемый язык программирования с числовым программным управлением (числовым программным управлением).
Поскольку каждый абзац на этом языке начинается с буквы G, поэтому мы обычно называем его кодом G. Код G — это язык программирования с числовым программным управлением, разработанный Массачусетским технологическим институтом в конце 1950-х годов. После периода развития Альянс электронной промышленности сформулировал самую раннюю версию стандарта G-кода в начале 1960-х годов (это то, что мы знаем о 274 рупиях). Теперь, после десятилетий стабильной разработки, G-код и его расширенные языки широко используются в обрабатывающей промышленности.
Код G ЧПУ в основном используется в автоматизированном производстве для управления автоматическими станками. Код G иногда называют языком программирования G. G-код — это общий промышленный термин для компьютерного языка, который большинство станков с ЧПУ используют для управления своими движениями и изготовлением деталей. G-код — это инструкция в программах с ЧПУ, он может управлять фрезерным станком с ЧПУ или лазерным станком с ЧПУ для реализации различных Такие функции, как быстрое позиционирование, обратная круговая интерполяция, прямая круговая интерполяция, круговая интерполяция промежуточных точек, программирование радиуса, обработка скачков и т. д.
Почему нам нужно изучать G-код
Поскольку G-код должен быть запрограммирован G-кодом для управления станком для выполнения различных функций. Теперь есть два основных способа завершить программирование ЧПУ. Напишите код G непосредственно для программирования. 1. Используйте программное обеспечение CAD / CAM для завершения программирования ЧПУ. Но у этих двух методов есть определенные недостатки. Таким образом, большинство людей сейчас используют программное обеспечение CAD / CAM для создания начальной программы ЧПУ, а затем используют программирование G-кода для редактирования g-кода из программного обеспечения CAD / CAM. Это не только повышает эффективность работы фрезерного станка с ЧПУ, но и повышает стабильность фрезерного станка с ЧПУ.
По сравнению с программным обеспечением CAD / CAM, программирование кода G имеет более мощные функции. Некоторые задачи не могут быть выполнены с помощью CAD / CAM, но вы можете быстро выполнить их с помощью кода G. Как правило, программирование кода G очень подходит для решения следующих задач:
1. Использование программирования с помощью кода G может упростить процесс производства простых деталей и повысить эффективность работы: например, если вы хотите выгравировать небольшой узор, если вы используете программное обеспечение CAM для создания файлов кода G, в общем, такое программное обеспечение сгенерированный Код будет сложнее, чем писать напрямую с помощью G-кода.
2. Используйте программирование кода G для выполнения задач, которые не могут быть выполнены с помощью программ CAD / CAM:С развитием машин и кода G возникли некоторые профессиональные задачи, которые программное обеспечение CAM не может выполнить, и некоторые последующие задачи при импорте машин. Эти задачи не могут быть выполнены с помощью программного обеспечения, они могут быть выполнены только с помощью кода G.
3. Использование программирования с помощью G-кода может изменить ошибки программного обеспечения CAM / CAD во время процесса программирования:Даже самое продвинутое программное обеспечение CAM не может избежать ошибок, поэтому при обнаружении ошибки вы можете напрямую изменить G-код, экспортированный программным обеспечением CAM, через G-код.

Это профессиональная фрезерная машина по дереву для продажи , ее можно использовать в промышленности и дома. Рабочий стол этой машины — 1212. Эта машина очень дешевая, мы можем предоставить вам бесплатное ценовое предложение.
Как создать код G с ЧПУ для станка с ЧПУ
(1) Рукописное программирование G-кода ЧПУ
В G-коде каждая строка (называемая блоком) рассматривается как команда. В каждой строке G-кода есть много кодов с буквами, за которыми следуют цифры, и эти буквы соответствуют различным типам команд. Например, «G» используется в большинстве команд движения, «M» — в разных командах; x, y и z используются для определения позиций в пространстве X, Y, Z, абсолютных или инкрементальных.
Это пример рукописного кода G:
G90 G21
G00 X1.1 Y1.1 Z1.1
G01 Z-1.0 F200
G01 X2.4 Y3.6 Z-1.0 F400
Первый блок выполняет две функции и представляет собой очень простой блок настройки. G90 — это команда, которая определяет все координаты как абсолютные с началом отсчета в качестве ссылки. G21 определяет все числовые значения в миллиметрах.
Второй блок заставляет машину быстро перемещаться в позицию (1.1,1.1,1.1) в пространстве XYZ из ее текущей позиции. Скорость этого движения определяется аппаратными средствами.
Третий блок перемещает станок по оси Z в положение -1 со скоростью 200 мм / мин.
Последний блок перемещает станок по прямой в положение (2.4,3.6) в плоскости XY со скоростью 400 мм / мин.
Это очень простая программа с кодом G. Рукописная программа G-кода очень важна для новичков, потому что вы должны понимать значение каждого кода G-кода, и только тогда вы сможете исправить Gcode, сгенерированный программой.
Если вы новичок в индустрии фрезерных станков с ЧПУ, этот небольшой настольный фрезерный станок с ЧПУ может быть лучшим выбором. Маленький фрезерный станок с ЧПУ дешев и может быстро обрабатывать древесину.
(2) Используйте программу Desktop для написания кода G
Как мы видели, очень сложно просто написать код G вручную. Его можно использовать только для отработки кода G и создания простых шаблонов. К счастью, у нас есть бесплатное программное обеспечение, которое может помочь нам писать код G, это InkScape.
Что такое Inkscape
Inkscape — это бесплатный редактор векторной графики с открытым исходным кодом для GNU / Linux, Windows и MacOS X. Он предлагает богатый набор функций и широко используется как для художественных, так и для технических иллюстраций, таких как мультфильмы, картинки, логотипы, типографика, схемы и т. Д. блок-схемы. Он использует векторную графику для обеспечения четких распечаток и визуализаций с неограниченным разрешением и не привязан к фиксированному количеству пикселей, как растровая графика. Inkscape использует стандартизированный формат файла SVG в качестве основного формата, который поддерживается многими другими приложениями, включая веб-браузеры. Он может импортировать и экспортировать файлы различных форматов, включая SVG, AI, EPS, PDF, PS и PNG. Он имеет полный набор функций, простой интерфейс, многоязычную поддержку и предназначен для расширения; пользователи могут настраивать функциональность Inkscape с помощью надстроек.
So как нам использовать Inkscape для создания кода G?
- 1. Сначала нам нужно открыть Inkscape и импортировать узор, который мы собираемся выгравировать, в Inkscape, или мы можем нарисовать фигуру в Inkscape самостоятельно.
- 2. Определите систему координат и размер изображения.
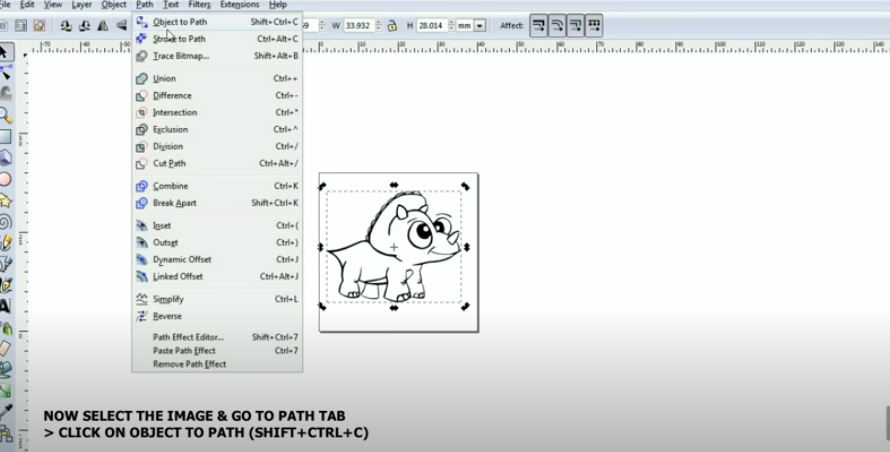
- 3. Преобразуйте фигуру в путь: используйте ctrl -A Выделите все, а затем выберите Путь> Объект к пути.
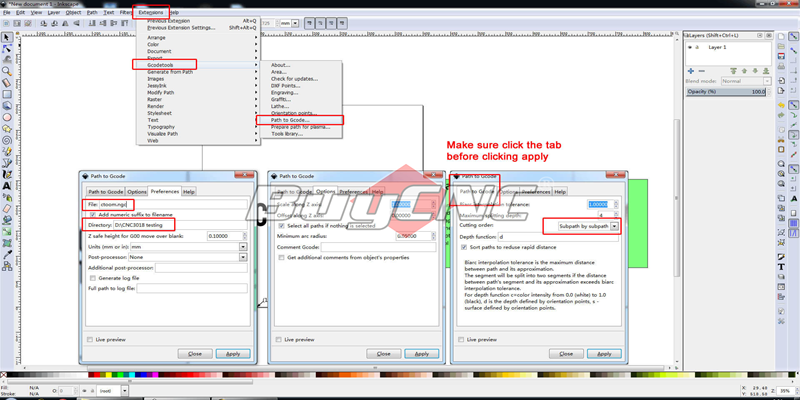
- 4. Щелкните меню «Расширение», затем щелкните «Библиотека инструментов …» в разделе «Инструменты кода G» и установите соответствующие параметры.
- 5. В меню инструментов G-кода выбираем Путь к G-коду ….
- 6.Затем вы получите G-код, а затем нам нужно проверить, правильный ли G-код. Если он неверен, мы можем напрямую изменить G-код вручную в соответствии с потребностями. если все шаги верны, то нажимаем «Применить», мы можем получить желаемый узор.
Стоит отметить, что Inkscape — это бесплатная программа для написания G-кода с открытым исходным кодом. Лучше всего использовать его для практики программирования кода G. Если вы хотите получить профессиональное программное обеспечение, вы можете связаться с нами, и мы предоставим вам услуги самого высокого качества. , Конечно, вы также можете поискать профессиональное программное обеспечение vectric. Он подходит для работы на фрезерном станке с ЧПУ, фрезерном станке с ЧПУ, токарном станке с ЧПУ и т.п.
Некоторые коды общих кодов G ЧПУ
G0: Быстрое перемещение — перемещение в указанную координатную позицию как можно быстрее.
G1: линейное перемещение — линейное перемещение к координатному положению с определенной скоростью подачи.
G2, G3: движение по дуге по часовой стрелке, движение по дуге против часовой стрелки — позвольте машине переместить дугу к координатной цели.
G17: выбор плоскости XY
G18: выбор плоскости XZ
G19: выбор плоскости YZ
G20: Программирование в дюймах
G21: Программирование в миллиметрах
Некоторые важные знания, связанные с G-кодом
Код G — это рабочий язык обработки с ЧПУ. Он сообщает токарным станкам с ЧПУ и обрабатывающим центрам, как перемещать инструменты для выполнения различных операций резания. Это эквивалентно ручному программированию кода G. При ручном программировании G-кода каждая операция пишется построчно и отделяется от M-кода и T-кода (кодов, управляющих машинами и инструментами). Код G подходит для определенного положения между диалоговым элементом управления (где оператор описывает деталь и как ее следует обрабатывать) и CAM или программой автоматизированного производства. В программе CAM или автоматизированного производства программное обеспечение разрабатывает необходимые инструменты для траектории ЧПУ, скорости подачи и т. Д. Станок разрезает материал на готовые изделия.
Хотя термин G-код часто используется взаимозаменяемо с числовым программным управлением (NC), на самом деле это только компонент, который может работать вместе с другими кодами для выполнения соответствующих задач. Стандартная версия кода G называется RS-274D, хотя существуют другие версии для станков с ЧПУ с проблемами совместимости.
Почему существует несколько версий кода G? На самом деле это зависит от возможностей каждой машины. Например, Therer — это машина, которая может обрабатывать вращение системы координат на основе входного сигнала датчика. Вам понадобится набор команд программирования G-кода, которые могут включить или отключить эту функцию вращения. Другой станок без этой функции настройки не будет нуждаться в этом G-коде.
КупитьCNC международная торговая компания, занимающаяся продажей Станок с ЧПУ, Фрезерный станок с ЧПУ, станок для лазерной резки с ЧПУ и другие большие станки с ЧПУ. У нас много инженеров с многолетним опытом работы. Если у вас есть какие-либо вопросы о G-коде или связанных с ним машинах, вы можете связаться с нами, и мы предоставим вам качественный ответ.
Добрый день Уважаемые читатели!
GCODE: Плюшки от ПавлушкиПосле написания предыдущей статьи ко мне стали поступать вопросы на поводу G-CODE.
Решил написать пост об основах G-CODE.
И так приступим …
Не для кого не секрет, что наш с Вами 3D принтер является простым ЧПУ станком (CNC), который просто выполняет команды оператора.
Чтобы мы с принтером понимали друг друга, умными людьми в начале 1960 годов был придуман специальный язык под названием «G-CODE» (G-код).
Программа, написанная с использованием G-кода, имеет жесткое строение.
Все команды управления объединяются в кадры — состоящие из одной или более команд.
Кадр завершается символом перевода строки (CR/LF).
Порядок команд в кадре строго не оговаривается, но традиционно предполагается, что первыми указываются подготовительные команды, затем команды перемещения, затем выбора режимов обработки и технологические команды.
Если говорить коротко, то наш ПК через USB, просто посылают команды на порт принтера (микроконтроллера), а принтер без прикословно их выполняет.
Немного забегая вперед скажу, что G-код для принтера местами отличается от привычного G-кода. Какие-то команды были переделаны под нужды принтера, какие-то были удалены, какие-то вообще не используются, но в целом все очень похоже.
Описание команд будет производится для прошивки MARLIN, возможно будет работать и на других прошивках.
Будут рассмотрены самые только самые основные команды (рабочий минимум), в поисках экзотики, можно пройти по ссылке.
Сами команды делятся на группы:
G — Подготовительные (основные) команды;
М — Вспомогательные (технологические) команды.
Эти команды имеют параметры.
X — Координата точки траектории по оси X [G0 X100 Y0 Z0]
Y — Координата точки траектории по оси Y [G0 X0 Y100 Z0]
Z — Координата точки траектории по оси Z [G0 X0 Y0 Z100]
E — Координата точки выдавливания пластика [G1 E100 F100]
P — Параметр команды [M300 S5000 P280]
S — Параметр команды [G04 S15]
F — Параметр команды, подача (скорость) [G1 Y10 X10 F1000]
G — команды
G0 — Холостой ход, без работы инструмента [G 0 X 10]
G1 — Координированное движение по осям X Y Z E [G 1 X 10]
G4 — Пауза в секундах [G4 S15]
G28 — Команда Home — паркуем головку [G28 Y0 X0 Z0]
G90 — Использовать абсолютные координаты [G90]
G91 — Использовать относительные координаты [G91]
G92 — Установить текущую заданную позицию [G92]
Пояснение:
Относительные координаты — это координаты относительно текущего положения головки.
На пример, если головка находиться в положении X10 Y10, то при подаче команды G91
G1 X10 F1000
, произойдет смещение головы на 10 мм по оси Х на скорости 1000.
Эту команду можно делать много раз, до достижения «софтового» ограничение в прошивке.
Абсолютные координаты — это координаты, строго привязанные к рабочей области.
При выполнении команды G90 G1 X10 F1000 — головка сместиться в координату X10 на скорости 1000.
Команда выполниться только один раз.
Обычные команды
M0 — Сделать паузу и ожидать нажатия кнопки на LCD дисплеи (работает если в прошивку установлен параметр ULTRA_LCD) [G0 X10 Y10 Z10 M0]
M17 — Подать ток на двигатели (двигатели руками не вращаются)
M18 — Убрать ток с двигателей (двигатели можно вращать руками, аналог M84)
M42 — Управление контактами ARDUINO MEGA 2560 [M42 P4 S255]
M80 — Включить питание, только для ATX — блок питания
M81 — Выключить питания, только для ATX — блок питания
M84 — Выключение всех осей (моторов после простоя) [M84 S10]
М112 — Экстренная остановка
M114 — Получить текущие координаты
M115 — Получить версию прошивки
M117 — Написать сообщение на экране [M117 Hello World]
M119 — Получить статус концевиков
M300 — Проиграть звук [M300 S5000 P280]
Команды SD карты
M20 — Прочитать SD карту (прочитать список файлов)
M21 — Инициализировать SD карту
M22 — Использовать SD карту
M23 — Выбрать файл с SD карты [M23 filename.gcode]
M24 — Начать/возобновить печать с SD карты
M25 — Пауза печати с SD карты
M26 — Установить позицию SD карты в байтах [M 26 S 12345]
M27 — Узнать статус печати с SD карты
M28 — Записать файл на SD карту [M 28 filename . gcode]
M29 — Закончить записать файла на SD карте
M30 — Удалить файл с SD карты [M 30 filename . gcode]
M31 — Получить значение, сколько прошло времени с последнего M109
M32 — Выбрать файл с SD карты и начать печатать [M 32 / path / filename #]
M928 — Логирование на SD карту [M 928 filename . gcode]
Экструдер
M82 — Установить экструдер в абсолютную систему координат
M83 — Установить экструдер в относительную систему координат
M104 — Ожидание нагрева экструдера до определенной температуры [M104 S190]
M105 — Получить текущую температуру экструдера [M105 S2]
M106 — Включение вентилятора обдува детали [M106 S127] — мощность 50%
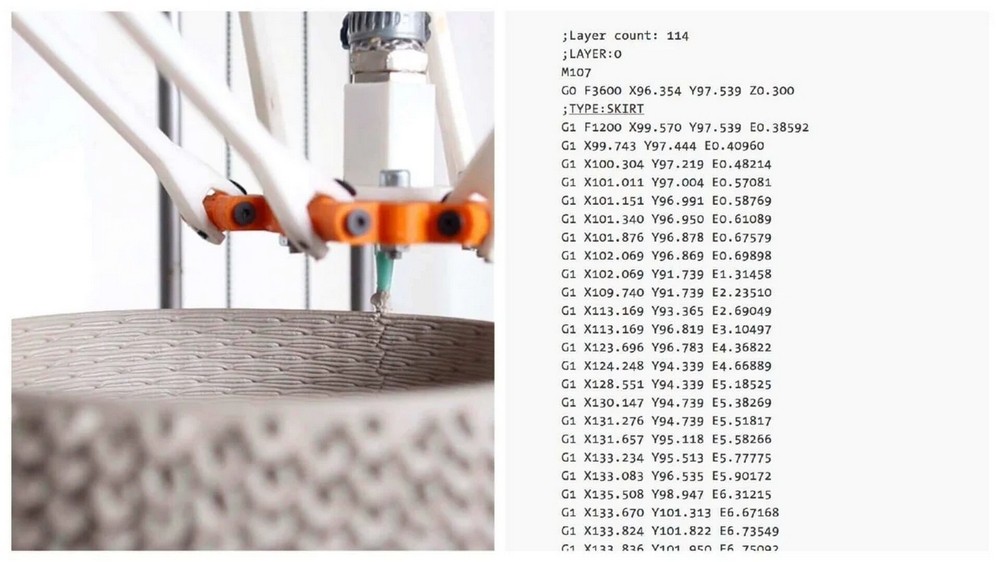
M107 — Выключение вентилятора обдува детали [M 107]
M109 — Нагреть экструдер и удерживать температуру [M109 S215]
Стол
M140 — Установить температуру стола [M140 S65]
M190 — Нагреть стол и удерживать температуру [M190 S60]
PID
M301 — Записать PID параметры в EEPROM [M301 H1 P1 I2 D3]
где: H0 – стол, H1 – экструдер
M302 — Разрешить холодное выдавливание [M302 P1].
M303 — Запустить процесс PID калибровки [M303 E-1 C8 S110]
где: E-1 – стол, E0 – хотэнд, C8 – количество попыток, S – температура.
M304 – Задать PID параметры для стола [M304 P1 I2 D3]
EEPROM – внутренняя память микроконтроллера (не обнуляется при выключении)
M500 — Сохранить параметры в EEPROM
M501 — Прочитать параметры из EEPROM
M502 — Сброс параметров EEPROM
Филамент
M200 — Задать диаметр филамента [M200 D1.128]
M600 – Замена филамента.
Данные команды можно подавать в консоли из таких программ как Pronterface или Universal-G-Code-Sender.
В Pronterface можно включить режим ответа в меню Settings / Debug communications, программа будет писать все ответы от принтера.


Можно дописать в слайсерах (Slic3r и Cura) в начале и в конце G-код файла.


Или открыть файл с G-кодом в блокноте и написать все руками. =)
Чтобы не быть голословным предлагаю Вам разобрать пример G-кода программы:
M190 S60 — включаем нагрев стола и ждём, пока он не нагреется до температуры 60 градусов
M109 S210 — включаем нагрев сопла и ждём, пока оно не нагреется до температуры 210 градусов
G21 — устанавливает метрическую систему координат
G90 — устанавливает абсолютную систему координат
M82 — устанавливает абсолютную систему координат для экструдера
M107 — выключаем обдув детали
M300 S5000 P280 – звуковой сигнал
G28 X0 Y0 — команда Home X Y
G28 Z0 — команда Home Z
G1 X100 Y100 Z5 F1000 — центруем сопло относительно стола
G92 E0 — обнуляет количество выдавленного пластика
G1 F300 E4 — выдавливаем 4 мм пластика со скоростью 300 мм
M117 Printing — выводит сообщение на экран
M106 S125 — включаем обдув детали со скоростью 50%
G1 Z0 — опускаем сопло на 0 мм
G1 X96.11 Y110.92 E87.55 — ездим по координатам и выдавливаем пластик
G1 Z0.2 — поднимаем сопло на 0.2 мм
G1 X96.11 Y111.00 E89.60 — ездим по координатам и выдавливаем пластик
M140 S50 — изменяем температуру стола
…..
G1 Z4.8 — поднимаем сопло на 4.8 мм
G1 X96.11 Y110.92 E87.55 — ездим по координатам и выдавливаем пластик
G1 Z5 — поднимаем сопло на 5 мм
G1 X96.11 Y111.00 E89.60 — ездим по координатам и выдавливаем пластик
G91 — устанавливает относительную систему координат
G1 E-5 F200 — всасывание экструдером 5 мм прутка
M104 S0 — отключением нагрев экструдера
M140 S0 — отключением нагрев стола
M107 — выключаем обдув детали
M84 — выключаем шаговые двигатели
M300 S5000 P280 – звуковой сигнал
Благодарю Вас за внимание!
Skip to content
Способы написания управляющих программ к станкам с ЧПУ
Так как этот материал рассчитан на тех кто только знакомится с ЧПУ обработкой, объясним принципы работы и основные термины.
Для того, что бы ЧПУ станок обработал заготовку, ему необходим алгоритм, по которому он будет это делать. Такой алгоритм называется Управляющая Программа (УП).
Управляющая программа пишется на языке G-кодов (ISO 7-bit). G-код – это набор стандартных команд, которые поддерживают станки с ЧПУ. Эти команды содержат информацию, где и с какой скоростью двигать режущий инструмент, чтобы обработать деталь.
Передвижение режущего инструмента называется траекторией. Траектория инструмента в управляющей программе состоит из отрезков. Эти отрезки могут быть прямыми линиями, дугами окружностей или кривыми.
Точки пересечения таких отрезков называются опорными точками. В тексте управляющей программы выводятся координаты опорных точек.
Пример программы в G-кодах
| Текст программы | Описание |
|---|---|
| G17 G54 G90 | Задаем параметры: плоскость обработки, номер нулевой точки, абсолютные значения |
| T1 M6 | Вызов инструмента с номером 1 |
| M3 S8000 | Включение шпинделя – 8000 об/мин |
| G0 X-19 Y-19 | Ускоренное перемещение в точку X-19 Y-19 |
| G0 Z3 | Ускоренное перемещение на высоту по Z 3 мм |
| G1 ХЗ Y3 F600 | Линейное перемещение инструмента в точку ХЗ Y3 с подачей F = 600 мм/мин |
| G2 Х8 Y3 R8 | Перемещение инструмента по дуге радиусом 8 мм в точку X8 Y3 |
| М5 | Выключение шпинделя |
| МЗ0 | Завершение программы |
В этом материале мы рассмотрим 3 способа написания УП:
- Написание УП вручную
- Написание УП на стойке
- Написание УП в CAD/CAM системе
Написание управляющей программы к станку ЧПУ вручную
Для ручного программирования вычисляют координаты опорных точек и описывают последовательность перемещения от одной точки к другой. Так можно описать обработку простой геометрии, в основном для токарной обработки: втулки, кольца, гладкие ступенчатые валы. Делают это в текстовых редакторах, например в Блокноте Виндовс.
Плюсы
- Быстро
Это гораздо быстрее, чем остальными способами, при написании очень простых программ. - Канонично

Так писали УП 30 и 40 лет назад

Минусы
- Занимает много времени
Чем больше строк кода в программе, тем выше трудоемкость изготовления детали, тем выше себестоимость этой детали. Если в программе получается больше 70 строк кода, то лучше выбрать другой способ программирования. - Большой процент брака
Так как отсутствуют инструменты для проверки перед запуском, легко забыть добавить команду, что приведет к поломке детали либо станка. Нужна лишняя заготовка на внедрение, чтобы отладить управляющую программу и проверить на зарезы или недорезы. - Поломка оборудования или инструмента
Ошибки в тексте управляющей программы, помимо брака, также могут привести и к поломке шпинделя станка или инструмента.
Написание управляющей программы к станку ЧПУ на стойке ЧПУ

На стойке с ЧПУ программируют обработку детали в диалоговом режиме. Наладчик станка заполняет таблицу с условиями обработки. Указывает, какую геометрию обрабатывать, ширину и глубину резания, подходы и отходы, безопасную плоскость, режимы резания и другие параметры, которые для каждого вида обработки индивидуальны. На основе этих данных стойка с ЧПУ создает G-команды для траектории движения инструмента. Так можно программировать простые корпусные детали. Чтобы проверить программу, наладчик запускает режим симуляции на стойке с ЧПУ.
Плюсы
- Наглядность
Программа пишется прям на рабочем месте и, как правило, специалистом который и будет отслеживать ее выполнение на станке. - Быстрая модернизация УП
Нет необходимости передавать программу на ПК. Можно отредактировать по месту и сразу запустить в работу.
Минусы
- Простой станка и оператора
Станок не работает, пока наладчик пишет программу для обработки детали. Простой станка – это потерянные деньги. Если в программе получается больше 130 строк кода, то лучше выбрать другой способ программирования. Хотя на стойке с ЧПУ, конечно, написать программу быстрее, чем вручную - Брак
Стойка с ЧПУ не сравнивает результат обработки с 3D-моделью детали, поэтому симуляция на стойке с ЧПУ не показывает зарезы или положительный припуск. Для отладки программы нужно заложить лишнюю заготовку. - Не подходит для сложнопрофильных деталей
На стойке с ЧПУ не запрограммировать обработку сложнопрофильных деталей. Иногда для конкретных деталей и типоразмеров производители стоек ЧПУ под заказ делают специальные операции.
Написание управляющей программы к станку ЧПУ в СAD/CAM системе
Написание УП в CAD/CAM системе начинается с загрузки 3D-модель детали или 2D-контура. Затем, выстраивается последовательность изготовления детали. Программа рассчитывает траекторию режущего инструмента и выводит ее в G-кодах для передачи на станок. Для вывода траектории в G-код используют постпроцессор. Постпроцессор переводит внутренние команды CAD/CAM на команды G-кода для станка с ЧПУ. Это похоже на перевод с иностранного языка.
Плюсы
Написание программ в CAD/CAM системе является самым прогрессивным и удобным способом.
- Быстрое написание УП любой сложности
Сокращает время на создание программ для станков с ЧПУ на 70 %. - Исключает брак.
По отзывам наших пользователей, использование SprutCAM сокращает появление брака на 60 %. - Безопасно для инструмента и заготовки
Продвинутые CAD/CAM системы содержат набор функций для проверки УП. Например, SprutCAM содержит функции контроль столкновений с заготовкой, контроль подачи при врезании и т. п.
Минусы
- Стоимость
СAD/CAM систему необходимо покупать.
Нашу CAD/CAM систему вы можете попробовать перед покупкой. Скачайте 30 дневный полнофункциональный триал CAD/CAM системы SprutCAM → - Квалификация технолога
Для того, что бы писать УП в определенной CAD/CAM системе необходимо пройти обучение.
Научится работать в нашей CAD/CAM системе SprutCAM вы можете бесплатно пройдя небольшой , но содержательный онлайн курс →
🔥 🔥 🔥
Хотите начать работать в SprutCAM, но не знаете как начать?
Отправьте свои вопросы в форме и мы обязательно Вам ответим.
Related Posts
Title
СПРУТ-Технология 1993 – 2023
Все права зарегистрированы
Page load link
Если ваша работа или хобби касаются станков с ЧПУ или 3D-принтеров, то понимание того, что такое G-код и как он работает, имеет важное значение для вас. Итак, в этом руководстве мы изучим основы языка G-кода, каковы наиболее важные или распространенные команды G-кода, и мы объясним, как они работают.
Что такое G-код?
G-code — это язык программирования для станков с ЧПУ (числовое программное управление). G-код означает «геометрический код». Мы используем этот язык, чтобы сказать машине, что делать или как что-то делать. Команды G-кода указывают машине, куда двигаться, с какой скоростью двигаться и по какому пути двигаться.
В случае станка, такого как токарный или фрезерный, режущий инструмент приводится в действие этими командами, чтобы следовать определенной траектории инструмента, срезая материал, чтобы получить желаемую форму.
Точно так же в случае аддитивного производства или 3D-принтеров команды G-кода инструктируют машину наносить материал слой за слоем, формируя точную геометрическую форму.
Как читать команды G-кода?
На первый взгляд, когда вы видите файл G-кода, он может показаться довольно сложным, но на самом деле его не так уж и сложно понять.

Если мы внимательно посмотрим на код, мы можем заметить, что большинство строк имеют одинаковую структуру. Кажется, что «сложная» часть G-кода — это все те числа, которые мы видим, которые являются просто координатами.
Давайте взглянем на одну строчку и объясним, как она работает.
G01 X247.951560 Y11.817060 Z-1.000000 F400.000000
Строка имеет следующую структуру:
G ## X ## Y ## Z ## F ##
- Во-первых, это команда G-кода, и в данном случае это G01, что означает «двигаться по прямой в определенное положение».
- Заявляем положение или координаты с X, Y и Z значений.
- Наконец, с помощью значения F мы устанавливаем скорость подачи или скорость, с которой будет выполняться перемещение.
В заключение линия сообщает станку с ЧПУ двигаться по прямой от его текущего положения до координат X247.951560, Y11.817060 и Z-1.000000 со скоростью 400 мм / мин. Единица измерения — мм / мин, потому что, если мы посмотрим назад на изображение примера G-кода, мы увидим, что мы использовали команду G21, которая устанавливает единицы измерения в миллиметры. Если нам нужны единицы измерения в дюймах, мы используем вместо этого команду G20.G01 X247.951560 Y11.817060 Z-1.000000 F400.000000
Наиболее важные / распространенные команды G-кода
Итак, теперь, когда мы знаем, как читать строку G-кода, мы можем взглянуть на наиболее важные или часто используемые команды G-кода. Мы узнаем, как работает каждый из них, на нескольких примерах, и к концу этого руководства мы сможем полностью понять, как работает G-код, как читать, как изменять и даже как писать наш собственный G-код. К основным командам G-кода еще можно добавить команды управления оборудованием станка с ЧПУ, которые так же называются М-код. Они отвечают за такие действия как включение шпинделя, подача СОЖ, смена инструмента и так далее.
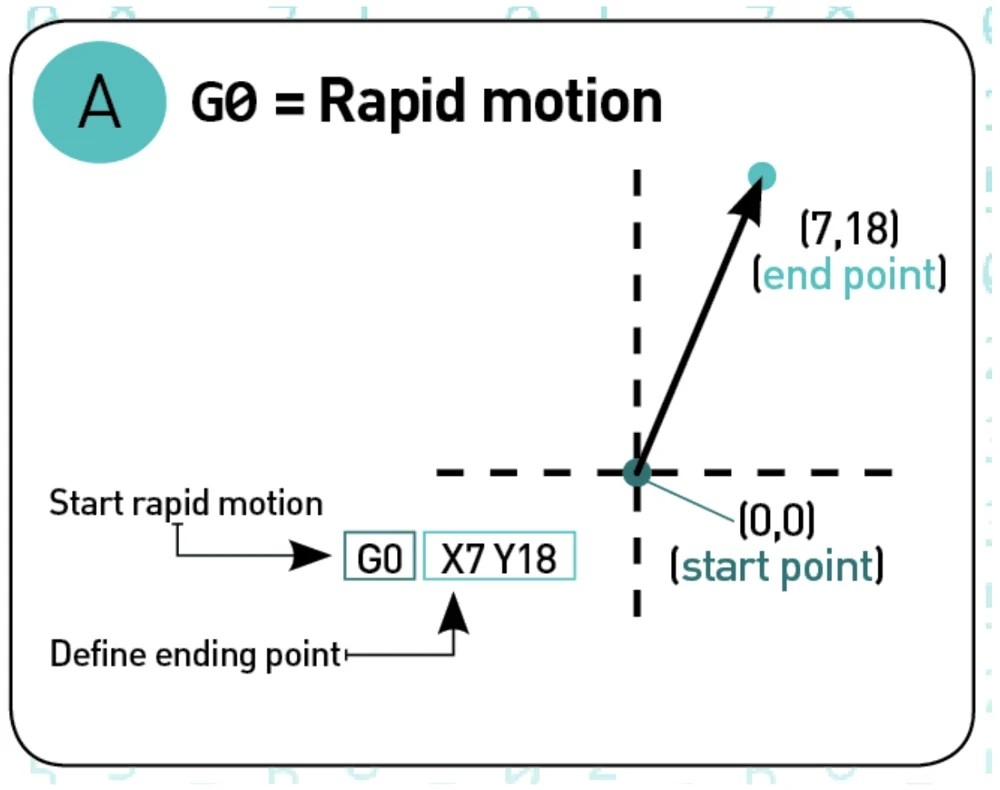
G00 — быстрое перемещение
Команда G00 перемещает станок с максимальной скоростью движения из текущего положения в заданную точку или координаты, указанные в команде. Станок будет перемещать все оси одновременно, поэтому они завершают движение одновременно. Это приводит к прямолинейному перемещению к новой точке положения.

G00 не является режущим движением, и его цель — просто быстро переместить машину в желаемое положение, чтобы начать какую-либо работу, такую как резка или печать.
G01 — линейная интерполяция
Команда G-кода G01 указывает станку двигаться по прямой с заданной скоростью подачи или скоростью. Мы указываем конечную позицию значениями X, Y и Z, а скорость — значением F. Контроллер машины вычисляет (интерполирует) промежуточные точки, через которые нужно пройти, чтобы получить эту прямую линию. Хотя эти команды G-кода просты и интуитивно понятны, за ними контроллер машины выполняет тысячи вычислений в секунду, чтобы выполнить эти движения.

В отличие от команды G00, которая используется только для позиционирования, команда G01 используется, когда станок выполняет свою основную работу. В случае токарного или фрезерного станка — резка материала по прямой линии, а в случае 3D-принтера — экструзии материала по прямой линии.
G02 — круговая интерполяция по часовой стрелке
Команда G02 указывает машине двигаться по часовой стрелке по круговой схеме. Принцип тот же что и у команды G01, и она используется при выполнении соответствующего процесса обработки. В дополнение к параметрам конечной точки здесь нам также необходимо определить центр вращения или расстояние начальной точки дуги от центральной точки дуги. Начальная точка фактически является конечной точкой предыдущей команды или текущей точкой.
Для лучшего понимания мы добавим команду G02 после команды G01 из предыдущего примера.
Итак, в первом примере у нас есть команда G01, которая перемещает машину в точку X5, Y12. Теперь это будет отправной точкой для команды G02. С помощью параметров X и Y команды G02 мы устанавливаем конечную точку. Теперь, чтобы добраться до этой конечной точки, используя круговое движение или дугу, нам нужно определить ее центральную точку. Мы делаем это с помощью параметров I и J. Значения I и J относятся к начальной или конечной точке предыдущей команды. Итак, чтобы получить центральную точку по X5 и Y7, нам нужно сделать смещение 0 по оси X и смещение -5 по оси Y.
Конечно, мы можем установить центральную точку в любом другом месте, таким образом мы получим другую дугу, которая заканчивается в той же конечной точке. Вот пример этого:

Итак, здесь у нас все еще есть та же конечная точка, что и в предыдущем примере (X10, Y7), но теперь центральная точка находится в другом положении (X0, Y2). Благодаря этому мы получили более широкую дугу по сравнению с предыдущей.
G00, G01, G02 Пример — ручное программирование G-кода
Давайте посмотрим на простой пример фрезерования с ЧПУ с использованием этих трех основных команд G-кода: G00, G01 и G02.
Чтобы получить траекторию для формы, показанной на изображении выше, нам нужно выполнить команды G-кода:
G00 X5 Y5; point B
G01 X0 Y20 F200; point C
G01 X20 Y0; point D
G02 X10 Y-10 I0 J-10; point E
G02 X-4 Y-8 I-10 J0; point F
G01 X-26 Y-2; point BС помощью первой команды G00 мы быстро переводим станок из исходного положения в точку B (5,5). Отсюда мы начинаем с «резки» со скоростью подачи 200 с помощью команды G01. Здесь можно отметить, что для перехода из точки B (5,5) в точку C (5,25) мы используем значения X и Y относительно начальной точки B. Итак, +20 единиц в направлении Y приведет нас к точке C (5,25). Фактически, это зависит от того, выбрали ли мы машину для интерпретации координат как абсолютных или относительных. Мы объясним это в следующем разделе.
Как только мы достигаем точки C (5,25), у нас есть еще одна команда G01 для достижения точки D (25,25). Затем мы используем команду G02, круговое движение, чтобы добраться до точки E (35,15) с центральной точкой (25,15). На самом деле у нас есть такая же центральная точка (25,15) для следующей команды G02, чтобы добраться до точки F (31,7). Однако мы должны отметить, что параметры I и J отличаются от предыдущей команды, потому что мы смещаем центр от последней конечной точки или точки E. Мы завершаем траекторию инструмента другой командой G01, которая выводит нас из точки F (31, 7) вернуться к пункту Б (5,5).

Итак, вот как мы можем вручную запрограммировать G-код для создания этой формы. Однако мы должны отметить, что это не полный G-код, потому что нам не хватает еще нескольких основных команд. Мы сделаем полный G-код в следующем примере, так как сначала нам нужно объяснить эти команды G-кода.
G03 — круговая интерполяция против часовой стрелки
Как и G02, команда G-кода G03 определяет движение станка по круговой схеме. Единственная разница здесь в том, что движение идет против часовой стрелки. Все остальные функции и правила такие же, как у команды G02.

Итак, с помощью этих трех основных команд G-кода, G01, G02 и G03, мы можем сгенерировать траекторию инструмента буквально для любой формы, которую мы хотим. Теперь вам может быть интересно, как это возможно, но на самом деле это простая задача для компьютера и программного обеспечения CAM. Да, это правда, что иногда мы можем вручную создать программу G-кода, но в большинстве случаев мы делаем это с помощью соответствующего программного обеспечения, которое намного проще и безопаснее.
G20 / G21 — Выбор единиц
Команды G20 и G21 определяют единицы G-кода: дюймы или миллиметры.
- G20 = дюймы
- G21 = миллиметры
Отметим, что единицы должны быть установлены в начале программы. Если мы не укажем единицы измерения, машина будет рассматривать значения по умолчанию, установленные предыдущей программой.
G17 / G18 / G19 — выбор плоскости G-кода
С помощью этих команд G-кода мы выбираем рабочую плоскость станка.
- G17 — плоскость XY
- G18 — самолет XZ
- G19 — самолет YZ

G17 используется по умолчанию для большинства станков с ЧПУ, но два других также можно использовать для выполнения определенных движений.
G28 — Возвращение домой
Команда G28 указывает станку переместить инструмент в исходную точку или исходное положение. Чтобы избежать столкновения, мы можем включить промежуточную точку с параметрами X, Y и Z. Инструмент пройдет через эту точку, прежде чем перейти к контрольной точке. G28 X## Y## Z##

Исходное положение можно определить с помощью команды G28.1 X## Y## Z##.
G90 / G91 — команды позиционирования G-кода
С помощью команд G90 и G91 мы сообщаем машине, как интерпретировать координаты. G90 — для абсолютного режима, а G91 — для относительного режима.
В абсолютном режиме инструмент всегда позиционируется от абсолютной точки или от нуля. Таким образом, команда G01 X10 Y5 переместит инструмент в эту точную точку (10,5), независимо от предыдущей позиции.
С другой стороны, в относительном режиме инструмент позиционируется относительно последней точки. Таким образом, если станок в настоящее время находится в точке (10,10), команда G01 X10 Y5 переведет инструмент в точку (20,15). Этот режим также называется «инкрементным режимом».
Другие команды G-кода
Итак, команды G-кода, которые мы описали выше, являются наиболее распространенными, но их гораздо больше. Существуют такие команды, как компенсация резца, масштабирование, системы координат заготовки, выдержка и т. Д.
Помимо G-кода, существуют также команды M-кода, которые используются при генерации реальной полноценной программы G-кода. Вот несколько распространенных команд M-кода:
- M00 — Остановка программы
- M02 — Конец программы
- M03 — шпиндель включен — по часовой стрелке
- M04 — шпиндель включен — против часовой стрелки
- M05 — остановка шпинделя
- M06 — Смена инструмента
- M08 — Система охлаждения ВКЛ.
- M09 — Система охлаждения ВЫКЛ.
- M30 — Конец программы
В случае 3D-принтера:
- M104 — Запуск нагрева экструдера
- M109 — Подождите, пока экструдер достигнет T0
- M140 — Запуск подогрева кровати
- M190 — Подождите, пока стол не достигнет T0
- M106 — Установить скорость вентилятора
Некоторым из этих команд требуются соответствующие параметры. Например, при включении шпинделя с помощью M03 мы можем установить скорость шпинделя с помощью параметра S. Итак, линия M30 S1000 будет включать шпиндель со скоростью 1000 об / мин.
Мы также можем отметить, что многие коды являются модальными, что означает, что они остаются в силе до тех пор, пока не будут отменены или заменены другим кодом. Например, скажем, у нас есть код для линейного движения резания G01 X5 Y7 F200. Если следующее движение снова будет линейным резанием, мы можем просто ввести координаты X и Y, без надписи G01.
G01 X5 Y7 F200
X10 Y15
X12 Y20
G02 X5 Y5 I0 J-5
X3 Y6 I-2 J0То же самое относится и к параметру скорости подачи F. Нам не нужно включать его в каждую строку, если мы не хотим изменить его значение.
В некоторых файлах G-кода вы также можете видеть «N ##» перед командами. Слово N просто для нумерации строки или блока кода. Это может быть полезно для идентификации конкретной строки в случае ошибки в огромной программе.
Пример простой программы G-кода
Тем не менее, после прочтения всего этого, теперь мы можем вручную создать настоящий, актуальный код. Вот пример:

%
G21 G17 G90 F100
M03 S1000
G00 X5 Y5; point B
G01 X5 Y5 Z-1; point B
G01 X5 Y15 Z-1; point C
G02 X9 Y19 Z-1 I4 J0; point D
G01 X23 Y19 Z-1; point E
G01 X32 Y5 Z-1; point F
G01 X21 Y5 Z-1; point G
G01 X21 Y8 Z-1; point H
G03 X19 Y10 Z-1 I-2 J0; point I
G01 X13 Y10 Z-1; point J
G03 X11 Y8 Z-1 I0 J-2; point K
G01 X11 Y5 Z-1; point L
G01 X5 Y5 Z-1; point B
G01 X5 Y5 Z0
G28 X0 Y0
M05
M30
%Описание программы G-кода:
- Инициализация кода. Этот символ (%) всегда присутствует в начале и в конце программы.
- Линия безопасности: установите программирование в метрической системе (все размеры в мм), плоскость XY, абсолютное позиционирование и скорость подачи 100 мм / мин.
- Шпиндель вращается по часовой стрелке со скоростью 1000 об / мин.
- Быстрое позиционирование до B (5,5).
- Контролируемое движение в той же позиции, но опускание инструмента до -1.
- Линейное движение резания в положение C (5,15).
- Круговое движение по часовой стрелке до точки D (9,19) с центром в точке (9,15).
- Линейный разрез до точки E (23,19).
- Линейная резка до точки F (32,5).
- Такой же прямой разрез до точки G (21,5).
- Еще один прямой разрез до точки H (21,8).
- Круговая интерполяция против часовой стрелки в положение I (19,10) с центром в (19,8).
- Линейный разрез до точки J (13,10).
- Круговая резка против часовой стрелки в положение K (11,8) с центром в точке (13,8).
- Линейная резка в положение L (11,5).
- Окончательное линейное перемещение резания в положение B (5,5).
- Поднимите инструмент.
- Перейти в исходное положение.
- Шпиндель выключен.
- Окончание основной программы.
Программирование ЧПУ — важнейшая составляющая процесса проектирования и производства. От того, насколько чистым будет код, зависит время тестирования, отладки и запуска детали в производство. Станки с числовым программным оборудованием различаются по назначению и методам программирования.
Типы станков с ЧПУ

Одна и та же деталь может подвергаться обработке на разных станках. В зависимости от геометрии модели, наличия или отсутствия отверстий, деталь может проходить несколько последовательных технологических операций на разных станках с ЧПУ:
- токарном — для придания формы, отрезания, нарезания канавок, подрезания;
- фрезерном — для резания плоскостей, создания лысок, пазов;
- сверлильном — для создания технологических отверстий и долбления;
- шлифовальном — с целью окончательной или черновой обработки деталей, удаления сварных швов;
- многоцелевом, который производит все операции предыдущих станков.
Как правило, на предприятии есть различные типы станков с ЧПУ, которые позволяют выполнять все необходимые технологические операции для создания как простых серийных деталей, так и сложных в стереометрическом отношении моделей.
Программирование станков с ЧПУ

Для того чтобы оборудование могло выполнять операции, ему необходимо задать набор команд, так называемый G-код. Он трансформируется из программы, написанной разработчиком, в постпроцессоре. Отсюда система управления станком получает информацию о задаче и этапах ее выполнения, затем формирует профиль, и станок выполняет технологические операции.
Чтобы в реальности воплотить конструкторские или инженерные разработки, нужно написать программу для создания конкретной детали. Это делает программист с помощью CAD-софта.
Важно! В зависимости от поколения станков, управляющей системы, типа оборудования применяются различные платформы программирования.
Методы программирования на станках с ЧПУ
Способов написания программ для оборудования с ЧПУ несколько:
- ручной — разработчик или проектировщик создает код на удаленном ПК, затем переносит готовую программу в станок с помощью CD-диска, флеш-накопителя, дискеты или посредством интерфейсного кабеля;
- с пульта ЧПУ — оператор с клавиатуры вводит набор предустановленных команд, которые выполняет станок;
- автоматизированным методом с помощью интегрированных CAD/CAE/CAM систем.
Важно! Автоматизированные методы применимы только в станках последних поколений, включенных в единую компьютерную систему производственного процесса.
Ручной способ программирования чаще всего применяют для однотипных и простых токарных работ, на фрезерных станках для обработки по двум координатам, для сверления групп отверстий.

Программирование с пульта позволяет осуществлять запуск тех же операций, что и при ручном методе, плюс переходы при 2,5–3-координатных перемещениях. Такой метод удобен для запуска однотипных операций или корректировки текущих.
Самая сложная и одновременно самая гибкая система — программирование в CAM-средах. Здесь нужно сначала получить эскиз и модель из CAD, выбрать станок в диалоговом окне, задать приспособления, пределы перемещений, инструменты, режимы, способы обработки и коррекции. Постпроцессор, получив данные, преобразует их для генерации в управляющую систему. При этом оператор в удаленном режиме видит виртуальную модель и может в реальном времени вносить коррективы в работу оборудования.
Ручное программирование
Подавляющее большинство предприятий применяют именно станки, программируемые вручную. Это связано с тем, что основные выполняемые операции — простые и однотипные. Поэтому приобретать современные станки, интегрированные в единую электронную систему, нет необходимости.
Ручное программирование требует скрупулезной точности и выверенности параметров. Оператор должен в совершенстве владеть G-кодом и знать все его команды. Программу технолог создает на своем компьютере в текстовом редакторе. Расширение файла — .txt. Программа включает координаты, по которым двигается инструмент, обрабатывая деталь, и набор кодов. После написания программы ее переносят в управляющую систему станка.
Важно! Для малых предприятий или мелкосерийных производств станки с ЧПУ с ручным программированием — оптимальное решение. Они эффективно справляются с работой, а от технолога или оператора требуется только один раз написать необходимые программы, либо писать их нечасто — по мере необходимости.
На пульте
Многие станки с ЧПУ оборудованы дисплеем и клавиатурой. Поэтому задавать программу оборудованию можно непосредственно с пульта. Производители предусмотрели два варианта постановки задачи станку:
- ввод G и M кодов с клавиатуры;
- использование диалогового окна.
Важно! Станки с ЧПУ, оборудованные дисплеем, позволяют запустить имитацию обработки детали с визуализацией на экране. Эта опция дает возможность провести отладку программы до запуска станка.
Автоматизировано
Для предприятий, выпускающих детали высокой точности и сложной конфигурации, оптимальной считается CAM-система. Она существенно повышает производительность, поскольку автоматически вычисляет траекторию перемещения инструмента, производящего обработку заготовки.
Предприятия, на которых станки с ЧПУ выполняют большое разнообразие технологических операций, также предпочитают оборудование полностью автоматизированное. Потому что временные затраты на написание программ в ручном режиме будут несопоставимыми со временем работы станков. Либо придется существенно увеличивать штат технологов и операторов.
Преимущества автоматизированных систем:
- избавляют технолога или проектировщика от громоздких и длительных математических расчетов;
- на одном и том же базовом языке генерируют УП (G-код) для станков всех типов;
- имеют набор готовых функций, сокращающих время составления программы;
- загрузка готового кода в память станка прямо с ПК технолога.
Важно! CAM-системы могут быть языковыми или графическими. Первые требуют знания определенного языка программирования, вторые ведут диалог с разработчиком в интерактивном режиме и значительно более просты в освоении.
Как составлять программы для станков с ЧПУ?
Чтобы написать программу для оборудования с числовым программным управлением, нужно придерживаться определенных правил:
- деталь рассматривают как геометрическое тело;
- взаимодействие инструмента и заготовки должно учитывать их одновременное перемещение относительно друг друга;
- траектория рабочего инструмента задается его центром;
- инструмент перемещается из одной области в другую, причем эти области могут быть дугами, кривыми, прямыми;
- точки пересечения областей (опорные, или узловые точки) включаются в качестве координат в управляющую программу;
- УП создается покадрово, где каждому кадру соответствует описание.
Чем сложнее деталь, тем больше кадров будет содержать УП.
Модели САПР
Системы автоматического проектирования с появлением ПК стали называть CAD-системами — компьютерного проектирования. Тем не менее аббревиатура САПР прочно закрепилась, и технологи, разработчики, программисты, проектировщики любой софт для проектирования по-прежнему называют САПР.
Основные модели САПР:
- AutoCAD — лидер среди всех систем, программа, позволяющая программировать в 2D и 3D-средах. В AutoCAD можно строить чертежи, трехмерные модели и многое другое. Кроме того, это платформенный софт, то есть не узкоспециализированный, а предназначенный для любых видов проектирования — машиностроительного, автомобильного, дорожного и пр.
- Bricscad — альтернатива предыдущему софту. Включает инструменты вариационного моделирования, поддерживает напрямую формат DWG и BIM-технологии.
- Autodesk Inventor — профессиональная система 3D-проектирования для промышленного производства. Этот софт поддерживает импорт моделей и файлов из других САПР, интегрирован с иными программными средами линейки — 3ds Max, AutoCAD, Revit и другими. Адаптирован для российских стандартов при проектировании, проведении расчетов, моделировании, создании документации. Включает большой набор стандартизированных моделей, функций, параметров и инструментов.
- Компас 3D — отечественный софт для параметрического моделирования. Предназначен для машиностроения, строительства и приборостроения. Полностью поддерживает ЕСКД и ГОСТ.
- РТС Creo — «тяжелая» САПР для параметрического проектирования больших сборок (например, для авиа- или кораблестроения).
- NX — предназначена для моделирования и проектирования сложных изделий, включая многосоставные. Работает практически на любых ОС, поддержка кросс-функциональной многопользовательской команды, продвинутые возможности для промышленного дизайна. Этот софт позволяет даже моделировать поведение мехатронных систем.
- Fusion 360 — облачная САПР, работающая в виртуальной среде. Сохраняет большинство функций десктопного софта, при этом позволяет взаимодействовать пользователям удаленно.
Важно! При выборе ПО следует учитывать задачи, стоящие перед технологом или проектировщиком, объем работы, возможности программы и поддержку ее интегрирования в общую электронную систему производства.
Конвертации файлов
Предприятия, которые используют устаревшее ПО, часто сталкиваются с проблемой открытия файлов, созданных в более свежих версиях софта или программах, расширения файлов которых не поддерживает и не понимает старая программа.
Заменить ПО на новое не всегда возможно: лицензионный софт стоит дорого. А кроме того, современные программы попросту не будут работать на устаревших ПК с ОС Windows XP или 7. Замена же компьютерного парка и вовсе многим предприятиям не по карману.
Поэтому у проектировщиков есть три пути — установить бесплатное ПО, поддерживающее требуемый формат файлов, воспользоваться облачными программами или специальными конвертерами.
Autodesk выпустил программу DWG TrueView, которая не дает просматривать файлы, но конвертирует их в нужный тип. Правда, она занимает много места на жестком диске, зато бесплатная. Альтернативный вариант — DWG Converter. Он не требует установки, позволяет конвертировать как одиночные, так и пакетные файлы
Онлайн-конвертер CAD Exchanger способен трансформировать в нужный формат практически любой тип файлов. При этом следует помнить, что бесплатно в сутки и месяц можно обработать не более 10 файлов.
Типы программного обеспечения
Для обеспечения работы оборудования с числовым программным управлением предусмотрены виды софта:
- CAM — система автоматизированного производства, которая работает с готовыми CAD-проектами;
- CAD — система автоматизированной разработки — ПО для проектирования и создания 3D-объектов на основе определенных параметров;
- CAE — вспомогательный софт, необходимый на предварительном этапе: подготовки проекта, анализа, моделирования, планирования;
- CAD/CAM-пакеты для полнофункциональной разработки и внедрения проекта в модуль ЧПУ.
Для токарных станков с ЧПУ
Лучшие CAD-программы для станков данного типа:
- AutoCAD — полифункциональная проектировочно-чертежная система;
- SolidWorks — ПО для проектирования 2D и 3D объектов любого назначения и сложности;
- Pro/ENGINEER — пакетный софт для решения инженерных и конструкторских задач.
Эти программы дают широкие возможности для проектирования любых деталей — от простых до геометрически сложных.
CAM-софт для формирования управляющей программы:
- SprutCAM — отечественная разработка для формирования УП по токарной обработке любых деталей и изделий;
- Fusion 360 — комплексная система, позволяющая и проектировать и ставить задачи управляющей системе станка;
- EdgeCAM — эффективное ПО, позволяющее формировать УП для токарного станка.
Эти программы трансформируют созданную в CAD-софте модель в понятный для станка код.
Важно! Для экономии можно устанавливать сразу пакетные системы, совмещающие в себе функции CAD/CAM. Например, AutoCAD или «Компас-3D».
Для фрезерных станков с ЧПУ
В зависимости от стоящих перед технологом задач, подбирают ПО для работы с фрезерным станком. Для создания эскизов для плоской резки подойдут:
- CorelDraw — графический редактор для векторных изображений;
- LibreCAD — программа, создающая 2D-чертежи;
- Adobe Illustrator — программа для создания и обработки векторных изображений.
Для работы с 3D-моделями можно использовать тот же софт, что и для токарного станка.
Дополнительно стоит присмотреться к программам:
- MasterCAM — софт для 2D/3D моделирования и формирования управляющих команд для станка;
- ArtCAM — система, работающая с векторной и растровой графикой, позволяет выстроить траекторию движения фрезы для создания рельефных поверхностей;
- Mach3 — программа для управления фрезерным станком на базе ОС Windows, она позволяет создавать пользовательские коды, управлять фрезерованием по шести осям, генерировать G-коды.
Написание программ для станков с ЧПУ
Для создания программы, которая осуществит реализацию инженерной разработки, технолог должен владеть специальным кодом, который схож с C# или Basic. Это специализированный G-code, который способны распознавать управляющие системы станков с числовым программным управлением.
G-коды
G-коды содержат цифровую маркировку от 00 до 97 и каждый из них соответствует определенной операции или настройке станка — от прямолинейных и круговых перемещений, выбора плоскостей, ввода метрических данных до коррекции и контроля скоростей инструментов и двигателей.
Блоки G –кода
Набор команд для станка с ЧПУ объединяют в блоки. Их записывают в одну строку и управляющая система будет считывать их последовательно слева направо. Если строки недостаточно, код будет продолжен в следующей, и машина перейдет к ней.
Примеры блоков:
- G17 G54 G90 — этот блок задает параметры (плоскость, нулевую точку и абсолютные значения);
- G0 X-19 Y-19 — ускоренное перемещение в точку с указанными координатами;
- G1 ХЗ Y3 F600 — линейное перемещение инструмента в точку с указанными координатами и подачей 600 мм/мин.
Операторы и технологи знают G-коды наизусть, поэтому для них не составляет труда быстро формировать нужные программы.
Программ G –кода
Команды даются последовательно и логично, поэтому программа состоит, как правило, из этапов:
- Пуск.
- Загрузка инструмента.
- Включение шпинделя.
- Подача охлаждения.
- Перемещение инструмента в исходное положение.
- Запуск процесса обработки.
- Отключение охлаждения.
- Останов шпинделя.
- Возвращение шпинделя на исходную позицию.
- Завершение программы.
Если обрабатываться будет серия заготовок, то повторяться будут команды со 2 по 9.
Модальные и адресные коды
Модальные необходимы для активации и отключения определенных функций станка, например, охлаждения или запуска шпинделя.
Адресные коды включают координаты по осям для перемещения исполнителя.
Самые распространенные G-коды
Чаще всего оператор или технолог используют коды, которые обозначают наиболее типичные движения:
|
Код |
Команда |
Содержание |
|
G0 |
Быстрое перемещение |
Станок использует обе оси, чтобы максимально быстро доставить инструмент в нужную точку |
|
G1 |
Линейное движение |
Перемещает исполнитель по прямой |
|
G2, 3 |
Дуга по часовой/против часовой стрелки |
Обеспечивает плавное перемещение инструмента к заданным координатам через промежуточные, которые и задают дугу |
|
G17, 18, 19 |
Задание плоскости |
Дает команду станку, в какой из плоскостей совершить дуговое перемещение |
|
G43 |
Компенсация длины инструмента |
Задает длину исполнителя относительно оси Z |
M-коды
Это машинные коды, которые отличаются на разных станках с ЧПУ. Они управляют функциями оборудования (его агрегатов, двигателей и узлов). Например, подача или отключение охлаждения, вращение шпинделя или направление его движения.
Как написать программу ЧПУ станка с нуля?
Для того чтобы составить правильный набор команд, нужно понимать принцип работы оборудования, знать режимы и инструменты резания, допуски и посадки, технологический процесс производства детали, основы программирования в G и M кодах. Последнее — самое простое из того, что нужно знать.
Сам процесс программирования состоит из последовательности действий:
|
Команда |
Этап |
|
Т5/Т0505 |
Вызов исполнителя |
|
G10-G54 |
Значение соответствующего инструмента |
|
G97 S1000 CW/CCW |
Запуск вращения главного шпинделя со скоростью 1000 об/мин по часовой стрелке/против часовой стрелки |
|
М08 |
Запуск охлаждения |
|
G00 X… Y… |
Быстрое перемещение исполнителя в заданные координаты |
|
G02 X… Z… R… |
Работа исполнителя по дуге по часовой стрелке |
|
М30 |
Останов программы |
Важно! Чтобы самостоятельно составлять программы для станков с ЧПУ, недостаточно знать команды, нужно предварительно построить чертеж в координатной сетке, чтобы понимать, куда и зачем будет передвинут режущий инструмент.
Самоучители для начинающих по основам программирования станков с ЧПУ
Научиться собственно программированию несложно. В сети есть много самоучителей для начинающих, вот некоторые из них:
- Пайвин А. С., Чикова О. А. Основы программирования станков с ЧПУ;
- Должиков В. П. Основы программирования и наладки станков с ЧПУ;
- Сосонкин В. Л. Методика программирования станков с ЧПУ на наиболее полном полигоне вспомогательных G-функций;
- Учебное пособие оператора станков с ЧПУ;
- Основы программирования ЧПУ;
- Ловыгин А. А., Теверовский Л. В. Современный станок с ЧПУ и CAD/CAM-система;
- Уроки ЧПУ начинающим;
- Турчин Д. Е. Программирование обработки на станках с ЧПУ.
Эти пособия и онлайн-уроки рассчитаны на начинающих и предназначены для освоения программирования для разных типов станков. Все они включают знакомство с G-кодированием, содержат полное описание и назначение всех команд и помогают разобраться в особенностях выбора инструмента для той или иной операции, задании координат, модальных и адресных кодах.
Программированием ЧПУ овладеть несложно. Обычно этот процесс занимает не больше нескольких недель. Конечно, под руководством опытного наставника процесс пойдет быстрее, но это не всегда осуществимо. Начинать освоение программирования ЧПУ нужно со знакомства с самим оборудованием и технологическими операциями по обработке деталей.
24 августа 2020
180308
Аддитивные технологии на современном уровне развития дают возможность пользователю создавать сложнейшие объекты, практически не вникая в суть техпроцесса. Тем не менее, пользователи 3D-принтеров часто интересуются тем, как работает G-code и как его наиболее эффективно использовать — это помогает глубже погрузиться в процесс и понять все тонкости.
Источник: all3dp.com
Читайте нашу подробную инструкцию о командах G-code, чтобы узнать — что такое G-code для 3D-принтера и как с ним работать.
Читайте также нашу статью о написании джи-кода для станков с ЧПУ.
Содержание
Что такое G-code?
Источник: all3dp.com
G-code — условное наименование языка программирования устройств с числовым программным управлением (ЧПУ) и написанного на этом языке кода. Был создан компанией Electronic Industries Alliance в начале 1960-х. Программа, написанная с использованием G-code, имеет жесткую и последовательную структуру. В отличие от других языков программирования, в G-code нет циклов, функций и логических команд, т.е. оборудование выполняет ровно то, что подготовила программа, либо пользователь ручным набором.
Также важно понимать что все 3D-принтеры , фрезерные станки, CO2-станки и прочее станки ЧПУ работают практически на одном языке. Разница может быть сугубо в “богатстве языка”, т.е. количестве уникальных команд для того или иного типа устройств.
Основные команды языка
Основные команды языка начинаются с буквы G (отсюда и его название), это например:
— перемещение рабочих органов оборудования с заданной скоростью (линейное и круговое,
— выполнение типовых команд (таких, как запуск вентиляторов, нагревателей и т.д.),
— управление параметрами, системами координат ( абсолютное или относительное исчисление).
Также существует большое количество команд, что начинаются с букв M и T, они относятся к вспомогательным и используются в фрезерных станках и фрезерных обрабатывающих центрах.
Каждая строка G-code содержит в себе конкретную команду и набор параметров, характеризующий само действие оборудования. Так, обычное перемещение во время печати может характеризоваться рядом параметров, таких как направление, время работы приводов, для перемещения на заданное расстояние, количество выдавленного пластика, скорость и ускорение.
Если раньше программировать действия станков приходилось вручную, то в наше время существует большое многообразие программ, что могут преобразовать загруженный 3D-объект в код управления, необходимый станку для создания этого объекта.
Для 3D-принтеров применяются программы, называющиеся слайсерами.
Такие слайсеры, как Cura, Simplify3D и множество подобных, помогают автоматизировать процесс написания кода управления, пользователю остается лишь использовать полученный с их помощью код. Возможная ручная корректировка сводится к коррекции одного или двух параметров, или поиску лишней команды. Теперь не требуется писать 100-200 строк кода, достаточно лишь сгенерировать код в слайсере и, если требуется, внести небольшие правки.
Для ручного внесения правок в G-code рекомендуем использовать бесплатную программу NotePad++. С её помощью можно найти вредоносную команду, пометить все её повторения в коде и удалить их.
Подробнее о командах читайте далее, в разделе “Популярные команды G-code”.
На какие принтеры можно загружать G-code?
Большинство популярных принтеров работает на G-code. Поскольку этот код можно генерировать в любых доступных слайсерах, таких как как Simplify3D, Cura, Chitubox, CreatWare, Slic3er, и легко редактировать в обычном блокноте или NotePad++, то пользователи самых доступных 3D-принтеров Anet A8, профессиональных 3D-принтеров Wanhao Duplicator 6 Plus и 3D-принтеров с двумя экструдерами Hercules Strong DUO могут перенастроить работу аппаратов для достижения оптимального результата.
Но бывают случаи, когда оборудование работает на зашифрованном G-code. Как пример — это Zortrax и их Слайсер Z-suite, что генерирует файл в расширении Z-code. Увы, такие файлы уже не открыть блокнотом и NotePad++, а сторонний слайсер с этим принтером использовать нельзя.
Принцип кодировки команд для 3D-принтера
Каждая строка G-кода — это команда, которую выполняет 3D-принтер. Если ваш принтер “делает что-то не так”, а механика его при этом исправна и настроена правильно, скорее всего дело в коде, где-то в него закралась неверная или находящаяся не на своем месте команда.
Рассмотрим типичную команду:
G1 X-9.2 Y-5.42 Z0.5 E0.0377
В этой кодировке содержится следующая информация:
-
G1 — перемещаться по прямой;
-
Координата X — -9,2 мм;
-
Координата Y — -5,42 мм;
-
Координата Z — 0,5 мм;
-
Экструзия — 0,0377 мм.
Как видно на примере, кодировка G-code имеет простой синтаксис. Разобраться в командах может любой пользователь и помнить их все не обязательно — достаточно иметь под рукой список.
Рекомендуем заглянуть в “Энциклопедию Тридэшника” Там можно найти описание и параметры большинства команд.
В каких случаях использовать G-code?
В абсолютном большинстве случаев слайсеры составляют корректный G-code, который обеспечит отличный результат в процессе печати, но существует несколько сценариев, когда оправдана ручная правка G-code.
Случаи, когда целесообразно переписать G-код:
-
Точечные правки — если уже подготовлен для печати файл крупной сложной модели, но имеется ошибка в настройке слайсера и пользователь не может в этом разобраться. Иногда нужно вручную найти лишнюю команду и исправить её.
-
Специальные настройки — выполнение 3D-принтером определенных действий, таких как изменение температуры экструдера в конкретные моменты времени, при печати деликатных/тонких или просто важных областей модели, если слайсер не имеет такого функционала.
-
Решение проблемы — при печати крупной сложной детали могут возникнуть сложности на определенном этапе. Для устранения проблемы можно добавить специальную команду, например — включение или выключение обдува или добавление ряда своих команд.
Популярные команды G-code

Источник: all3dp.com
G28 — вернуться в исходное положение
Эта команда сообщает 3D-принтеру о необходимости вернуться в нулевую точку. С этой команды начинается работа 3D-принтера, а также этой командой заканчивается печать. Печатающая головка перемещается в дальний угол печатной камеры, чтобы пользователь мог легко извлечь деталь.
Пример: G28.
G1 — линейное движение
С этой команды начинается около 95% строк в файле для печати. Команда G1 задает и направление перемещения печатающей головки. В этой же строке может содержаться команда E, которая указывает, сколько филамента (в миллиметрах) необходимо протолкнуть в сопло. Также в строке можно указать команду F, которая задает скорость движения в миллиметрах в минуту.
Пример: G1 X30 E10 F1800 — протолкнуть 10 мм филамента в экструдер, пока печатающая головка перемещается на 30 мм по координате X со скоростью 1800 мм/мин.
G92 — установить текущее положение
Команда задает текущее положение осей. Одно из наиболее распространенных применений команды — это ось E (положение филамента). Если переопределить текущее положение нити, то все будущие команды будут определяться по новому значению. Обычно это делается в начале каждого слоя.
Пример: G92 E0 — установить текущее положение нити в качестве нулевого.
M104 и M109 — температура экструдера
Команды M104 и M109 задают температурные значения в градусах Цельсия (S) для экструдера (экструдеров). При использовании команды M104 3D-принтер может производить другие действия в процессе нагрева. Команда M109 указывает принтеру не предпринимать других действий, пока не будет достигнута заданная температура. При использовании 3D-принтера с двумя экструдерами используются команды T0 для установления температуры правого экструдера и T1 — для левого.
Пример: M104 S190 T0 — начать разогревать правый экструдер до температуры 190 °C.
M140 и M190 — температура рабочего стола
Эти команды указывают на необходимость нагреть рабочий стол до заданной температуры в градусах Цельсия (S). Аналогично примеру выше, команда M140 будет выполняться 3D-принтером одновременно с другими процессами, а команда M190 указывает на необходимость ожидания, пока рабочий стол не будет нагрет до заданной температуры.
Пример: M140 S50 — разогревать рабочий стол до 50 °C.
M106 — скорость вращения кулера
Эта команда задает скорость вращения кулера, который охлаждает изделие. Скорость вращения (S) устанавливается в диапазоне значений от 0 (выключен) до 255 (максимальная скорость).
Пример: M106 S128 — включить кулер на скорости 50%.
Как отредактировать G-code?

Источник: top3dshop.ru
Для редактирования G-code можно использовать различные оффлайн- и онлайн-программы. Рассмотрим основные инструменты.
Notepad++
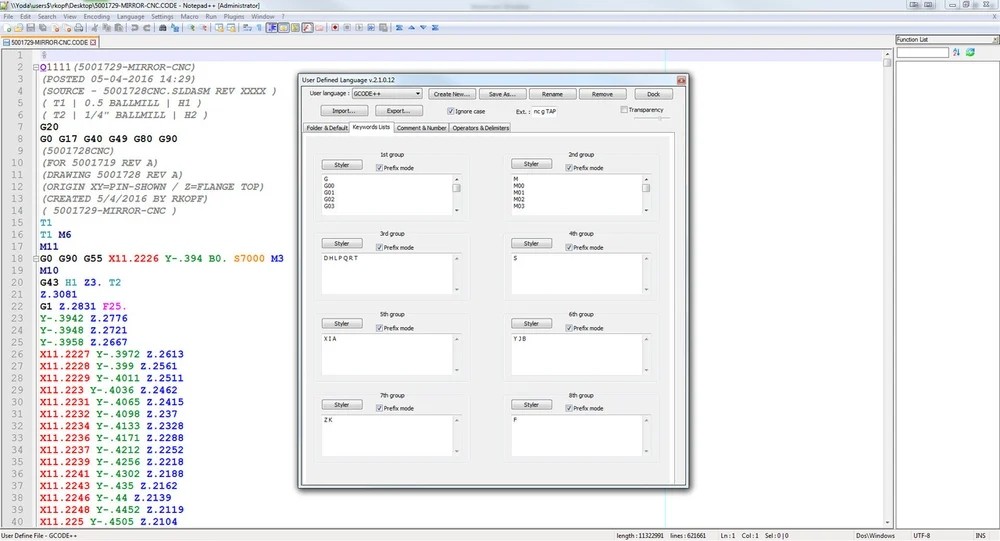
Источник: all3dp.com
Бесплатная программа, в которой можно настроить выделение синтаксиса G-code. ПО доступно для ОС Windows.
gCodeViewer
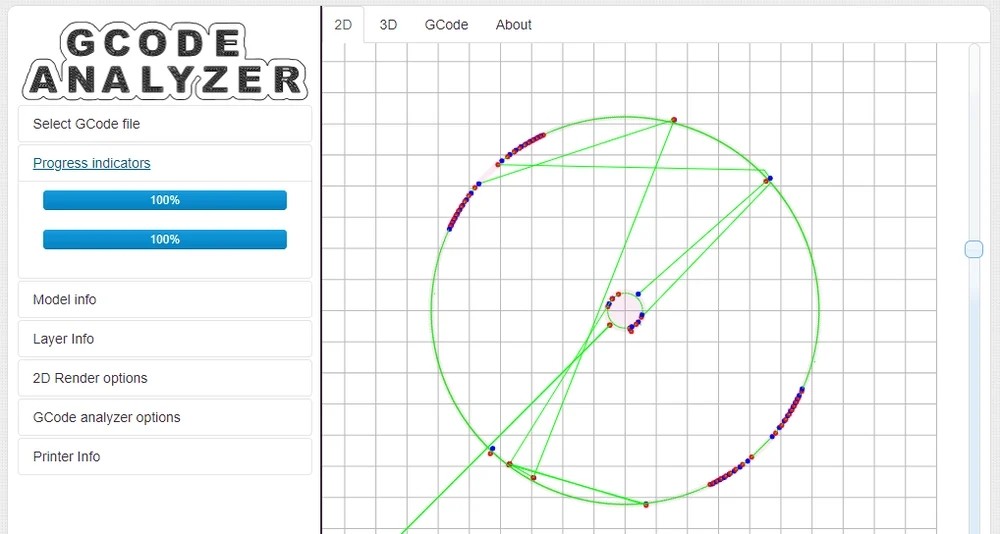
Источник: all3dp.com
Облачное приложение, которое оптимизировано для создания команд для 3D-принтеров. Среди специфических функций — послойный просмотр изделия в 2D-режиме.
Simplify3D

Источник: simplify3d.com
Популярный слайсер, имеет собственный редактор G-code. Пользователю доступно создание автоматических сценариев, например — стандартное выполнение 3D-принтером определенных действий в начале и в конце процесса печати.
Итоги
Использование языка программирования G-code не только насущно необходимо, но и способствует пониманию 3D-печати. Пользователь не обязан следовать рекомендациям производителей филамента или 3D-принтера, чтобы получить идеально напечатанный объект. Экспериментируя с настройками слайсеров и возможностью ручного редактирования команд G-кода, пользователь может получить любой результат, опираясь на собственный опыт работы с различными материалами и свою фантазию.
Узнайте больше о возможностях усовершенствовать ваше производство интеграцией нового оборудования: