Автор:
AlexKaz · Опубликовано: 2 часа назад
Ну да. Компас/APM FEM — это хорошо, но не достаточно для полноценной работы с расчётными случаями сложнее где-то уровня 1950-х гг. Поэтому, например, сабж начал устанавливаться в ВУЗах:
Учитывая ценник коммерческой версии, ничего плохого нет что то юзать, что другое.
Ну а я продолжаю думать, что сегодня OpenSource полноценно конкурирует с обеими софтинами. Для многих задач как хватало FreeCAD + CalculiX, так и продолжает хватать. Ну а OpenRadioss, несмотря на блобы, просто подарок.
SOLIDWORKS 3D CAD

Постпроцессор для SolidCAM – это программный модуль, состоящий из двух файлов *vmid и *gpp, и необходимый для получения качественной управляющей программы для станка с ЧПУ посредством CAM-системы SolidCAM. Постпроцессор модифицирует и преобразует траектории инструмента и управляющие команды станка, которые генерируются в CAM-системе SolidCAM, в управляющие G и M коды конкретного станка с ЧПУ. Постпроцессор разрабатывается при помощи специальных инструментов для разработки постпроцессоров — GPPTool.
Примеры разработанных постпроцессоров для Солидкам
Постпроцессор Hedelius T6 Single
Постпроцессор MAZAK INTEGREX I-200S
Постпроцессор Mazak HCN 6800 II
Постпроцессор Reiden RX10
Постпроцессор MAZAK VCN430 ALC
Постпроцессор DMU65 FD
Постпроцессор DMU50 Eco
Постпроцессор Mazak 35Y
Подробнее о постпроцессоре для SolidCAM
Как было указано в начале статьи, постпроцессор для SolidCAM состоит из двух файлов: *vmid и *gpp, и разрабатывается при помощи специальных инструментов для разработки постпроцессоров — GPPTool. Рассмотрим подробнее назначение каждого из этих файлов.
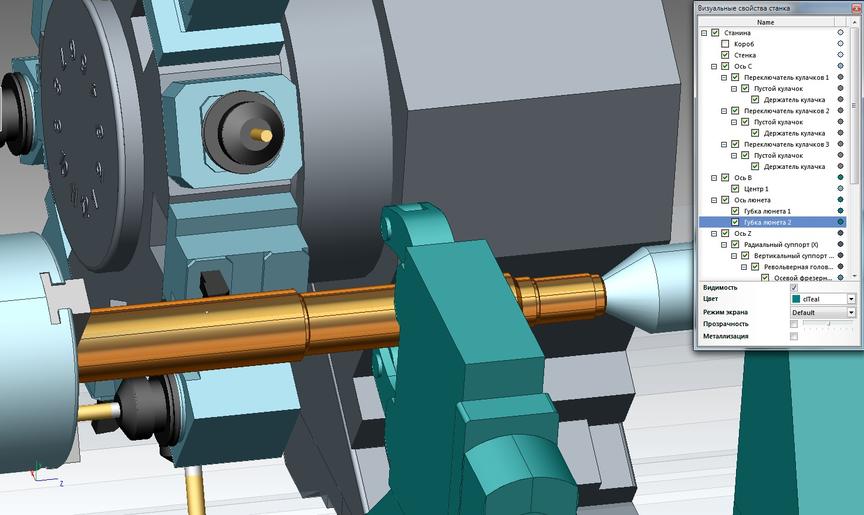
Файл VMID постпроцессора SolidCAM содержит описание кинематики и свойств конкретного станка с ЧПУ, для которого он разработан. VMID расшифровывается как Virtual Machine ID т.е. виртуальный идентификатор станка. В файле VMID указывается следующая информация:
- все линейные и поворотные оси, которые имеет станок,
- устройства связанные с заготовкой (стол, шпиндель),
- устройства, связанные с инструментом (револьверная головка, шпиндель),
- люнет, податчик прутка, задняя бабка,
- прочее нестандартное оборудование станка,
- возможности стойки с ЧПУ станка,
- особенности вывода УП в файл.
Файл GPP постпроцессора SolidCAM содержит полное описание процедур, непосредственно связанных с генерацией G и M кодов в управляющую программу станка с ЧПУ и обеспечивает:
- вывод координат перемещений инструмента на холостых ходах,
- вывод координат перемещений по линейной, круговой, винтовой интерполяции,
- генерацию координат перемещений инструмента на цилиндрической развёртке, в полярной системе координат,
- вывод скорости подачи в различных единицах измерения (мм/об, в мм/мин, 1/мин),
- вывод скорости вращения шпинделя в различных единицах измерения (об/мин, м/мин),
- генерацию циклов сверления, с учётом особенностей конкретной стойки с ЧПУ (Fanuc, Siemens, Heidenhain, Mazatrol и др.),
- генерацию циклов преобразования координат для (3+2) обработки с полной поддержкой особенностей ЧПУ,
- генерацию координат перемещений инструмента для 5-ти координатной обработки в различных режимах (вектора, прямое движение осей, различные виды TCPM),
- синхронизация движения рабочих органов станка с учётом многоканальной обработки,
- вывод M-кодов для различных видов СОЖ,
- вывод вспомогательных M-команд,
- вывод коррекции на радиус инструмента и т.д.
Настройка программы SolidCAM 2021:
Заявка на разработку постпроцессора
Заполните форму обратной связи. Мы ответим Вам в ближайшее время
и предложим эффективное персональное решение для вашего производства.
Нажимая кнопку «Отправить заявку», вы соглашаетесь на обработку ваших персональных данных
Получите бесплатную консультацию от наших специалистов:
![]()
- Комплексные решения
- Обучение
- Постпроцессоры
- Машинные симуляции
- SOLIDWORKS
- SolidCAM
- DCAM
- Camnetics
© ООО «ПроЧПУ»
Все права защищены.
Предложения на сайте, включая, но не ограничиваясь, условия поставки, цены, наличие/отсутствие НДС, не являются публичной офертой.
Компания «ПроЧПУ» —
официальный партнёр SOLIDWORKS, SolidCAM
и DCAM в России.
- Главная
- О компании
- Блог
- Контакты
- Задать вопрос
© ООО «ПроЧПУ»
Все права защищены.
Предложения на сайте, включая, но не ограничиваясь, условия поставки, цены, наличие/отсутствие НДС, не являются публичной офертой.
Что такое постпроцессоры для станков с ЧПУ?
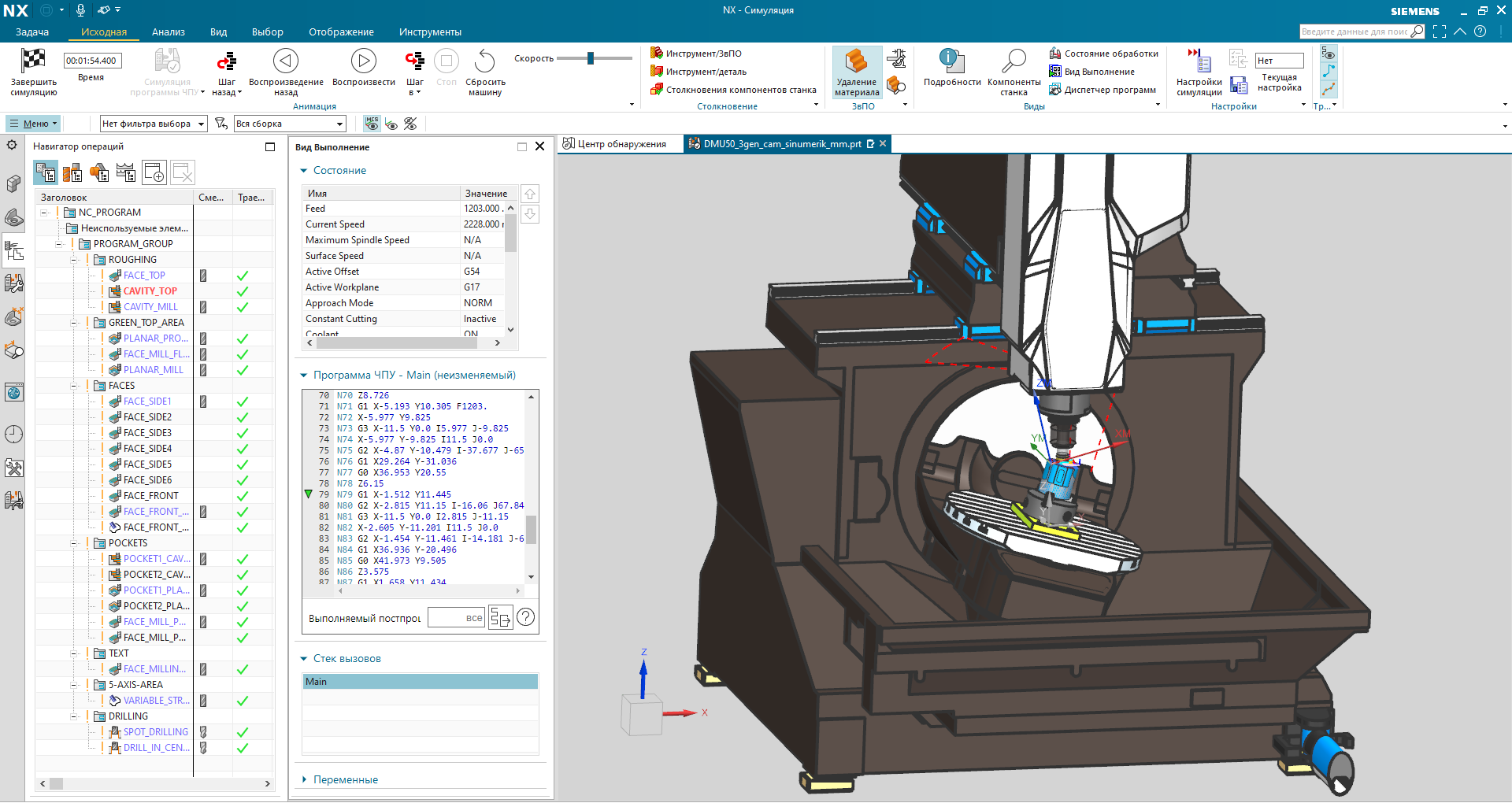
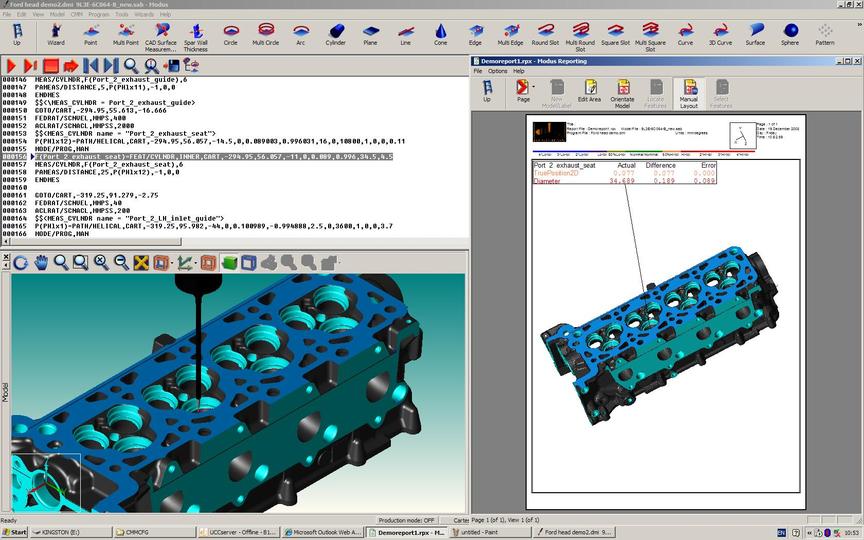
Разберем подробнее определение. CAM-система – специальное промышленное программное обеспечение для разработки проектов обработки деталей или изделий на оборудование с ЧПУ. Данных систем большое множество от различных производителей по всему миру. Инженер в данной системе создает траектории движения и задает команды для оборудования с ЧПУ (Рис. 1).
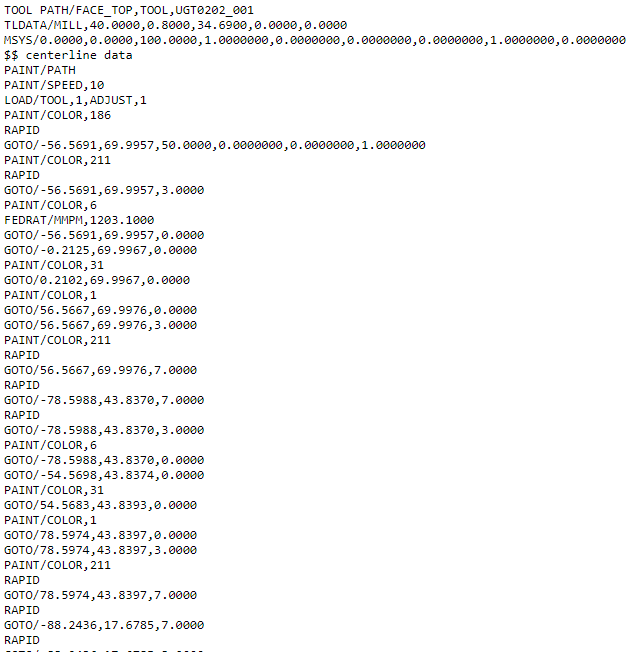
Эти траектории и команды хранятся во внутреннем формате, называемом CLData (Cutter location data) (Рис. 2).
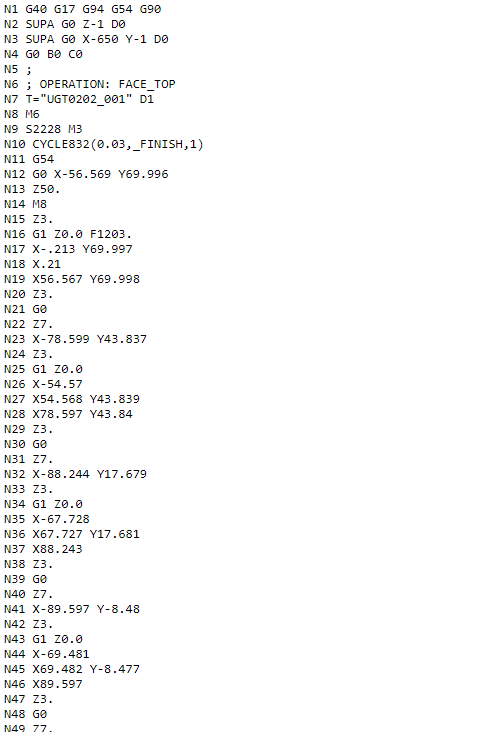
Постпроцессор принимает и обрабатывает строки CLData и преобразует их в управляющую программу (G-код), который понимает система ЧПУ оборудования.
Если по-простому, то постпроцессор – это транслятор данных из CAM-системы в машинный код (G-код) оборудования с ЧПУ.
Зачем нужен данный модуль?
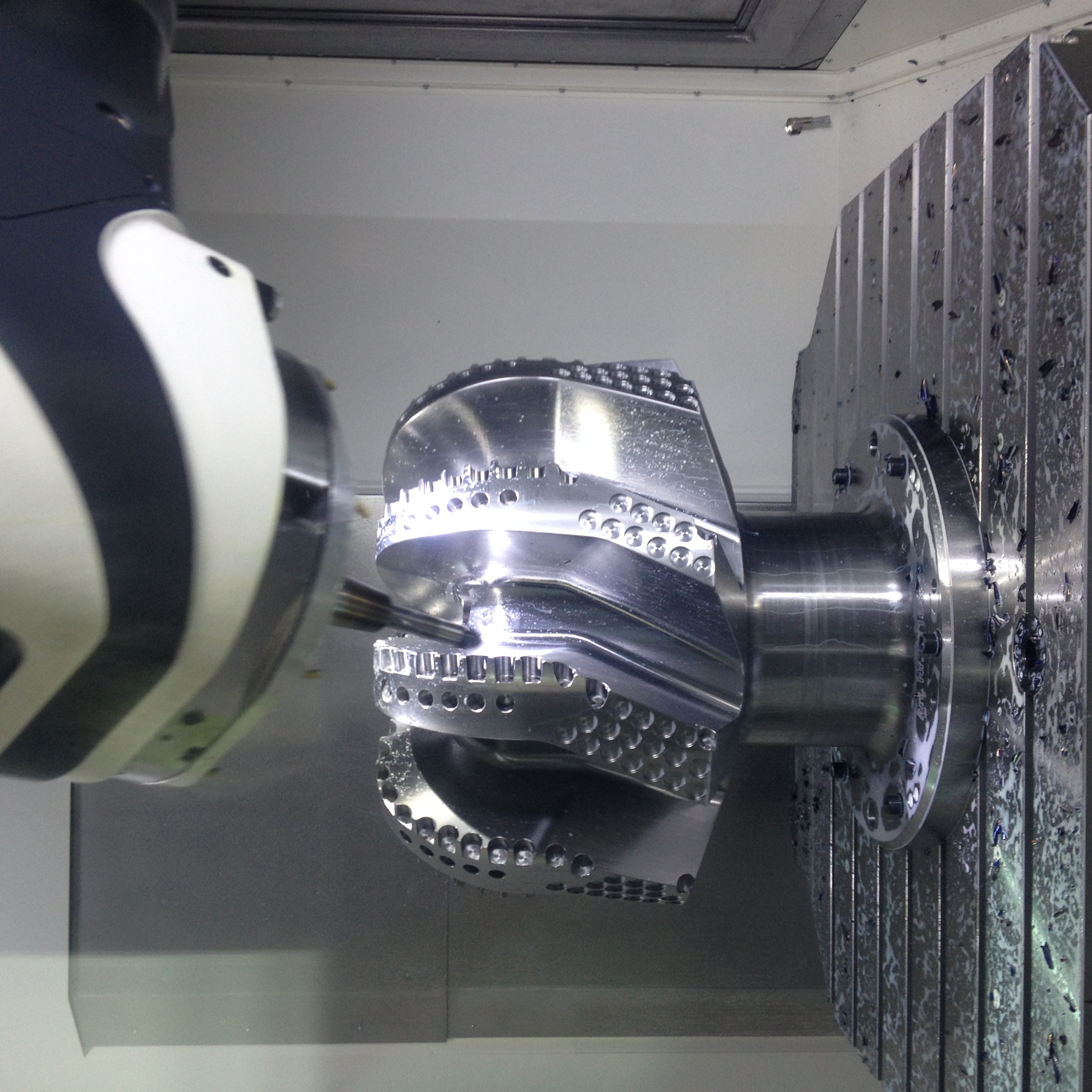
Чтобы лучше понять необходимость и значимость постпроцессора, рассмотрим цепочку действий для обработки детали на станке с ЧПУ (Рис. 3).

В качестве исходных данных использует 3D модель детали, спроектированная в CAD системе инженером-конструктором. Далее в CAM-системе инженер-технолог разрабатывает проект обработки детали на станке с ЧПУ. Затем крайне необходим постпроцессор, он формирует управляющую программу, которую «понимает» оборудование с ЧПУ, преобразовывая внутренний формат записи данных (CLData) в строки G-кода.
Возникает логичный вопрос: «Почему бы не исключить постпроцессор из данной цепочки? Неужели нельзя все привести к единому языку программирования?». Ответ – невозможно. Потому что имеется большое разнообразие систем ЧПУ, которые имеют свой отличный от других формат записи управляющих программ. Также оборудование имеет различные кинематические схемы и ограничения.


Важно понимать, если в постпроцессоре будут допущены ошибки, то управляющая программа будет формироваться неверно, что в лучшем случае приведет к ошибке в системе ЧПУ в ходе выполнения управляющей программы, а в худшем случае к аварийной ситуации и к поломке оборудования. А еще могут возникать скрытые ошибки, которые будут приводить к браку деталей.
Разновидности постпроцессоров
Выше уже упоминалось про большое множество различных систем ЧПУ и еще больше множество различных видов оборудования. CAM-системы так же различны, они хранят данные в различных форматах, имеют различные инструменты для создания постпроцессоров и передачи данных в них. Даже в рамках одного ПО различные версии могут значительно отличаться. Поэтому постпроцессор уникальный модуль для пары версия (или поколение) CAM-системы и конкретная единица оборудования с ЧПУ.
Коснемся немного темы защиты постпроцессоров. Возможно два варианта передачи открытый (исходный) или зашифрованный код исполнительных фалов. Для обывателей не совсем понятно, поэтому поясним. В первом случае передаются файлы, которые вы можете открывать, редактировать, а главное совершенно спокойно передавать и использовать на любом рабочем месте. Во втором случае файлы зашифрованы открывать и вносить изменения не получится, и работать они будут только на определенных рабочих местах. Как правило разработчики постпроцессоров передают зашифрованный код, по многим причинам. Внесение правок непрофессионалами может привести к аварийному столкновению, и виноват будет разработчик. Открытый код очень быстро становится достоянием общественности, ситуация не выгодная как для клиента, так и для исполнителя.
Создание постпроцессора для оборудования с ЧПУ
Стоит сразу отметить, что процесс создания постпроцессора трудоемок, их разработкой занимаются специалисты с высокой квалификацией, которые:
-
Обладают высокой квалификацией в области технологий металлообработки на оборудовании с ЧПУ;
-
Достигли профессионального/экспертного уровня работы в CAM-системе, для которой ведется разработка постпроцессора;
-
Знают принципы работы и основы программирования различных систем ЧПУ (минимум: Siemens Sinumerik 828/840, Fanuc различных моделей) и различного по кинематике технологического оборудования;
-
Знают принципы написания постпроцессоров для определенной CAM-системы, как правило требуются базовые знания и умения написания функций на каком-либо языке программирования (например, tcl/tkl, C# и др.).
Разработка постпроцессора начинается намного раньше, чем технический специалист приступит к работе. Далее рассмотрим основные этапы.
Формирование технического задания
В начале необходимо предоставить исходные данные, как правило исполнитель предоставляет опросный лист, чтобы клиенту было проще. Он прост и содержит минимум вопросов: наименование и краткое описание оборудования с ЧПУ, наименование и версия CAM-системы, квалификация ваших специалистов и другое.
В техническом задание (ТЗ) указывается функциональность постпроцессора. Как клиент может написать хорошее техническое задание, если его специалисты никогда не сталкивались с подобными продуктами? Поэтому над техническим заданием клиент и исполнитель работают совместно. Основные разделы ТЗ могут выглядеть так:
-
Наименование и описание оборудования с ЧПУ
-
Наименование, версия, конфигурация CAM-системы
-
Описание функционала постпроцессора. Например, вывод определенных циклов сверления отверстия и т.д.
-
Требования к инструкции к постпроцессору
-
Требования к передаче постпроцессора
-
Техническая поддержка
Порой прописать все аспекты разработки в техническом задании трудоемкая задача, поэтому допускается обобщение некоторых пунктов. Лучшее – враг хорошего. Поэтому остановитесь на хорошем варианте и переходите к разработке.
Написание текста будущего постпроцессора
В различных CAM-системах как правило имеются собственные инструменты или среды для разработки постпроцессоров. Но перед началом разработки постпроцессора специалист тщательно изучает особенности кинематики и программирования оборудования с ЧПУ. Далее при помощи инструментов CAM-системы и ручного написания функций обработчиков специалист формирует исполнительные файлы постпроцессора.
Отработка на оборудование
Специалист разработал постпроцессор. Необходимо проверить корректность его работы. Для этого создают специальный тестовый проект обработки, который содержит функционал, прописанный в техническом задании. В ходе отработки могут возникать различного рода ошибки, порой очень серьезные и требующие значительного времени для их устранения. Не стоит сразу винить исполнителя в некомпетентности, порой это скрытые особенности ЧПУ систем, которые предугадать невозможно.
Когда тестовый проект отработан и все ошибки исправлены, постпроцессор готов к эксплуатации.
Важное замечание, если оборудование с несложной кинематикой (например, 3-х осевой фрезерный станок) и известной системой ЧПУ (например, Sinumerik 828D), то отработка постпроцессора возможна специалистом в удаленном формате.
Формирование подробной инструкции к применению
Наличие качественной инструкции к постпроцессору крайне важно. Без нее будет сложно или невозможно эксплуатировать постпроцессор, потому что у вас не будет правильного понимания как с ним работать, вам придется путем проб и ошибок изучать принципы его функционирования. Да, можно передать всю информацию на словах, но это очень надежный способ хранения информации, люди склонны к утрате информации или смену работодателей. В инструкции обязательно указывают как добавить постпроцессор в CAM-систему, как работать с различными командами и функциями.
Поддержка и сопровождение в процессе обслуживания
Постпроцессор написан, отработан и предан клиенту. Казалось бы, можно забыть про проект и двигаться дальше. Но любой программный продукт требует минимальной поддержки, потому что предусмотреть всего невозможно и могут возникнуть скрытые ошибки, или в документации будут не описаны какие-либо тонкости работы с постпроцессором, или в ходе эксплуатации приходит понимание что необходимо доработать некоторые функции или команды. Для этого необходим период технической поддержки постпроцессора, который составляет от 3 до 12 месяцев в зависимости от сложности оборудования.

На что обратить внимание при разработке постпроцессоров для станков с ЧПУ: советы специалистов
Первое с чем сталкивается клиент выбор разработчика постпроцессора. Как правило бывает несколько путей. Обратитесь в компанию, которая специализируется на разработке постпроцессоров и имеет хороший опыт работы. Специалисты сразу вам расскажут про все этапы разработки, стоимость и сроки выполнения работ. Покупка готовых решений или привлечение непрофессионалов приведет к длительным простоям и поломке дорогостоящего оборудования.
Предоставьте по возможности как можно больше технической информации о оборудовании разработчику, это поможет быстрее и качественней выполнить работы.
Хорошее техническое задание – залог хорошего результата. Не игнорируйте данный этап, но и не доводите его до стремления описать все.
Относительно простые постпроцессоры можно отработать в удаленном режиме, не стоит тратить ресурсы.
Программные продукты имеют срок эксплуатации как правило от 3 до 10 лет. Их важно поддерживать в актуальной версии. Не забывайте, что, обновив версию CAM-системы, постпроцессоры могут перестать частично функционировать. Не стоит удивляться этому, программные продукты развиваются и их важно обновлять.
Как правило постпроцессоры разрабатываются для «свежих» версий CAM-систем, вышедшим не более 3-5 лет назад. Если у вас более старые версии, то рекомендуем их обновить.
Наша команда имеет богатый опыт разработки постпроцессоров практически под любую систему ЧПУ, оборудование и CAM систему. Просто закажите у нас услугу по разработке постпроцессоров и вы получите максимально качественный, отлаженный постпроцессор в минимально возможные сроки.
Canny80
- Регистрация
- 23.03.2019
- Сообщения
- 3
- Реакции
- 58
- Баллы
- 33
- Город
- Армавир
- Имя
- Григорий
- #1
Накидал и проверил постпроцессор для SolidCam на наш станочек.
-

GRBL.rar
7.2 KB · Просмотры: 616
santas2006
- Регистрация
- 19.11.2018
- Сообщения
- 1
- Реакции
- 0
- Баллы
- 21
- Город
- Москва
- #2
у меня солид требует *.ctl
Samokatoff

- Регистрация
- 04.11.2019
- Сообщения
- 336
- Реакции
- 481
- Баллы
- 138
- Возраст
- 44
- Адрес
- Россия
- Веб-сайт
- forboardgame.ru
- Город
- Москва
- Станок
- CNC 3024
- Плата
- 3.3
- Прошивка
- 1.1f
- #3
Canny80, подскажите, а как в SolidCam дело с базой данных инструмента, применяемого нашим станком?
Есть уже созданная библиотека кукуруз, морковок, штихелей и тому подобных бор-фрез?
Canny80
- Регистрация
- 23.03.2019
- Сообщения
- 3
- Реакции
- 58
- Баллы
- 33
- Город
- Армавир
- Имя
- Григорий
- #4
Да есть маленькая база инструментов. Попозже обязательно выложу.
Tsipa740
- Регистрация
- 02.03.2019
- Сообщения
- 166
- Реакции
- 43
- Баллы
- 48
- Город
- SUNNYVALE
- 04.06.2020
- Последнее редактирование: 04.06.2020
- #5
Последнее редактирование: 04.06.2020
Да есть маленькая база инструментов. Попозже обязательно выложу.
Выложите уж пожалуйста коль обещали. Мне интересно посмотреть «Cutting parameters» на предмет скорости подачи.
Ваши сообщения автоматически объединены: 04.06.2020
Там в 2019 в соливоркс каме появилась галочка G40, которая ломает gcode, я не нашел как её выключать что-то по дефолту и частенько о ней забываю, вы случаем не в курсе как это выключить по умолчанию?

blny
blny
НЕ ТОЛЬКО ЧИТАЕТ
- Регистрация
- 24.01.2020
- Сообщения
- 123
- Реакции
- 141
- Баллы
- 63
- Город
- Москва
- Имя
- Sergey
- Отчество
- Blinov
- Станок
- cnc3018pro (modified)
- Прошивка
- 1.1h
- #6
Выложите уж пожалуйста коль обещали. Мне интересно посмотреть «Cutting parameters» на предмет скорости подачи.
Ваши сообщения автоматически объединены: 04.06.2020
Там в 2019 в соливоркс каме появилась галочка G40, которая ломает gcode, я не нашел как её выключать что-то по дефолту и частенько о ней забываю, вы случаем не в курсе как это выключить по умолчанию?

Там достаточно весело. Насколько я понял, нужно править Technology Database.
Раздел Mill -> Strategies -> Features & Operation.
Выбираем нужную Feature и Strategy (Например Open Pocket/Finish) .. в правом нижнем углу, будет Operation Parameters.. Далее ищем NC — меняем и записываем параметр CNC finish parameters -> CNC compensation
-

Screenshot at 2020-06-17 00-43-09.png
6.9 KB · Просмотры: 118
mksboy

- Регистрация
- 05.06.2019
- Сообщения
- 4
- Реакции
- 4
- Баллы
- 73
- Город
- москва
- Имя
- mksboy87
- Плата
- woodpecker 3.2a
- #7
Вот постпроцессор grbl . Сам пока не проверял
-
grbl_post.zip
14.7 KB · Просмотры: 266
blny
blny
НЕ ТОЛЬКО ЧИТАЕТ
- Регистрация
- 24.01.2020
- Сообщения
- 123
- Реакции
- 141
- Баллы
- 63
- Город
- Москва
- Имя
- Sergey
- Отчество
- Blinov
- Станок
- cnc3018pro (modified)
- Прошивка
- 1.1h
- #8
Есть вопрос..
А как кто решает проблему, отсутствие поддержки в GRBL 1.1f комманд циклов сверления, типа G83 ? Это можно как то подправить в postprocessor ?
blny
blny
НЕ ТОЛЬКО ЧИТАЕТ
- Регистрация
- 24.01.2020
- Сообщения
- 123
- Реакции
- 141
- Баллы
- 63
- Город
- Москва
- Имя
- Sergey
- Отчество
- Blinov
- Станок
- cnc3018pro (modified)
- Прошивка
- 1.1h
- #9
Есть вопрос..
А как кто решает проблему, отсутствие поддержки в GRBL 1.1f комманд циклов сверления, типа G83 ? Это можно как то подправить в postprocessor ?
Отвечу сам себе.. Начиная с 2019 появилась такая возможность
«There is now functions for long code drilling, but what I mean by that is rather than doing a canned cycle like G-81 or G-82 or G-83, they will output your Z-moves, so, Z-plus, Z-minus, Z-plus, Z-minus that type of thing, but now there is little switching the software is go and, uh, adjust that.»
Копать в параметрах TechDB, Feature Hole
-

Screenshot at 2020-07-09 21-44-18.png
785 байт · Просмотры: 123
What
- Регистрация
- 18.07.2020
- Сообщения
- 20
- Реакции
- 2
- Баллы
- 23
- Адрес
- Ukraine
- Веб-сайт
- microchem.net
- Город
- Dnipro
- Имя
- Vyacheslav
- Отчество
- Anatolevich
- Плата
- 3.2
- Прошивка
- 1.1f
- 21.07.2020
- Последнее редактирование: 21.07.2020
- #10
Последнее редактирование: 21.07.2020
к сведению, в SolidCam’е есть встроенный постпроцессор gMill_DMG_Heid426_ISO_3x_eval, он идеально (только нужно удалить последние две строки и самую первую) подходит под GRBL, пользуюсь уже пару лет, все четко. У кого вдруг нет, выложу тут ссылку.
Евгений 55
- Регистрация
- 22.12.2018
- Сообщения
- 265
- Реакции
- 164
- Баллы
- 68
- Возраст
- 30
- Город
- Омск
- Имя
- Евгений
- Отчество
- Александрович
- #11
к сведению, в SolidCam’е есть встроенный постпроцессор gMill_DMG_Heid426_ISO_3x_eval, он идеально (только нужно удалить последние две строки и самую первую) подходит под GRBL, пользуюсь уже пару лет, все четко. У кого вдруг нет, выложу тут ссылку.
а как его установит в солид кам 2017? там расширение файлов требует clt
What
- Регистрация
- 18.07.2020
- Сообщения
- 20
- Реакции
- 2
- Баллы
- 23
- Адрес
- Ukraine
- Веб-сайт
- microchem.net
- Город
- Dnipro
- Имя
- Vyacheslav
- Отчество
- Anatolevich
- Плата
- 3.2
- Прошивка
- 1.1f
- #12
а как его установит в солид кам 2017? там расширение файлов требует clt
На сколько я помню, в 2017 должен быть по умолчанию… Если сможете, попробуйте сделать так:
Открыть папку C:UsersPublicDocumentsSolidCAMSolidCAM20__Gpptool
Содержимое архива распаковать и скопировать в эту папку
Запустить солид, у вас должен появится этот постпроцессор, при выборе

Евгений 55
- Регистрация
- 22.12.2018
- Сообщения
- 265
- Реакции
- 164
- Баллы
- 68
- Возраст
- 30
- Город
- Омск
- Имя
- Евгений
- Отчество
- Александрович
- #13
На сколько я помню, в 2017 должен быть по умолчанию… Если сможете, попробуйте сделать так:
Открыть папку C:UsersPublicDocumentsSolidCAMSolidCAM20__Gpptool
Содержимое архива распаковать и скопировать в эту папку
Запустить солид, у вас должен появится этот постпроцессор, при выборе

а есть у кого рабочий solidcam?
What
- Регистрация
- 18.07.2020
- Сообщения
- 20
- Реакции
- 2
- Баллы
- 23
- Адрес
- Ukraine
- Веб-сайт
- microchem.net
- Город
- Dnipro
- Имя
- Vyacheslav
- Отчество
- Anatolevich
- Плата
- 3.2
- Прошивка
- 1.1f
- #14
а есть у кого рабочий solidcam?
конечно, на торрентах…
Евгений 55
- Регистрация
- 22.12.2018
- Сообщения
- 265
- Реакции
- 164
- Баллы
- 68
- Возраст
- 30
- Город
- Омск
- Имя
- Евгений
- Отчество
- Александрович
- #15
я просто хочу что то попрововать из пакетов к solidworks для создания УП с базой иструментов и более менее с понятным и разборчивым интерфейсом
Современные постпроцессоры для станков с числовым программным управлением позволяют решить несколько важных задач одновременно — эксплуатировать их наиболее эффективно и полностью автоматизировать процесс. Далее попробуем ответить на основные вопросы, возникающие у новичка при изучении этой темы, а также разберемся в процессе разработки и настройки программных модулей.
Что такое постпроцессоры для станков с ЧПУ?
Постпроцессор — это скрипт, который позволяет транслировать информацию в другом формате. Он преобразовывает данные о перемещении инструмента, форме его деталей и технологии обработки в более понятный код для определенной модели оборудования, функционирующего на основе ЧПУ. Технологические команды зашифрованы на языке программирования, что позволяет осуществлять перемещения на конкретном станке. Но постпроцессор — это не простой универсальный конвертор, а индивидуальная программа для каждого станка. Экономить на этапе его разработки не стоит, так как это может обернуться изготовлением бракованных изделий и в конечном итоге привести к поломке всего устройства.
Зачем нужен этот модуль?
Преобразованный файл, содержащий информацию о траектории движения и угле поворота инструмента и технологические команды, называют CLDATA-файлом. Далее в работу вступает постпроцессор, задача которого – транслировать в программу обработки конкретного станка. Такие современные технологии существенно облегчают работу программистов — им необходимо лишь выбрать модуль, соответствующий устройству, а тот возьмет на себя всю дальнейшую работу.

Постпроцессор при создании управляющей программы для станка учитывает кинематику. Обработка деталей предполагает перемещение по координатам, которые обеспечиваются технологическими командами с помощью языка программирования. При производстве подобных скриптов используют CAM-систему.
Основная функция постпроцессора — перекодирование информации из CLDATA-формата в управляющую программу станка. Подобный модуль — это промежуточное звено между CAM-cистемой и устройством.

Разновидности постпроцессоров
Выделяют две разновидности постпроцессоров. Перечислим их:
- Внешние модули — подобный скрипт воспринимает промежуточный входящий файл, который содержит информацию об инструменте. Его создание обеспечивается CAM-cистемой. При этом файл может контактировать исключительно с ней. Такие автономные модули по другому называют «обобщенный постпроцессор».
- Встроенные модули — они запускаются непосредственно через CAM-cистему. Через нее же осуществляется обработка информации управляющей траектории. Благодаря такой функциональности постпроцессор имеет название «родной». Эта разновидность программного модуля работает без промежуточного файла. Заводы, которые применяют в своей работе подобную технику, остро нуждаются в специалистах, способных написать постпроцессор для новых устройств.
Теперь о достоинствах и недостатках каждого постпроцессора. Несомненное преимущество внешнего в том, что он требует настройки всего один раз. Еще один плюс — это то, что в таком случае используется один модуль для всех систем. Благодаря вышеперечисленным характеристикам внешний постпроцессор отличается доступной стоимостью. Но есть и существенный минус — это сложности в перенастройке. Часто внешний постпроцессор достается заказчику в закрытом виде, что делает невозможным редактирование его настроек. Но даже открытый вариант не отличают широкие возможности для изменения функционала.
Если говорить о достоинствах встроенного постпроцессора, то можно выделить основное — этому модулю доступны многие важные параметры и переменные, чего не скажешь о первом варианте. Технологу просто необходимо ввести данные об инструменте или о процессе. При необходимости подобный модуль может использовать корпоративную базу данных и систему PDM, успешно применяя их в процессе технологической обработки. При этом постпроцессор способен одновременно сгенерировать несколько сложных программ и операций.
Как написать постпроцессор для станка с ЧПУ?
Для правильного преобразования информации о геометрических перемещениях, форме деталей и способе обработки в понятный программный код постпроцессор для станка с ЧПУ требует грамотного написания. Экономить на этом не стоит во избежание негативных последствий. Процесс написания постпроцессора состоит из нескольких этапов:
- формирования технического задания;
- написания текста для будущего программного модуля;
- калибровки или отладки;
- тестовых испытаний на станке;
- составления инструкции по применению ПО;
- технической поддержки и дальнейшего сопровождения в процессе эксплуатации.
Формирование ТЗ
На этом этапе для программиста формируется подробный план действий для дальнейшей настройки постпроцессора. Техническое задание в обязательном порядке должно содержать следующие пункты:
- сроки выполнения работ;
- способы оплаты и сроки окончательных расчетов;
- штрафы за некачественно или несвоевременно оказанные услуги;
- детальное описание технических характеристик станка с СПУ с обязательным приложением всей документации;
- описание характера выполняемых работ и ожиданий в области производства конкретных деталей;
- порядок проведения тестовых работ.
Обратите внимание! Для написания постпроцессора для станка с ЧПУ рекомендуем обратиться к профессиональным специализирующимся компаниям. Только опытные программисты-технологи смогут создать оптимальный модуль, подходящий под конкретное устройство. Это позволит своевременно запустить оборудование и снизить риски производства бракованных изделий и поломок.
Написание текста будущего постпроцессора
Специалисты могут в дистанционном режиме написать текст и разработать постпроцессор на имеющееся оборудование. Главное — правильно составить техническое задание. В текст программы будет выводиться вся необходимая информация с учетом особенностей работы ЧПУ и кинематики устройства:
- дата создания управляющего ПО;
- разработчик программы;
- наименование оборудования;
- время обработки детали и проведения каждой отдельной операции;
- наименование проведенной операции;
- параметры и длина пути каждого инструмента;
- технические данные о подаче.

Процесс написания постпроцессора заключается в создании в модуле паспорта станка, файла макрокоманд, макета кадра и файла алгоритмов.
Калибровка
Каждый постпроцессор настраивается для определенного станка с ЧПУ. В этом процессе важно учесть особенности кинематики оборудования: количество осей, геометрическое расположение рабочей зоны, функции контроля координат, способности устройства по выполнению измерений, наличие опции 3D-коррекции.
Постпроцессор — это уникальный программный продукт для каждого устройства. Но для достижения безотказной и отлаженной работы управляющей программы требуется его калибровка. Такая диагностика позволяет своевременно выявить ошибки в настройке управляющей программы и предотвратить последующую некорректную работу. Калибровка производится до того момента, пока все дефекты не будут устранены.
Проверка управляющей программы гарантирует контроль столкновений узлов станка с элементами оснастки, а также предельных значений перемещений по осям.
Испытание на станке
После того как калибровка постпроцессора завершена, можно приступить к следующему этапу настройки. Это испытания на станке с ЧПУ. Подтверждением корректной настройки постпроцессора станет получение качественного тестового образца детали, который соответствует всем заданным параметрам. Если при пробных испытаниях были выявлены неточности в полученных образцах, специалистам придется вернуться к предыдущему этапу настройки.

Работу постпроцессора оценить очень просто — если полученное программное обеспечение не требует ручного вмешательства, правки и доводки, значит все функционирует правильно. Это главный принцип, на который стоит обратить внимание, так как в противном случае можно получить на выходе некачественные изделия. Самый худший исход — поломка самого станка с ЧПУ.
По окончании отладки постпроцессора сторонами подписывается акт выполненных работ о принятии, после чего он передается заказчику для дальнейшей эксплуатации.
Формирование подробной инструкции к применению
Специалисты, которые занимаются настройкой постпроцессоров для станков с ЧПУ, имеют многолетний опыт и разбираются во всех тонкостях процесса. В результате заказчик получает настроенный постпроцессор, который отвечает всем требованиям технического задания. Но для дальнейшей корректной работы каждому пользователю должна быть предоставлена инструкция с подробным поэтапным описанием каждого шага. Следование рекомендациям позволит избежать неполадок в управляющей программе и выхода оборудования из строя.
Поддержка и сопровождение в процессе обслуживания
На любой настроенный постпроцессор распространяется гарантия. В течение этого срока специалисты компании, которая ранее оказывала услуги, обеспечивают техническую поддержку и сопровождают процесс обслуживания. Это существенно снижает риски поломки станка и сбоя в работе управляющей программы. Таким образом, обращение в специализированную компанию для написания постпроцессора — это оптимальный вариант, который позволит сэкономить время на запуске оборудования. Помимо этого заказчик по первому требованию в течение гарантийного срока сможет получать консультации как дистанционно, так и на производстве.
На что обратить внимание при разработке постпроцессоров для станков с ЧПУ: советы специалистов
Конечно, обращение к специалистам при написании постпроцессора — лучший выход. Но существует вариант устранения проблемы собственными силами. Приведем рекомендации специалистов для тех, кто решился на самостоятельное написание:
- Используйте универсальные программы, которые после должной настройки корректно транслируют необходимый поток данных.
- При использовании библиотеки скриптов осуществляйте ручное вмешательство программиста или обученного наладчика.
- На больших предприятиях имеет смысл обучать сотрудников, которые смогут в дальнейшем адаптировать проектирующую часть к требованиям компании.
Таким образом, постпроцессор к станку с ЧПУ — это реальная возможность автоматизировать процесс, а также интегрировать его с другими системами предприятия. При этом правильное написание управляющей программы позволит наиболее быстро обеспечить ввод оборудования для производства продукции.
29 августа 2020
12788
Уважаемые читатели, я рад вновь встретиться с вами! Прежде всего, разрешите поздравить вас с наступившим Новым годом и пожелать трудовых успехов, семейного счастья и… полезных, интересных статей в нашем журнале!
Как видно из названия, сегодня мы продолжим рассказ об использовании SolidCAM — инструмента быстрого и простого создания управляющих программ (УП) для токарных, фрезерных и электроэрозионных станков с ЧПУ. Поскольку «повторенье — мать ученья», прежде всего вспомним пройденный материал. Это позволит освежить в памяти знания, полученные на предыдущем занятии, и напомнить, на чем мы остановились. Полностью с материалами первого занятия можно ознакомиться в журнале CADmaster № 4/2006.
Итак, в прошлый раз мы с вами рассмотрели вопросы ответственности конструкторов за эффективность работы технологических подразделений, рассчитывающих УП для станков с ЧПУ (мне так никто и не смог доказать, что такой ответственности не существует), и необходимости использования размерных допусков при моделировании, а не только при оформлении конструкторской документации. В материалах первого занятия были представлены функциональные возможности Autodesk Inventor по использованию размерных допусков в моделировании. Также, надеюсь, мне удалось убедить заинтересованных читателей в том, что использование интегрированных CAD/CAM-решений в технологических подразделениях более эффективно, чем работа во «всеядных приложениях».
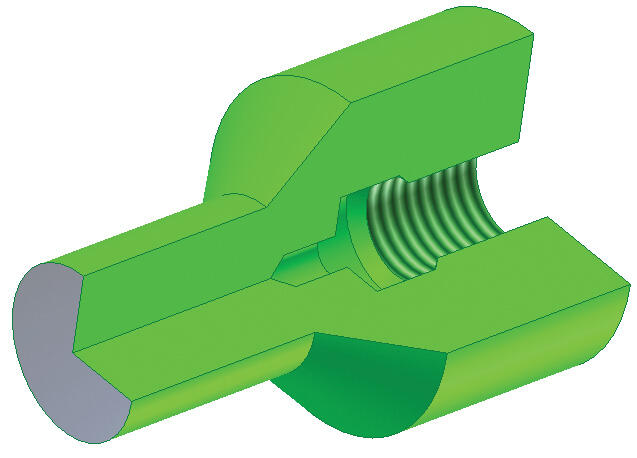
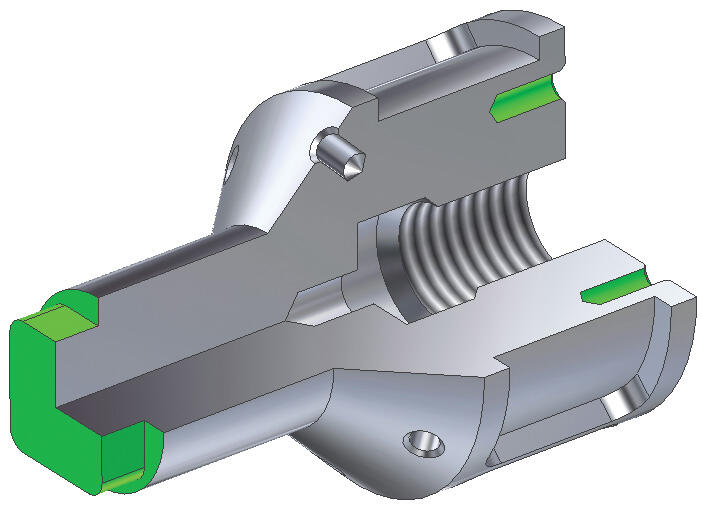
Кроме того, мы научились осуществлять технологическую проработку и использовать двумерные данные (в рассмотренном конкретном случае — DWG-чертеж) (рис. 1) для подготовки процесса токарно-фрезерной обработки детали (рис. 2) на станках с ЧПУ и создали новый проект обработки.
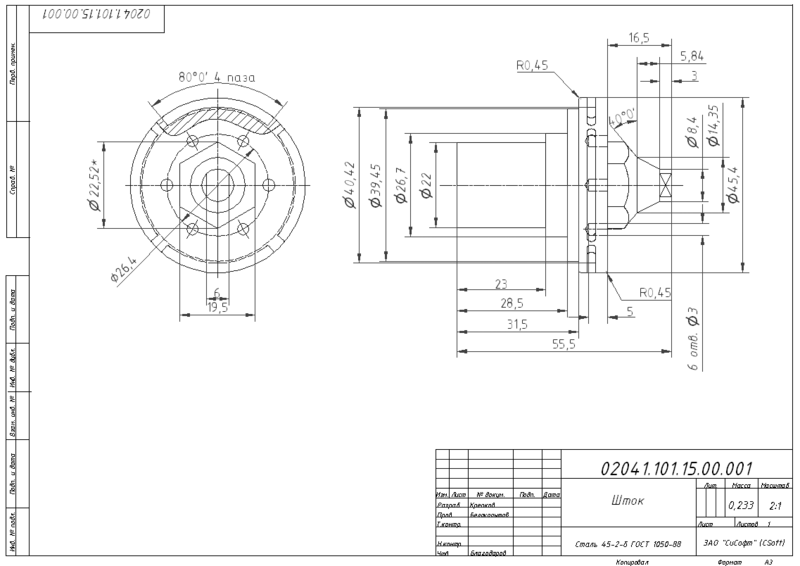
Рис. 1
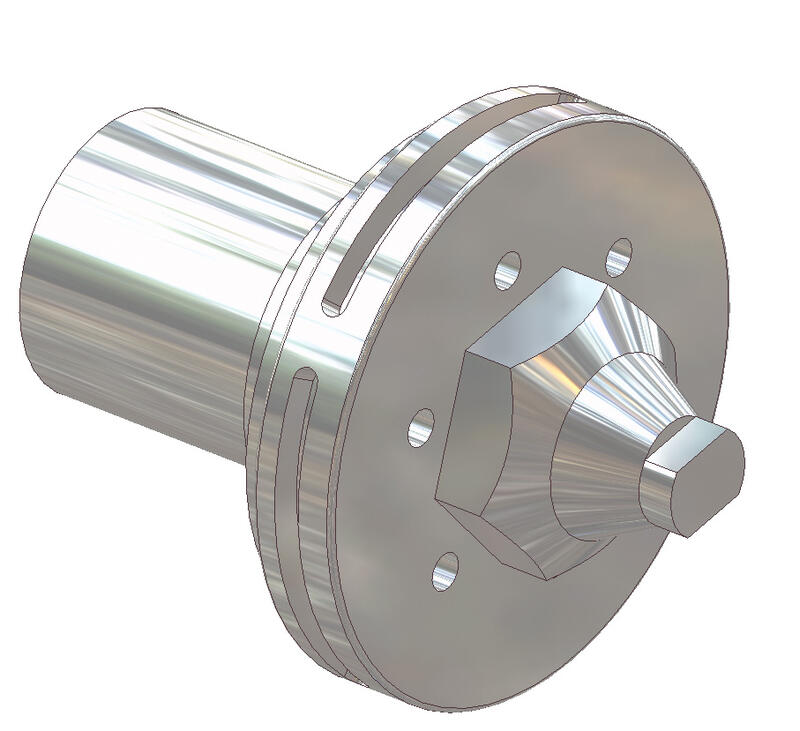
Рис. 2
Со времени первого занятия прошло много месяцев, и за это время компания SolidCAM Ltd. выпустила новую версию своей программы — SolidCAM 2007 R11. С новыми функциональными возможностями, исправлениями и улучшениями, реализованными в этой версии, мы тезисно ознакомимся в конце статьи. А сейчас обратим внимание лишь на то, что немного изменились диалоговые окна создания проекта обработки. В данной версии после выбора команды SolidCAM → Новая → Токарно-Фрезерная выводится окно Новая токарно-фрезерная операция (рис. 3), а после редактирования (если это необходимо) и подтверждения введенных параметров отображается окно Параметры токарно-фрезерной операции: ШТОК (рис. 4).
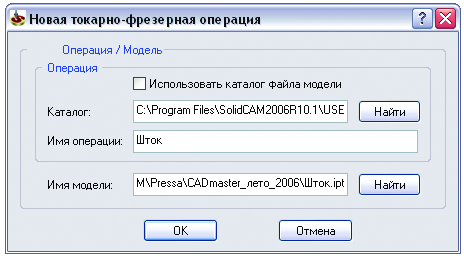
Рис. 3
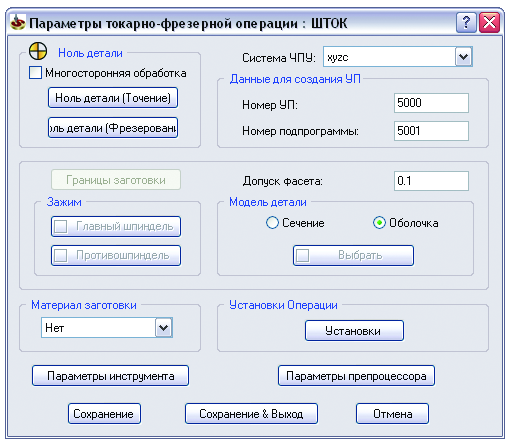
Рис. 4
Рассмотрением этого шага завершилось первое занятие, и теперь мы приступим к созданию процесса обработки. Но прежде хотелось бы сделать краткий обзор возможностей токарно-фрезерной обработки в SolidCAM.
Как уже отмечалось на первом занятии, SolidCAM поддерживает различные типы токарно-фрезерных станков и позволяет создавать единую УП как для токарных, так и для фрезерных переходов.
Токарно-фрезерный модуль SolidCAM поддерживает следующие типы переходов:
-
токарная обработка (точение, сверление, нарезание резьбы, точение канавок/отрезка) (рис. 5);
Рис. 5 -
торцевое фрезерование и сверление (рис. 6);
Рис. 6 -
позиционное фрезерование и сверление (рис. 7);
Рис. 7 -
непрерывное радиальное фрезерование (рис. 8).
Рис. 8
Сегодня мы рассмотрим токарные переходы, необходимые для обработки представленной детали. Как и на первом занятии, для разъяснения некоторых функциональных возможностей я буду ссылаться на содержание файла помощи SolidCAM.
Перед началом выполнения токарных переходов хотелось бы сказать несколько слов об интерфейсе программы. Как уже отмечалось, одной из основных целей этого мастер-класса является устранение «информационного голода» в отношении программного обеспечения SolidCAM. На одном из Internet-форумов (чтобы не делать ему рекламы, адрес не привожу) встречаются такие вопросы: «Кто работает в SolidCAM, подскажите! При запуске SolidCAM выскакивает только SolidCAM Manager. Это, как я понимаю, не основное окно? Тогда как вызвать основное?» Или еще, там же: «После установки SolidCAM в основном меню MDT появилась вкладка SolidCAM. Но в ней всего две строчки: „Открыть SolidCAM Manager“ и „Закрыть SolidCAM Manager“. Может быть, он у меня не настроен?»
Начну отвечать со второго вопроса. Программное обеспечение SolidCAM, интегрируемое под AutoCAD или Autodesk Mechanical Desktop, работает как ARX-приложение. Для его загрузки следует выбрать команду Запустить SolidCAM Manager — и приложение будет загружено. После этого на экране появится рабочее окно SolidCAM Manager.
Что дальше? Для этого следует ответить на первый вопрос, который, как я понимаю, тоже касается SolidCAM для AutoCAD/Autodesk Mechanical Desktop, поскольку загрузка SolidCAM Manager в Autodesk Inventor осуществляется автоматически после ввода основных параметров проекта обработки. Да и сам вопрос возник лишь потому, что многие привыкли после загрузки приложения видеть или большое количество различных меню (и начинают тренировать пальцы, щелкая мышью по многочисленным подменю), или большое количество иконок (соответственно начинают тренировать память, чтобы их запомнить). Всего этого в SolidCAM нет! Чтобы продолжить работу, необходимо выбрать правой клавишей мыши раздел Операции, указать команду Новая и указать необходимый тип обработки. Примером дальнейшей работы в программе SolidCAM могут служить материалы занятий этого мастер-класса.
SolidCAM Manager
Браузер SolidCAM Manager является основным интерфейсом SolidCAM.
SolidCAM Manager расположен в левой части графического окна Autodesk Inventor. В нем отображается полная информация о проекте обработки детали.
Браузер SolidCAM Manager включает следующие поля (рис. 9):
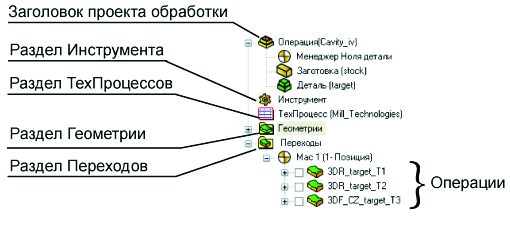
Рис. 9
- Операция — отображает имя текущего проекта. При нажатии правой клавиши мыши на этом разделе появляется меню, позволяющее управлять проектом обработки;
- Инструмент — отображает имя текущей таблицы инструмента. При нажатии правой клавиши мыши на этом разделе появляется меню управления таблицами инструментов;
- ТехПроцесс — отображает имя активного техпроцесса. При нажатии правой клавиши мыши на этом разделе появляется меню управления таблицами техпроцессов;
- Геометрии — отображает все ранее определенные, но не используемые в переходах геометрические данные. Чтобы просмотреть список этих геометрий, нажмите «+» слева от раздела;
- Переходы — отображает все переходы. При нажатии правой клавиши мыши на этом разделе появляется меню управления переходами обработки. Для отображения меню управления каждым переходом выберите переход и нажмите правую клавишу мыши.
SolidCAM позволяет отображать траекторию инструмента для каждого перехода непосредственно из браузера SolidCAM Manager. Для отображения траектории обработки достаточно поставить маркер рядом с именем перехода в браузере. Для отображенной траектории применимы все операции просмотра Autodesk Inventor.
Перед выполнением проекта обработки введем некоторые условные обозначения: ПрКМ — правая клавиша мыши, ЛКМ — левая клавиша мыши, SCM — SolidCAM Manager.
Для любой механообработки требуется режущий инструмент. В SolidCAM инструмент может быть определен непосредственно в окне перехода обработки. Но в последнее время на многих предприятиях для конкретного станка приобретается свой набор инструмента. Чтобы технологи-программисты при работе использовали инструмент только из этого набора, в SolidCAM предусмотрена возможность выбора инструмента из ранее подготовленных таблиц. Такие таблицы инструментов в каждом конкретном случае пользователь создает самостоятельно.
Шаг 1
Для использования таблицы инструмента необходимо подключить ее в проект обработки. Для этого в SCM выбирается ПрКМ раздел Инструмент → Установить текущую таблицу инструментов, а затем — тип обработки (в нашем случае — Токарно-фрезерная…) (рис. 10) и ЛКМ указывается требуемая таблица инструмента. Таблицы инструментов выбираются из каталога, приведенного в настройках SolidCAM. Чтобы автоматизировать процесс выбора таблицы инструмента для конкретного станка, можно выполнить соответствующую настройку в MAC-файле постпроцессора.
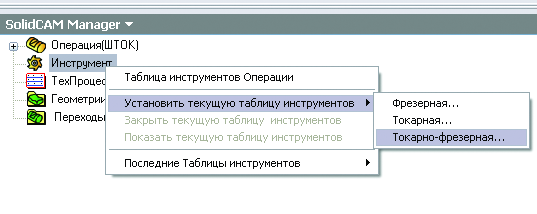
Рис. 10
Если нет желания и необходимости предварительно настраивать таблицу инструмента, этот шаг можно не выполнять!
Таблицы инструментов
Библиотеки инструментов могут быть структурированы по применению в станке, обрабатываемым материалам или по любому другому индивидуальному критерию. При задании переходов обработки вы можете загрузить инструмент и все его параметры, при этом величины подачи и скорости вращения будут автоматически скопированы в переход.
Таблица инструментов — это библиотека инструментов, содержащая все доступные инструменты для применения в данном проекте обработки. Таблица инструментов операции хранится внутри проекта обработки.
Если при создании нового проекта обработки вы хотите автоматически скопировать содержимое конкретной библиотеки инструментов в Таблицу инструментов операции, в MAC-файле станка необходимо установить параметр tool_table_name = name, где name — имя файла таблицы без расширения (например, для таблицы TOPPER_TB.TAB этот параметр должен быть задан следующим образом: tool_table_name = TOPPER_TB).
После задания таблицы инструмента можно приступить к выполнению токарных переходов.
Как уже отмечалось выше, в SolidCAM нет ни падающего меню, ни панелей рабочих иконок, за исключением панели CAM-виды, предназначенной для ориентации геометрических данных на экране в стандартных видах технологической системы координат.
Для создания токарного перехода Точение в SCM выбирается ПрКМ раздел Переходы, а затем — Добавить токарный переход → Точение (рис. 11).
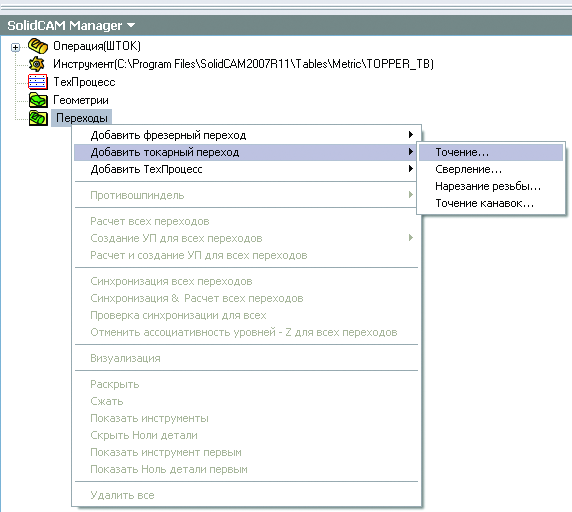
Рис. 11
На экране отобразится диалоговое окно Переход точения (рис. 12).
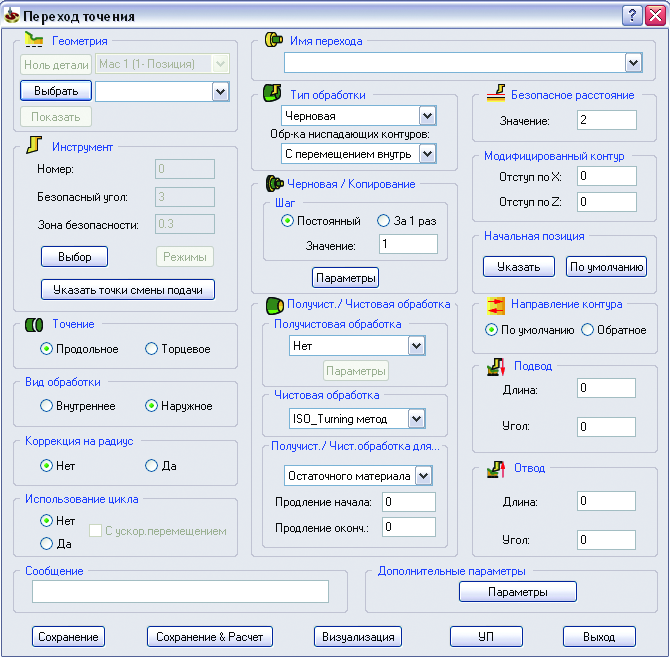
Рис. 12
В который раз хочется отметить простоту и дружелюбность интерфейса SolidCAM, который не только позволяет максимально упростить и ускорить процесс освоения программы, но и обеспечивает пользователей широкими возможностями создания оптимального процесса обработки. При отладке маршрута обработки для редактирования доступны и цифровые значения технологических параметров, и «идеология» перехода (виды, типы, стратегии), поскольку все это размещено в одном окне.
Переход точения
С помощью этого перехода вы можете осуществлять черновую, получистовую или чистовую обработку как внешних, так и внутренних поверхностей, выполнять как продольное, так и торцевое точение. При создании результирующей траектории обработки можно использовать токарные циклы, поддерживаемые станком, либо сгенерировать все перемещения инструмента отдельными кадрами в УП.
Все диалоговые окна в программе SolidCAM содержат технологические параметры, специализированные для конкретного перехода, а также несколько общих параметров, два из которых являются обязательными для определения (Геометрия и Инструмент).
Шаг 3
Для определения обрабатываемой геометрии в данном переходе выбирается ЛКМ команда Выбрать в рабочей зоне Геометрия.
Как уже отмечалось на первом занятии, для подготовки и расчета траектории токарной обработки во всех технологических системах используется только двумерная геометрия. О том, как получить такую геометрию, рассказывалось выше.
Обработка выполняется по геометрическим элементам (рис. 13), которые выбираются с использованием опций окна Редактор геометрий. Более подробно останавливаться на этом мы не будем, поскольку цель нашего мастер-класса — лишь ознакомление с общими, а также с неочевидными, но очень важными приемами работы в SolidCAM для Autodesk Inventor. Печать же на страницах журнала всего файла помощи SolidCAM в мои задачи не входит ☺.
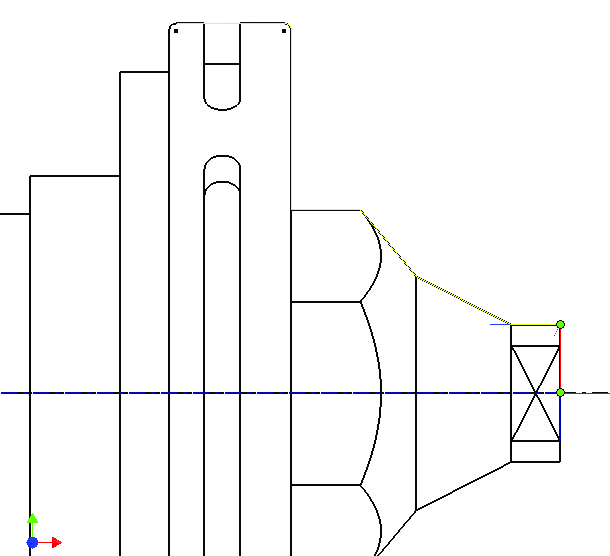
Рис. 13
Обратите внимание: прежде чем выбрать команды Принять и Завершить, необходимо задать величины Продления контура (Длина старта и Длина окончания). Эти параметры позволяют удлинить по касательной первый и последний элементы выбранной геометрии, что обеспечит оптимальное начало и завершение обработки контура.
Шаг 4
Для определения обрабатывающего инструмента выбирается ЛКМ команда Выбор в рабочей зоне Инструмент. В диалоговом окне Выбор инструментов в переход задается необходимый инструмент. Для этого можно использовать команду Добавить токарный (с последующим определением типа и заданием геометрических параметров инструмента), или команду Импорт для выбора инструмента из таблицы. В нашем случае инструмент выбирается из таблицы инструмента, установленной на первом шаге как текущая таблица операции (рис. 14).
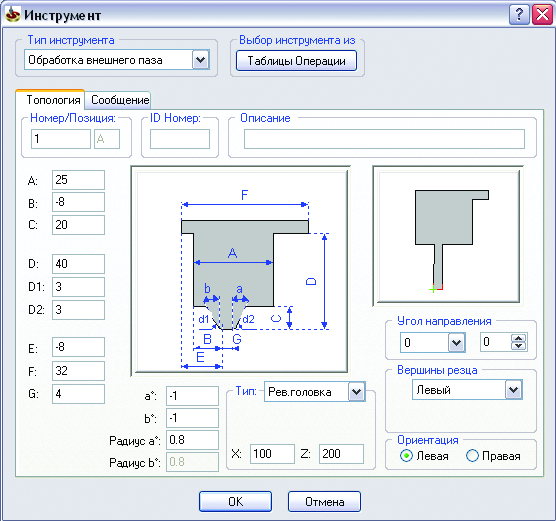
Рис. 14
Шаг 5
Для определения режимов резания выбирается ЛКМ команда Режимы в рабочей зоне Инструмент. На первом занятии рассказывалось, что в SolidCAM предусмотрена возможность настройки таблицы режимов по умолчанию, обеспечивающей автоматическое заполнение полей режимов резания в переходах фрезерной обработки. Кроме того, можно настроить режимы резания и для токарной обработки. Эти режимы задаются в разделе Размерность таблицы описания инструмента (рис. 15).
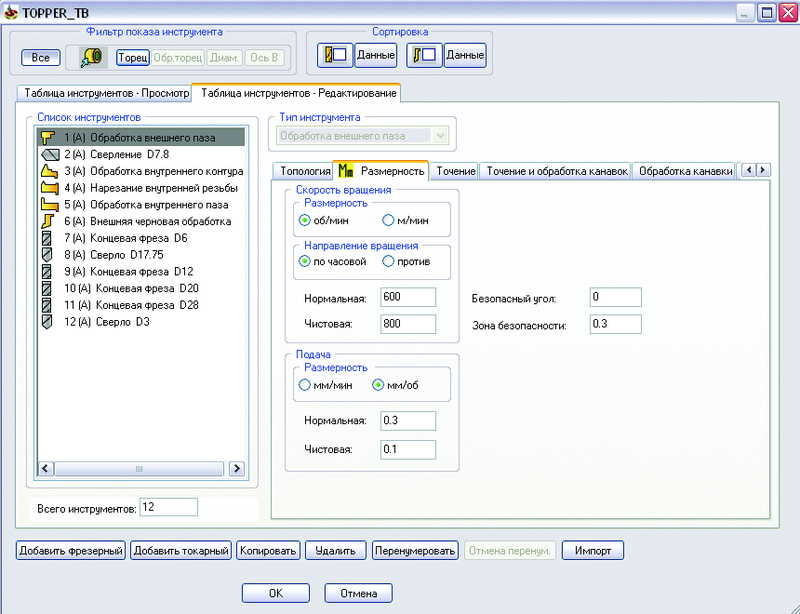
Рис. 15
Шаг 6
Для выбора типа и стратегии обработки используются рабочие зоны технологических параметров диалогового окна Переход точения.
Переход точения
Для предотвращения столкновения с обрабатываемым материалом геометрия обработки автоматически корректируется программой с учетом геометрии инструмента и значений параметров Безопасное расстояние, Безопасный угол и Зона безопасности.
Безопасное расстояние влияет на начальное и конечное положение инструмента в начале и конце перехода и определяет длину продления каждого прохода траектории инструмента за пределы материала (рис. 16).
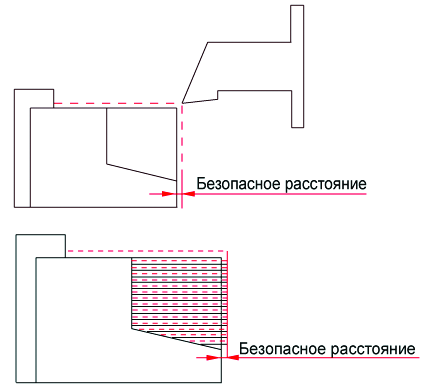
Рис. 16
Безопасный угол корректирует траекторию обработки с учетом угла между материалом и режущей кромкой инструмента для предотвращения соприкосновения нережущих кромок инструмента с материалом (рис. 17).
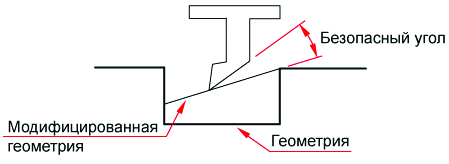
Рис. 17
Зона безопасности корректирует траекторию обработки с учетом безопасного расстояния между всеми нережущими кромками инструмента и материалом (рис. 18).
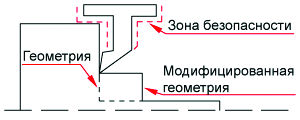
Рис. 18
Типы обработки (окно Переход точения)
Черновая
Использовать цикл = ДА (рис. 19)
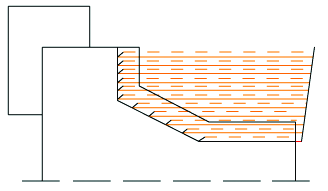
Рис. 19
Использовать цикл = НЕТ (рис. 20)
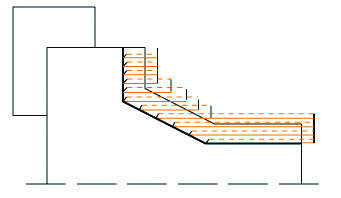
Рис. 20
(Применять ли токарные циклы в своей работе, каждый решает сам. Использование цикла существенно уменьшает количество строк УП, но увеличивает время обработки, поскольку состояние модели заготовки при этом не учитывается — А.Б.).
С перемещением внутрь (рис. 21)
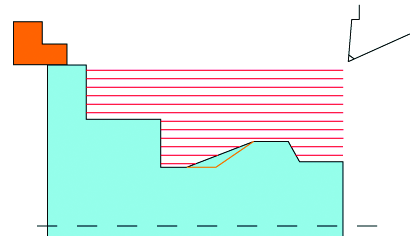
Рис. 21
Без перемещения внутрь (рис. 22)
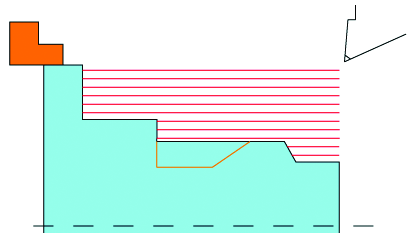
Рис. 22
Копирование
Отступ (рис. 23)
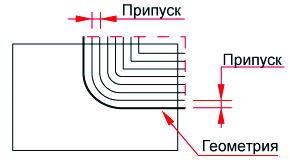
Рис. 23
XZ (рис. 24)
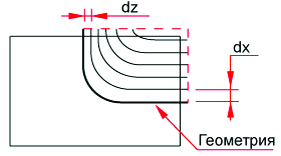
Рис. 24
XZ_граница (рис. 25)
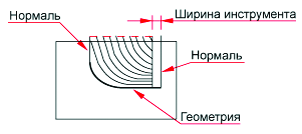
Рис. 25
С перемещением внутрь (рис. 26)
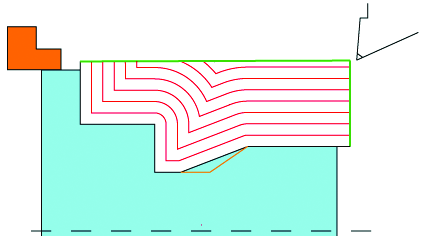
Рис. 26
Без перемещения внутрь (рис. 27)
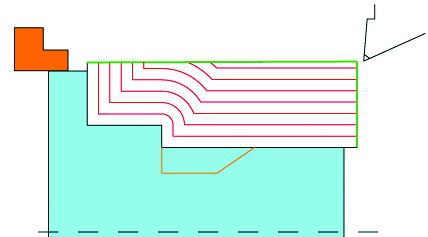
Рис. 27
Контур
С этим типом, используемым для завершающей токарной обработки детали, могут выполняться только переходы Получистовой и Чистовой обработки.
С перемещением внутрь (рис. 28)
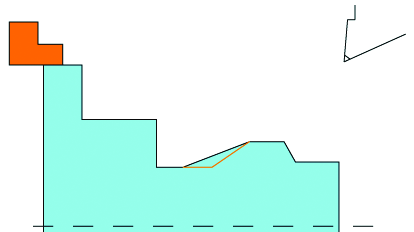
Рис. 28
Без перемещения внутрь (рис. 29)
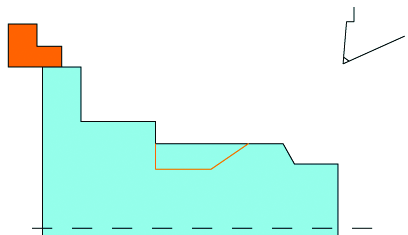
Рис. 29
Нет (рис. 30)
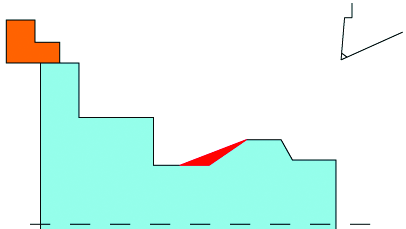
Рис. 30
При выборе опции Нет SolidCAM обрабатывает элементы контура без учета геометрии инструмента. Эта опция отключает все встроенные в SolidCAM функции безопасности обработки при создании УП. Возможные зоны зарезов выделены красным цветом.
После ввода всех необходимых технологических параметров ЛКМ выбирается команда Сохранение&Расчет. Завершение перехода осуществляется командой Выход.
Шаг 7
Для продолжения обработки детали следует повторить переход точения с помощью того же инструмента и с теми же технологическими параметрами. При этом выполнять новый переход не требуется! В SolidCAM 2007 R11 появилась возможность копировать и вставлять переходы, используя SCM (рис. 31). Не правда ли, напоминает обычный проводник Windows? В технологическом приложении (!) для работы с технологическими переходами (!) используются те же функции редактирования, что и с файлами в проводнике Windows!
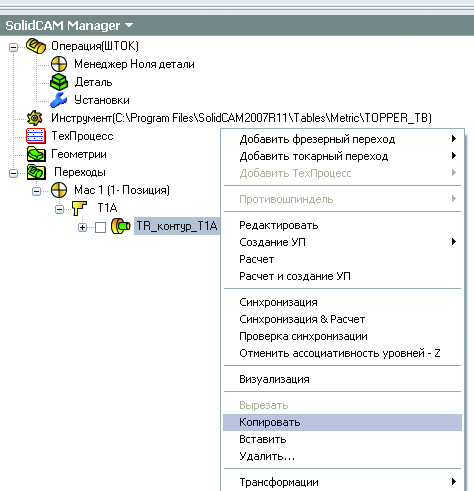
Рис. 31
В скопированном переходе остается лишь выполнить новый выбор геометрических элементов для обработки — и он полностью готов! Для определения новых геометрических элементов требуется отредактировать переход. Чтобы начать редактирование, следует дважды щелкнуть на нем ЛКМ или, нажав ПрКМ, выбрать команду Редактировать.
Для определения новой геометрии (рис. 32) надо удалить в поле Геометрия имя ранее созданной геометрии и задать команду Выбрать. Вновь обращаю ваше внимание на необходимость задания величины Продления контура. В нашем случае параметр Длины окончания будет определять зону перебега границы обработки после первого перехода.
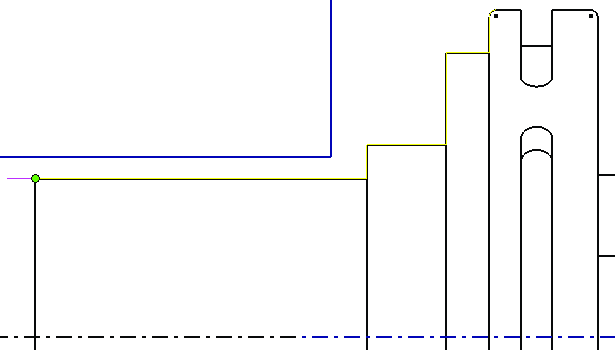
Рис. 32
Для отображения полученных результатов обработки в программе SolidCAM предусмотрены различные возможности визуализации и проверки траектории обработки. Более подробно эти возможности мы рассмотрим на следующих занятиях, а сейчас в SCM выберем ПрКМ раздел Переходы и команду Визуализация. В появившемся диалоговом окне будут представлены различные режимы просмотра. На рисунке 33 представлен результат в режиме Визуализация точения, а на рисунке 34 — в режиме Solid Verify.
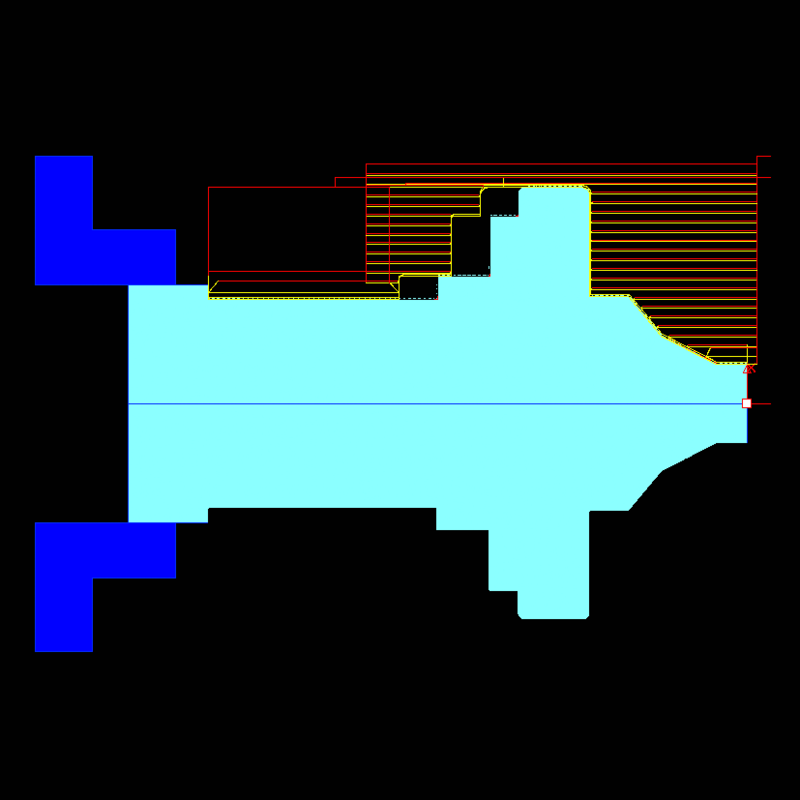
Рис. 33

Рис. 34
На этом завершается наше второе занятие в заочном мастер-классе. Следующее занятие будет посвящено вопросам, связанным с выполнением фрезерных переходов для обработки предложенной детали, а также токарному переходу отрезки детали, который пока остался нерассмотренным.
Предлагаю вам, уважаемые читатели, ознакомиться с некоторыми результатами работы компании SolidCAM Ltd. за 2006 год:
- выпущено несколько версий программы SolidCAM (пользователи, имеющие годовую подписку, получили их незамедлительно);
- компания Autodesk Inc. сертифицировала программу SolidCAM 2006 R10 под Autodesk Inventor 11;
- компания CIMdata третий год подряд назвала SolidCAM Ltd. «самой быстроразвивающейся компанией-разработчиком CAM-приложений» («NC Software and Related Services. Market Assessment», version 15, May 2006).
И, наконец, обещанное в начале статьи. В декабре 2006 года была выпущена версия SolidCAM 2007 R11. Поскольку рамки журнальной публикации не позволяют подробно описать все новые возможности и усовершенствования этой версии, по уже сложившейся традиции расскажу о них тезисно (более подробную информацию можно получить по адресу www.csoft.ru/catalog/soft):
- появилась возможность использовать один сетевой ключ электронной защиты для различных конфигураций рабочих мест и управлять распределением лицензий;
- добавлены функции SolidCAM Manager для работы с переходами Подавлять/Восстанавливать, Вырезать/Копировать/Вставлять;
- в настройках постпроцессора увеличено число возможных параметров операции и переходов, вводимых пользователем;
- появилась возможность управлять отображением технологических систем координат проекта обработки;
- добавлен новый стандартный инструмент — Развертка;
- появилась возможность копировать ранее определенные геометрические данные и выполнять булевые операции с ними (Объединение, Пересечение, Вычитание) для задания новых геометрических данных;
- добавлена функция автоматического определения контролируемых поверхностей, прилегающих к обрабатываемым поверхностям;
- появился специализированный модуль «SolidCAM HSM» для подготовки УП высокоскоростной фрезерной обработки;
- добавлен новый переход — Резьбофрезерование;
- в токарных переходах добавлен параметр Модифицированный контур, обеспечивающий сохранение заданных припусков для обработки дополнительными переходами;
- в токарном переходе Точение канавок добавлена опция сглаживания гребешков во время обработки;
- в переходах эрозионной обработки изменены параметры Подвод и Отвод; вместо параметра Нет по умолчанию установлен параметр По нормали;
- в модуле «Автоматическое распознавание отверстий» добавлены новый геометрический элемент «Развертываемый сегмент» и технология его обработки;
- добавлен новый режим визуализации фрезерной обработки Rapid Verify с возможностью настройки скорости и качества отображения.
Поскольку после первого занятия откликов и пожеланий, касающихся методики подачи и полноты представленных материалов, было не так много, в этой статье я сохранил стиль изложения. Буду признателен читателям за присланные отзывы.
Пользуясь случаем, приглашаю вас посетить наши весенние семинары, посвященные практическому использованию программного обеспечения, предлагаемого компанией CSoft. О сроках проведения, условиях участия и регистрации всегда можно узнать в разделе «События» на нашем Internet-сайте www.csoft.ru/actions.
#1
![]()
OFFLINE
Отправлено 06 Июль 2013 — 19:49
Ребята у кого есть пост процессор для SolidCam под DSP контроллер, со стандартными замучился переправлять файл в ручную!
-
0
- Наверх
#2
![]()
OFFLINE
cherokezz
cherokezz
- Пол:Мужчина
- Интересы:фрезер-гравер,проектирование,графика, 3D
- Из:Ставрополь
Отправлено 14 Ноябрь 2013 — 00:15
Подскажите есть ли в бесплатно доступе постпроцессор под Мультикам 3000-5000?
-
0
- Наверх
#3
![]()
OFFLINE
Мишка новичёк
Мишка новичёк
-
- Пользователи
-
- 1 сообщений
Абитуриент


- Из:Херсон
Отправлено 05 Декабрь 2013 — 01:19
Всем драсте!! У меня тоже такая причина… А тая я использую либо Fanuk либо MACK3 — но только пока нашёл одну загвоздку при сверлении станок быстро всверливаеца и потом медленно выходит… а так вроде ни чё.
-
0
- Наверх
#4
![]()
OFFLINE
serg_chem
Отправлено 16 Декабрь 2013 — 19:51
Это стандартный набор, работает DSP работает из под фанука, но алгоритм перемещения туповат. На других стойках режет по другому, но они не совместимы по коду.
Подскажите есть ли в бесплатно доступе постпроцессор под Мультикам 3000-5000?
Под мултикам встречал
-
0
- Наверх
#5
![]()
OFFLINE
cherokezz
cherokezz
- Пол:Мужчина
- Интересы:фрезер-гравер,проектирование,графика, 3D
- Из:Ставрополь
Отправлено 17 Декабрь 2013 — 10:50
Под мултикам встречал
а где если не секрет?
-
0
- Наверх
#6
![]()
OFFLINE
sennik53
sennik53
- Пол:Мужчина
- Интересы:SolidCAM Solid Works HSMWORKS Компас
- Из:Чел.область
Отправлено 25 Январь 2014 — 20:02
Даю парочку постов для mach3. Их не пользовал, так нет в наличии mach3.
Прикрепленные файлы
Сообщение отредактировал sennik53: 25 Январь 2014 — 20:03
-
0
- Наверх
#7
![]()
OFFLINE
serg_chem
Отправлено 27 Январь 2014 — 15:53
Спасибо, попробую, т.к. фануковский подглючивает, да и еще не каждый идет. Из последнего солидкама не подходит, заливал из старого.
-
0
- Наверх
#8
![]()
OFFLINE
egor007kz
egor007kz
- Из:Усть-Каменогрск
Отправлено 16 Апрель 2014 — 16:05
Здравствуйте такой вопрос. станок Haufer HF 1224AT3 под nc studio, хочу код делать в SolidCam, какой постпроцессор использовать посоветуете? Необходимо модели делать, проектируются в SoliWorks.CATIA.
-
0
- Наверх
#9
![]()
OFFLINE
Марат
Марат
-
- Пользователи
-
- 1 сообщений
Абитуриент
- Из:Kazan
Отправлено 10 Июль 2014 — 17:40
Помогите пожалуйста чайникам найти постпроцессор для станка Beaver 25 AVLT8 для проги SolidCam.
-
0
- Наверх
#10
![]()
OFFLINE
Андрей Кулагин
Андрей Кулагин
- Пол:Мужчина
- Город:Ярославль
-
Интересы:По профессии я фрезеровщик — универсал 5 разряда
По образованию инженер- механик
Мое хобби ремонт станков ЧПУ - Из:Ярославля(до Москвы 3,5 часа лету)
Отправлено 10 Июль 2014 — 18:27
Думаю так просто не найти
Попробуйте фануковский для начала
-
0
Жизнь надо прожить так, чтобы Дьявол был доволен, а Бог особых претензий не имел.
Теперь я freelancer , кому что нужно — стучитесь в скайп ingener20092
- Наверх
#11
![]()
OFFLINE
ic002
ic002
- Пол:Женщина
- Город:Украина Кривой Рог
- Интересы:разработка постпроцессоров для станков с ЧПУ. Работа в CAM — FeatureCam, Powermill.
- Из:г.Кривой Рог
Отправлено 10 Июль 2014 — 18:57
Помогите пожалуйста чайникам найти постпроцессор для станка Beaver 25 AVLT8 для проги SolidCam.
Опишите кинематику станка и какая стойка ЧПУ. А вообще просто искать , не благодарное занятие ,Конечно может кто-то и даст бесплатно постпроцессор , но тогда никто за него не отвечает,в случае какой-то ошибки .Лучше конечно заказать и внедрить его именно на вашем оборудовании
-
0
- Наверх
#12
![]()
OFFLINE
kvazar1
kvazar1
-
- Пользователи
-
- 1 сообщений
Абитуриент
- Из:Россия
Отправлено 13 Июль 2014 — 10:11
Добрый день!
Помогите, пожалуйста найти постпроцессор для SolidCam, обрабатывающий центр MillTap 700 стойка Sinumerik 840D.
-
0
- Наверх
#13
![]()
OFFLINE
ip201
ip201
-
- Пользователи
-
- 1 сообщений
Абитуриент
- Из:Сергиев Посад
Отправлено 25 Ноябрь 2015 — 15:19
Добрый день господа…
Туплю уже третий день ((( вроде все ясно и понятно в посте для фанука под солид кам.
@start_tool
local numeric save_spin
save_spin = spin
if tool_direction eq CW then
mcode = 4
else ; CCW
mcode = 3
endif
if spin_unit eq rpm
if spin > ss
spin = ss
endif
endif
{nb,’ S’spin:integer_def_f, ‘ M’mcode}
endp
но только не работает это… выдает s1000 M4
скорость шпинделя меняется а направление нет.
Т.е. когда меняю чекены CW и CCW —— M4 так и висит при генерации.
всего то две строчки, а разобраться не могу (((
Сообщение отредактировал ip201: 25 Ноябрь 2015 — 15:30
-
0
- Наверх
#14
![]()
OFFLINE
Bepanten
Bepanten
-
- Пользователи
-
- 1 сообщений
Абитуриент
- Из:Киев
Отправлено 04 Декабрь 2015 — 22:01
Здравствуйте! Есть станок multicam M202. Нужен постпроцессор для solidcam. Помогите пожалуйста!
-
0
- Наверх
#15
![]()
OFFLINE
serg_chem
Отправлено 11 Декабрь 2015 — 02:43
стойка какая? система, в стандартных посмотри. фануковский должен кушать
-
0
- Наверх
#16
![]()
OFFLINE
sudomex
sudomex
-
- Пользователи
-
- 1 сообщений
Абитуриент
- Из:Санкт-Петербург
Отправлено 05 Декабрь 2016 — 13:02
Всем здравствуйте. Пытаюсь отредактировать постпроцессор gMilling_3x.
Станок VDL-500 на Fanuc 0i-MC. К примеру имеем 2 разных перехода, один черновой один чистовой, обрабатывается одним инструментом. После обработки нужно запустить второй раз чистовой переход с корректировками на диаметр или высоту. На данный момент УП у меня выводится так :
Spoiler
————
————
G03 X-15.3178 Y-66.0547 Z-21. I2.1935 J-0.0032 F290.
G01 X-15.3009 Y-62.3483
G03 X-15.9363 Y-60.7944 Z-20.92 I-2.1934 J0.01
G00 Z25.
(IFINISH)
X-8.3404 Y-70.1548
Z25.
Z2.
G01 Z-21. F5000.
G02 X-14.7875 Y-64.1326 Z-21.08 I1.3404 J7.8971 F290.
—————
—————
А нужно как то так.
————————-
————————
G03 X-15.3178 Y-66.0547 Z-21. I2.1935 J-0.0032 F290.
G01 X-15.3009 Y-62.3483
G03 X-15.9363 Y-60.7944 Z-20.92 I-2.1934 J0.01
G00 Z25.
M09
N2 G90 G17 G40 G80 G00
M06 T4 ()
(IFINISH)
G00 G54 G90 X-8.3404 Y-70.1548 S429 M03
G43 H4 Z120. M08
Z25.
Z2.
G01 Z-21. F5000.
G02 X-14.7875 Y-64.1326 Z-21.08 I1.3404 J7.8971 F290.
——————————-
—————————-
Вставка этой команды не принесла результата.
@start_of_job
…
{nb,’T’, tool_number, ‘M6’}
….
endp
Может я неправильно что то сделал? Вставил так:
Spoiler
;
———————
@start_of_job
; Handle what happens at start of operation(job)
; If using Subs we do not make tool change in @start_of_job
if bSubs
{nb,’T’, tool_number, ‘M6’}
{nb, cCb,job_name,cCe}
else
if bTlchg
call @usr_ct
bTlchg = false
else
{nb, cCb,job_name,cCe}
if iPworkoffset ne iWorkoffset
{nb}
call @usr_homenumber_output
skipline = false
change(xpos) = false
change(ypos) = false
zpos = znext
change(zpos) = true
call @rapid_move
change(xpos) = true
change(ypos) = true
change(zpos) = false
call @rapid_move
bSkipxyrapid = true
endif
endif
endif
if job_type eq ‘drill_hr’
bSkipxyrapid = false
endif
if bCoolExist
call @usr_coolant
endif
call @usr_HSM_mode
end
И так, хоть я не силен в английском и в C++, но мне таки удалось заставить пост впиндюривать смену инструмента и коррекцию в переходах которые идут подряд и используют один инструмент. НО, не все так гладко. Поехали…
В файле поста я поменял вот это значение с false на true
——————————-
@start_of_job
; Handle what happens at start of operation(job)
; If using Subs we do not make tool change in @start_of_job
if bSubs
{nb, cCb,job_name,cCe}
else
if bTlchg
call @usr_ct
bTlchg = true
——————————
Получил такую УП между переходами
——————————
X-15.3012 Y-54.6548
G03 X-19.6881 Y-54.6618 Z-20.92 I-2.1934 J-0.0102
G01 X-19.7047 Y-66.0415 F5000.
G03 X-15.3178 Y-66.0547 Z-21. I2.1935 J-0.0032 F290.
G01 X-15.3009 Y-62.3483
G03 X-15.9363 Y-60.7944 Z-20.92 I-2.1934 J0.01
G00 Z25.
M09
M05
M01
N3 G90 G17 G40 G80 G00
M06 T4 ()
(iFinish)
G00 G54 G90 X-70.5136 Y15.9805 S429 M03
G43 H4 Z120. M08
Z25.
Z2.
G01 Z-21. F5000.
G02 X-14.7875 Y-64.1326 Z-21.08 I1.3404 J7.8971 F290.
X-14.9862 Y-62.8742 I7.7875 J1.8749 F337.
G03 X-17.1138 Y-60.2647 I-2.9428 J-0.2272 F276.946
G02 X-23.5423 Y-58.0571 I19.2584 J66.5438 F337.
——————-
А что не так, спросите вы? А вот оно что! В этом кадре (G00 G54 G90 X-70.5136 Y15.9805 S429 M03) координаты из первого перехода и на деле мы получаем удар о деталь на быстром перемещении.
Я пошел дальше, и не знаю как вообще мне захотелось поменять вот это значение с true на false
—————
@usr_ct
; Handle all aspects of Tool Change
if bMultiplefixtures eq True
bFrombeginchangetool = True
call @Multiple_Fixtures
endif
if !first_tool
iTcnumber = iTcnumber + 1
endif
bStartFile = false
if !first_tool
call @usr_ct_before_notfirsttool
endif
if first_tool
call @usr_ct_before_firsttool
endif
call @usr_ct_toolchange
call @usr_ct_init_gmstates
call @usr_ct_after
if !bMultiplefixtures
bSkipxyrapid = false
endif
if bMultiplefixtures eq True
bFromendchangetool = True
call @Multiple_Fixtures
endif
endp
————————————
И что мы получаем:
——————————
G03 X-19.6881 Y-54.6618 Z-20.92 I-2.1934 J-0.0102
G01 X-19.7047 Y-66.0415 F5000.
G03 X-15.3178 Y-66.0547 Z-21. I2.1935 J-0.0032 F290.
G01 X-15.3009 Y-62.3483
G03 X-15.9363 Y-60.7944 Z-20.92 I-2.1934 J0.01
G00 Z25.
M09
M05
M01
N3 G90 G17 G40 G80 G00
M06 T4 ()
(iFinish)
G00 G54 G90 X-70.5136 Y15.9805 S429 M03
G43 H4 Z120. M08
X-8.3404 Y-70.1548
Z25.
Z2.
G01 Z-21. F5000.
G02 X-14.7875 Y-64.1326 Z-21.08 I1.3404 J7.8971 F290.
X-14.9862 Y-62.8742 I7.7875 J1.8749 F337.
———————————————
В строке с оборотами так же координаты из первого перехода, но после G43 появляются нормальные координаты.
Мне это напоминает велосипед который едет за счет другого велосипеда.
Прошу советов.
-
0
- Наверх
#17
![]()
OFFLINE
demonatom@mail.ru
demonatom@mail.ru
-
- Пользователи
-
- 1 сообщений
Абитуриент
- Пол:Мужчина
- Из:Серпухов
Отправлено 26 Январь 2018 — 13:00
Друзья, у кого есть постпроцессор SolidCAM на Simens 828D на 3к фрезерный станок?
Уже неделю возимся, ни в какую не идет( Или тут есть спецы из Москвы и области, которые готовы взяться за это?
Сообщение отредактировал demonatom@mail.ru: 26 Январь 2018 — 13:04
-
0
- Наверх
#18
![]()
OFFLINE
ShadowVoice
ShadowVoice
- Пол:Мужчина
- Город:Рига
- Интересы:Деньги, власть, женщины. Последовательность можно менять.
- Из:Рига, Латвия
Отправлено 26 Январь 2018 — 16:07
Есть ПП SolidCam Sinumerik 828D. С поддержкой сверлильных/расточных/резьбонарезных циклов (помоему даже левые резьбы сделал, уже не помню).
Только я его сам писал и соотв денег хочу. Каюсь, алчен, грешен.
Тут из Серпeхова неделю назад тот-же вопрос задавали… Правда про 4х осевой пост  Посмотрел — Так это Вы и были, только в другой ветке
Посмотрел — Так это Вы и были, только в другой ветке
Сообщение отредактировал ShadowVoice: 26 Январь 2018 — 16:30
-
0
- Наверх
#19
![]()
OFFLINE
3d_killer
3d_killer
- Пол:Мужчина
- Из:Ростов-на-Дону
Отправлено 19 Июль 2018 — 21:41
Поделитесь кто-нибудь постпроцессором для SolidCAM для обычного самоделльного трехосевого станка, которые есть в SolidCam по умолчанию не подходят и Mach почему-то ругается на программу
Прикрепленные изображения

-
0
- Наверх
#20
![]()
OFFLINE
ShadowVoice
ShadowVoice
- Пол:Мужчина
- Город:Рига
- Интересы:Деньги, власть, женщины. Последовательность можно менять.
- Из:Рига, Латвия
Отправлено 20 Июль 2018 — 22:20
СолидКам отличная и не слишком простая программа. Да и правка/создание ПП в ней не самое простое задание.
Будет хлопотно найти халяву для этой программы …
-
0
- Наверх