Резец — основной инструмент при выполнении токарных работ. За счет срезания лишнего металла деталь обретает заданную форму. Они перемещаются в продольном и поперечном направлениях, изготовлены из разного материала, отличаются типом установки и назначением.

Содержание:
- 1 Общая конструкция обрабатывающего инструменты по металлу
- 2 Классификация
- 2.1 По способу изготовления
- 2.1.1 Цельные
- 2.1.2 С напаянными пластинами из твердосплавного материала
- 2.1.3 Сборные
- 2.2 По направлению
- 2.2.1 Левые
- 2.2.2 Правые
- 2.3 По типу работ
- 2.3.1 Для черновых
- 2.3.2 Для чистовых
- 2.3.3 Для получистовых
- 2.4 По типу назначения
- 2.4.1 Проходные
- 2.4.2 Отрезные
- 2.4.3 Расточные
- 2.4.4 Упорные
- 2.4.5 Резьбовые
- 2.4.6 Галтельные
- 2.4.7 Фасонные
- 2.4.8 Подрезные
- 2.4.9 Прорезные (канавочные)
- 2.5 По способу установки
- 2.5.1 Радиальные
- 2.5.2 Тангенциальные
- 2.6 По материалу
- 2.6.1 Легированная сталь
- 2.6.2 Инструментальная сталь
- 2.6.3 Твердые сплавы
- 2.6.3.1 Однокарбидные
- 2.6.3.2 Двухкарбидные
- 2.6.3.3 Трехкарбидные
- 2.6.3.4 Металлокерамика
- 2.6.3.5 Алмаз
- 2.1 По способу изготовления
- 3 Как подобрать нужный
- 4 Какие действующие стандарты бывают и расшифровка их маркировки
- 5 Заточка
- 5.1 Когда требуется заточить режущий инструмент
- 5.2 Общие правила выполнения
- 6 Как установить на станке
- 7 Правила эксплуатации
Общая конструкция обрабатывающего инструменты по металлу
Любой резец состоит из двух элементов:
- Державка — выполнена в форме квадрата или прямоугольника. Служит для фиксации инструмента в резцедержателе.
- Рабочая головка — задействована в процессе обработки. Она состоит из нескольких режущих кромок, которые обеспечивают обработку металлов резанием.

Классификация
Токарные резцы классифицируются по многим признакам. Этот способ изготовления, направление, материал, назначение, тип установки.
Читайте также: что такое геометрия токарного резца?
По способу изготовления
Есть три разновидности инструмента. Они изготавливаются по ГОСТу. В каждом производстве применяется тот или иной тип.
Цельные
Резец полностью изготовлен из легированной, реже инструментальной стали. Используются редко ввиду дороговизны материала. Поэтому чаще к обычному резцу припаивают соответствующую пластинку.

С напаянными пластинами из твердосплавного материала
На рабочую головку напаяна твердосплавная пластина, за счет которой происходит резка металла. Состав сплава отличается в зависимости от назначения резца.

Сборные
Считаются универсальными, на них можно устанавливать пластину из любого сплава и разного профиля (в зависимости от вида работы). Их можно использовать в качестве проходного, подрезного, упорного резца. Съемная пластина имеет форму треугольника, квадрата или многогранника. Не подлежит заточке. Когда все углы пластины износились либо сломались, ее выбрасывают.

По направлению
Инструмент подается в двух направлениях. От этого зависит, куда смотрит режущая кромка. Определить направление можно визуально.
Левые
При подаче движение выполняется слева направо. Режущая кромка расположена с правой стороны. Применяются редко.
Правые
Подача осуществляется справа налево. Главная режущая кромка находится с левой стороны.

По типу работ
На токарных станках выполняются три вида работ. Черновая обработка подразумевает быстрое снятие стружки с остатком припусков для последующих операций. Получистовая обеспечивает поверхность среднего качества, для некоторых деталей этого достаточно. Чистовая обработка заключается в доводке детали до нужного класса чистоты.
Для черновых
При черновом обтачивании снимается крупная стружка. Работа осуществляется обычно на больших режимах. Резец для черновой обработки устойчив к высокой температуре и ударам. Режущая кромка должна тверже, чем обрабатываемая поверхность. Для черновой работы предусмотрены инструменты из твердосплавных материалов.
Для чистовых
Применяются для финишной обработки готовой детали. Работают на больших оборотах и маленькой подаче. Толщина снимаемой стружки не превышает 1-2 мм. За счет этого обеспечивается чистота обрабатываемой поверхности.
Для получистовых
Универсальные резцы из твердосплавных материалов или быстрорежущей стали используются для получения средней чистоты поверхности. Они часто имеют дополнительную режущую кромку для уменьшения шероховатости поверхности. А на передней поверхности вышлифовывается канавка шириной 8-10 мм для обламывания стружки.
По типу назначения
Все резцы делятся по назначению. Каждый предназначен для выполнения той или иной операции.
Проходные
Встречаются проходной прямой и отогнутый резец. Резец токарный проходной прямой используется для обработки наружной поверхности. Конструкция инструмента позволяет аккуратно снимать фаску после окончания прохода.

Проходной отогнутый — отличается повернутой вправо или влево рабочей частью. Используется для подрезки торца. Отогнутым резцом удобно снимать наружные и внутренние фаски.
Отрезные
Главным отличием является тонкая удлиненная рабочая головка с напаянной пластиной. Используется для отрезки деталей, иногда для прорезания наружной канавки.

Справка! Длина головки должна превышать радиус детали.
Расточные
Предназначены для внутренней обработки внутренней поверхности детали после сверления. Бывают для расточки глухих и сквозных отверстий.
Расточной резец для глухих отверстий имеет треугольную форму. Длина державки у разных инструментов отличается. Она определяет максимальную глубину расточки.

У инструмента для сквозных отверстий рабочая часть немного отвернута, напоминает проходной отогнутый резец. Он легко заходит внутрь заготовки, и также покидает ее на выходе. Главное, чтобы хватило длины державки.
Важно!
Расточные резцы бывают разных габаритов. Чем больше диаметр заготовки, тем мощнее должен быть инструмент. Иначе вибрация снизит качество обработки.
Упорные
Самый распространенный тип для наружной обработки заготовки. По назначению схож с проходным, но им неудобно снимать фаски. Конструкция рабочей головки позволяет снимать большую толщину металла за один проход.

Резьбовые
Нарезка резьбы на токарном станке осуществляется либо плашкой либо резцом. По умолчанию они профиль режущей кромки заточен под метрическую резьбу. Для нарезки других видов резьбы необходима самостоятельная заточка с использованием шаблонов. По назначению делятся для нарезания внешней и внутренней резьбы. Наружный резец применяется для нарезки любого размера резьбы.

Внутренний может использоваться только для отверстий большого диаметра. С виду он напоминает расточной, только пластинка имеет форму копья.
Галтельные
Используются для проточки круглых канавок и переходных поверхностей многоступенчатых деталей. Имеют закругленную режущую кромку, что помогает добиться заданного радиуса.

Фасонные
Предназначены для точения сложных нестандартных поверхностей. имеют круглую или призматическую форму. Профиль режущей кромки полностью совпадает с профилем обрабатываемой поверхности. Чаще изготавливаются индивидуально под конкретную деталь. Фасонный резец обеспечивает готовую деталь за одну установку.

Подрезные
Внешне напоминает упорный резец. Но пластина имеет треугольную форму. Используются, когда необходима обработка путем поперечной подачи.

Прорезные (канавочные)
Второе название — канавочные, используются для прорезания наружных и внутренних канавок. Размер режущей кромки подбирается по ширине канавки. Головка инструмента расположена выше режущей кромки, что обеспечивает устойчивость к нагрузкам.

По способу установки
Резцы устанавливаются двумя способами. Располагаются относительно заготовки перпендикулярно и касательно.
Радиальные
Устанавливаются перпендикулярно заготовке. Используются на станках с ручным управлением и ЧПУ.
Тангенциальные
Устанавливаются касательно оси детали. Это обеспечивает инструменту большее сопротивление и позволяет за один проход снимать крупную стружку. Применяются на автоматах и полуавтоматах.
По материалу
Резцы изготавливаются из разных материалов. От этого зависит их износостойкость, теплоустойчивость и способность выдерживать ударные нагрузки.
Легированная сталь
Материал содержит ванадий, кремний, хром, марганец. Отличается высокой износостойкостью. Предназначен для обработки металла на небольших скоростях. Легированная сталь применяется для изготовления цельных резцов.
Инструментальная сталь
Это высококачественная и дешевая сталь с низкой долей вредных примесей. После закалки материал приобретает высокую твердость. Резцы предназначены для обработки стали, чугуна, цветных металлов.
Инструмент легко затачивается, обеспечивает надлежащее качество обрабатываемой поверхности. Но резцы из инструментальной стали не подходят для работы на высоких скоростях. Уже при 200º С режущая кромка перегревается и утрачивает свойства.
Твердые сплавы
Резцы из твердосплавных материалов обладают более высокой износостойкостью, чем инструментальная и легированная сталь. Используются для черновой и чистовой обработки всех видов поверхностей.
Однокарбидные
Основные составляющие — карбид вольфрама и кобальт. Используются для точения хрупких материалов.
Двухкарбидные
Состоят из карбидов вольфрама и титана, в качестве связывающего вещества идет кобальт. Обладают устойчивостью к нагреванию, окислению, ударным нагрузкам. Материал хорошо сохраняет свойства при высоких скоростях резания.
Трехкарбидные
Содержат карбиды вольфрама, титана и тантала. Отличаются высокой твердостью и стойкостью. Применяются при тяжелых режимах резания.
Металлокерамика
Износостойкий материал, сохраняющий свойства при нагревании до 800-900º С. В зависимости от сплава, резцы делятся на три группы.
Вольфрамовые — основу составляют карбид вольфрама (буква В) и кобальт (буква К). Предназначены для чугуна и цветных металлов. Резцы имеют маркировку ВК2, ВК3М, ВК4, ВК8, ВК8В. Цифра означает содержание кобальта. К примеру, в сплаве ВК8 содержится 8% кобальта, остальные 92% — карбид вольфрама.
Справка! Буква М говорит о мелкозернистом сплаве, буква В означает крупнозернистый сплав.
Титановольфрамовые — универсальные резцы для чистовой и черновой обработки всех видов стали. Самые ходовые маркировки Т5К10 и Т15К6, а также Т30К4. Буква Т означает количество карбида титана, буква К указывает на содержание кобальта. К примеру, в сплаве Т15К6 содержится 15% карбида титана, 6% кобальта, остальные 79% — карбид вольфрама.
Титано-тантало-вольфрамовые — применяются для труднообрабатываемых сталей. Ходовыми сплавами являются ТТ7К12 и ТТ10К8Б. Первая цифра указывает на содержание карбидов титана и тантала (7 и 10%), вторая указывает на наличие кобальта (12 и 8%). Остальное — карбид вольфрама.
Алмаз
Для производства инструмента применяются природные и синтетические алмазы. Предназначены для тонкого точения цветных металлов, а также твердых неметаллических материалов.
Обеспечивают высокую точность и качество обработки. Из-за высокой хрупкости не применяются для обработки черного металла. Резцы бывают как с напаянным алмазом, так и с механическим креплением алмазной пластинки.
Как подобрать нужный
Выбор инструмента зависит от многих факторов. Какие моменты нужно учитывать при выборе:
- Обрабатываемый материал (сталь, чугун, цветной металл).
- Тип операции (наружная или внутренняя обработка, резьба, проточка канавок и др.).
- Требуемая чистота и шероховатость поверхности.
- Режимы резания.
- Тип обработки (черновая, получистовая, чистовая).
Какие действующие стандарты бывают и расшифровка их маркировки
Основным стандартом, по которым изготавливают токарные резцы, является ГОСТ:
- Отрезные и канавочные — ГОСТ 18874-73.
- Расточные — ГОСТ 18872-73.
- Проходные — ГОСТ 18871-73.
- Фасонные — ГОСТ 18875-73.
- Резьбовые — ГОСТ 188885-73.
Маркировка по материалу рабочей части:
- Вольфрамовые — ВК8, ВК2.
- Титановольфрамовые — Т5К10, Т15К6, Т30К4.
- Титано-тантало-вольфрамовые — ТТ7К12, ТТ8К6.
- Высокоуглеродистая сталь — У10А, У12А.
- Быстрорежущая сталь нормальной эффективности — Р9, Р12, Р18.
- Быстрорежущая сталь повышенной эффективности — Р18Ф2, Р18Ф4, Р6М3.
Заточка
Первичная заточка выполняется на заводе при изготовлении. Новый резец имеет готовый профиль режущих кромок с соблюдением углов. Но во время работы инструмент изнашивается, и необходимо его затачивать.

Когда требуется заточить режущий инструмент
Износ резца сказывается на скорости, качестве и точности обработки. При ручной подаче отрезного или канавочного резца появляется ощущение, что инструмент идет туго.

При автоматической обработке признаками износа являются:
- Изменение цвета стружки.
- Ухудшение качества поверхности.
- Искры во время точения.
- Свист, вибрация.
- Появление сколов и зазубрин на режущей кромке.
Совет! Не рекомендуется эксплуатировать резец до полного затупления режущей кромки.
Общие правила выполнения
Заточка выполняется на заточном станке. Для твердосплавных материалов предусмотрен круг из электрокорунда. Инструмент из быстрорежущий стали затачивают на круге из зеленого карбида.
Резец кладут на подручник и прижимают к вращающемуся кругу. Для получения ровной поверхности его необходимо перемещать вдоль круга. Режущая кромка должна располагаться по центру круга, в крайнем случае на 10 мм выше. Когда все поверхности готовы, на пересечении главной и вспомогательной режущей кромки делается небольшое скругление.
Важно!
Зазор между подручником и абразивным кругом допускается не более 3 мм.
Чтобы исключить перегрев режущей кромки, необходимо периодически ее охлаждать. Для этой цели возле заточного станка должна быть емкость с водой. Если пренебречь охлаждением, на поверхности кромки образуются микротрещины. Их не видно невооруженным глазом, но стойкость инструмента и качества обработки снижается.
Для повышения стойкости резца и спрямления кромок выполняют доводку. В зависимости от материала инструмента для этого предусмотрены алмазный (для твердосплавных) и эльборовый (для быстрорежущих) доводочные круги. Для контроля углов резца используют специальные шаблоны.
Как установить на станке
Для получения надлежащего качества и точности обработки необходим правильный монтаж резца. Также ошибки при установке способствуют быстрому износу режущей кромки.
Устанавливается инструмент в резцедержатель строго по центру. Для корректировки его по высоте в арсенале токаря должны быть металлические пластины толщиной от 1 до 4-5 мм. Установка ниже центра приводит к выталкиванию детали, что опасно и для инструмента, и для работника. Если режущая кромка завышена, она перегревается и быстро изнашивается.
При установке режущего инструмента нужно придерживаться простых правил:
- Протереть опорную поверхность резцедержателя.
- Фиксировать инструмент минимум двумя болтами.
- Вылет головки не должен превышать 1,5 высоты державки.
- При черновой обработке допускается завышение режущей кромки на 0,3-1 мм.

После установки инструмента нужно снять пробную стружку. Если поверхность получается ровная и гладкая, стружка не наматывается на резец — можно приступать к работе.
Важно!
Не допускается использование более трех прокладок. Также они не должны выступать за пределы резцедержателя.
Правила эксплуатации
Токарные резцы способны долгое время выполнять основную функцию, пока не сточится рабочая поверхность. Но неправильное использование сокращает срок службы инструмента. Чтобы не допустить предварительного износа, нужно соблюдать простые правила эксплуатации:
- Устанавливать по центру.
- Чем больше габариты заготовки, тем крупнее должен быть резец.
- Включать охлаждение при работе на тяжелых режимах.
- Своевременно затачивать.
- Периодически проводить доводку рабочих поверхностей мелкозернистым камушком, не вынимая инструмент из резцедержателя.
- К заготовке подводить инструмент вручную, после касания включать автоматическую подачу.
- При остановке станка сначала вручную отвести инструмент, после выключить агрегат.
- Правильно подбирать режимы резания.
- Не хранить инструмент в куче — это приводит к сколам и трещинам на режущей кромке.
- При работе с отрезным резцом подводить его как можно ближе к патрону.
На токарном станке выполняется много видов работ. Для каждого процесса предусмотрен отдельный резец. Он подбирается исходя из обрабатываемого материала, режимов резания, параметров чистоты и шероховатости. Инструмент нужно своевременно его затачивать, соблюдать правила эксплуатации и хранения.
- Конструкция токарного резца
- Классификация резцов для токарной обработки
- Виды токарных резцов по металлу
- Сборные резцы для токарных станков
Специалисты, которые часто пользуются резцами для токарного станка при выполнении работ по металлу, а также те, кто занимается продажей этих изделий или снабжением машиностроительных предприятий, прекрасно осведомлены о том, каких видов бывают эти инструменты. Тем же, кто нечасто сталкивается в своей практике с токарными резцами, достаточно сложно разобраться в их видах, представленных на современном рынке в большом разнообразии.

Виды токарных резцов для обработки металла
Конструкция токарного резца
В конструкции любого резца, используемого для токарной обработки, можно выделить два основных элемента:
- державка, при помощи которой инструмент фиксируется на станке;
- рабочая головка, посредством которой выполняется обработка металла.
Рабочую головку инструмента формируют несколько плоскостей, а также режущих кромок, угол заточки которых зависит от характеристик материала изготовления заготовки и типа обработки. Державка резца может быть выполнена в двух вариантах своего поперечного сечения: квадрат и прямоугольник.

Конструкция резца
По своей конструкции, резцы для токарной обработки подразделяются на следующие виды:
- прямые — инструменты, у которых державка вместе с их рабочей головкой располагаются на одной оси, либо на двух, но параллельных друг другу;
- изогнутые резцы — если посмотреть на такой инструмент сбоку, то явно видно, что его державка изогнута;
- отогнутые — отгиб рабочей головки таких инструментов по отношению к оси державки заметен, если посмотреть на них сверху;
- оттянутые — у таких резцов ширина рабочей головки меньше, чем ширина державки. Ось рабочей головки такого резца может совпадать с осью державки либо быть относительно нее смещенной.

Разновидности резцов по конструкции
Классификация резцов для токарной обработки
Классификация токарных резцов регламентируется требованиями соответствующего ГОСТ. Согласно положениям данного документа, резцы причисляется к одной из следующих категорий:
- цельный инструмент, полностью изготовленный из легированной стали. Существуют также резцы, которые изготавливаются целиком из инструментальной стали, но используются они крайне редко;
- резцы, на рабочую часть которых напаивается пластина, выполненная из твердого сплава. Инструменты данного типа получили наибольшее распространение;
- резцы со сьемными твердосплавными пластинами, которые крепятся к их рабочей головке при помощи специальных винтов или прижимов. Используются резцы данного типа значительно реже по сравнению с инструментами других категорий.

Основные понятия, касающиеся работы токарного резца, и его главные углы
(нажмите, чтобы увеличить)
Различаются резцы и по направлению, в котором совершается подающее движение. Так, бывают:
- токарные инструменты левого типа — в процессе обработки они подаются слева направо. Если положить сверху на такой резец левую руку, то его режущая кромка будет располагаться со стороны отогнутого большого пальца;
- правые резцы — тип инструмента, получившего наибольшее распространение, подача которого осуществляется справа налево. Для идентификации такого резца, на него необходимо положить правую руку — его режущая кромка будет располагаться, соответственно, со стороны отогнутого большого пальца.

Отличие левых и правых резцов
В зависимости от того, какие работы выполняются на токарном оборудовании, резцы подразделяются на следующие типы:
- для выполнения чистовых работ по металлу;
- для черновых работ, которые также называются обдирочными;
- для получистовых работ;
- для выполнения тонких технологических операций.
Виды токарных резцов по металлу
В статье мы рассмотрим весь спектр токарных резцов по металлу и определим назначение и особенности каждого из них. Важное уточнение: к какому бы типу ни относились резцы, в качестве материала их режущих пластин используются определенные марки твердых сплавов: ВК8, Т5К10, Т15К6, значительно реже Т30К4 и др.
Проходные прямые резцы
Используют инструмент с прямой рабочей частью для решения тех же задач, что и резцы отогнутого типа, но он менее удобен для снятия фасок. В основном таким инструментом для токарного станка по металлу (к слову, не получившим широкого распространения) обрабатывают внешние поверхности цилиндрических заготовок.

Проходные прямые резцы
Державки таких резцов для токарного станка выполняются в двух основных типоразмерах:
- прямоугольная форма – 25х16 мм;
- квадратная форма – 25х25 мм (изделия с такими державками используются для выполнения специальных работ).
Проходные отогнутые резцы
Такие типы резцов, рабочая часть которых может быть отогнута в правую или левую сторону, используют для обработки на токарном станке торцевой части заготовки. С их помощью также снимают фаски.

Проходные отогнутые резцы
Державки инструментов данного вида могут быть выполнены в различных размерах (в мм):
- 16х10 (для учебных станков);
- 20х12 (этот размер считается нестандартным);
- 25х16 (наиболее распространенный типоразмер);
- 32х20;
- 40х25 (изделия с державкой такого размера изготавливаются преимущественно под заказ, их практически невозможно найти в свободной продаже).
Все требования к резцам по металлу данного назначения оговорены в ГОСТ 18877-73.
Проходные упорные отогнутые резцы
Такие инструменты для токарного станка по металлу могут изготавливаться с прямой или отогнутой рабочей частью, но на этой конструктивной особенности не акцентируют внимание, а просто называют их проходными упорными.

Проходные упорные отогнутые резцы
Проходной упорный резец, с помощью которого на токарном станке выполняется обработка поверхности цилиндрических заготовок из металла, является наиболее востребованным видом режущего инструмента. Конструктивные особенности такого резца, который выполняет обработку заготовки вдоль оси ее вращения, позволяют даже за один проход снимать с ее поверхности значительное количество лишнего металла.
Державки изделий данного вида также могут быть выполнены в различных размерах (в мм):
- 16х10;
- 20х12;
- 25х16;
- 32х20;
- 40х25.
Данный инструмент для токарного станка по металлу также может быть выполнен с правым или левым отгибом рабочей части.
Подрезные отогнутые резцы
Внешне такой подрезной резец очень напоминает проходной, но у него другая форма режущей пластины – треугольная. При помощи таких инструментов для токарного станка по металлу заготовки обрабатывают по направлению, перпендикулярному оси их вращения. Кроме отогнутых, есть и упорные виды таких токарных резцов, но область их применения очень ограничена.

Подрезные отогнутые резцы
Резцы данного типа могут быть изготовлены со следующими размерами державок (в мм):
- 16х10;
- 25х16;
- 32х20.
Отрезные резцы
Отрезной резец считается наиболее распространенным типом инструмента для токарного станка по металлу. В полном соответствии со своим названием используется такой резец для отрезки заготовок под прямым углом. С его помощью также прорезают канавки различной глубины на поверхности детали из металла. Определить, что перед вами именно отрезной резец для токарного станка, достаточно просто. Его характерной чертой является тонкая ножка, на которую и напаяна пластина из твердого сплава.

Отрезные резцы
В зависимости от конструктивного исполнения выделяют право- и левосторонние виды отрезных резцов для токарного станка по металлу. Отличить их друг от друга очень просто. Для этого необходимо перевернуть резец режущей пластиной вниз и посмотреть, с какой стороны располагается его ножка. Если с правой, то он правосторонний, а если слева, то, соответственно, левосторонний.
Различаются такие инструменты для токарного станка по металлу еще и по размерам державки (в мм):
- 16х10 (для небольших учебных станков);
- 20х12;
- 20х16 (самый распространенный типоразмер);
- 40х25 (такие массивные токарные резцы сложно найти в свободной продаже, в основном их изготавливают под заказ).
Резьбонарезные резцы для наружной резьбы
Назначение таких резцов для токарного станка по металлу – нарезание резьбы на наружной поверхности заготовки. Данными серийными инструментами нарезают метрическую резьбу, но можно изменить их заточку и нарезать с их помощью резьбу другого вида.

Резцы для нарезания наружной резьбы
Режущая пластина, устанавливаемая на таких токарных резцах, имеет копьевидную форму, изготавливается она из сплавов, которые были указаны выше.
Такие резцы делают в следующих типоразмерах (в мм):
- 16х10;
- 25х16;
- 32х20 (используются очень редко).
Резцы для нарезания внутренней резьбы
Такими резцами для токарного станка можно нарезать резьбу только в отверстии большого диаметра, что объясняется их конструктивными особенностями. Внешне они напоминают расточные резцы для обработки глухих отверстий, но не стоит их путать, так как они принципиально отличаются друг от друга.

Резцы для нарезания внутренней резьбы
Выпускаются такие резцы по металлу в следующих типоразмерах (в мм):
- 16х16х150;
- 20х20х200;
- 25х25х300.
Державка этих инструментов для токарного станка по металлу имеет квадратное сечение, размеры сторон которого можно определить по двум первым цифрам в обозначении. Третья цифра – это длина державки. От данного параметра зависит глубина, на которую можно нарезать резьбу во внутреннем отверстии заготовки из металла.
Такие резцы можно использовать только на тех токарных станках, которые оснащены приспособлением, называемым гитарой.
Расточные резцы для обработки глухих отверстий
Расточными резцами, режущая пластина которых имеет треугольную форму (как и у подрезных), выполняют обработку глухих отверстий. Рабочая часть инструментов этого типа выполнена с изгибом.

Расточные резцы для глухих отверстий
Державки таких резцов могут иметь следующие размеры (в мм):
- 16х16х170;
- 20х20х200;
- 25х25х300.
Максимальный диаметр отверстия, которое можно обработать при помощи такого токарного резца, зависит от размера его державки.
Расточные резцы для обработки сквозных отверстий
Такими резцами, рабочая часть которых выполнена с изгибом, обрабатываются сквозные отверстия, предварительно полученные при помощи сверления. Глубина отверстия, которое можно обработать на станке при помощи инструмента данного вида, зависит от длины его державки. Слой металла, который снимается при этом, приблизительно равен величине отгиба его рабочей части.

Расточные резцы для сквозных отверстий
На современном рынке представлены расточные резцы следующих типоразмеров, требования к которым оговариваются в ГОСТ 18882-73 (в мм):
- 16х16х170;
- 20х20х200;
- 25х25х300.
Сборные резцы для токарных станков
Рассматривая основные типы токарных резцов, нельзя не упомянуть инструменты со сборной конструкцией, которые относятся к универсальным, так как могут быть оснащены режущими пластинами различного назначения. Например, закрепляя на одной державке режущие пластины различного типа, можно получить резцы для обработки на токарном станке заготовок из металла под различными углами.

Сборные резцы
Как правило, такие резцы применяются на станках с ЧПУ или же на специальных станках и служат для контурного точения, расточки глухих и сквозных отверстий и прочих специализированных работ.
Классификация резцов для токарной обработки включает в себя также прорезные, фасонные и некоторые другие типы. Понять принцип работы таких инструментов можно, ознакомившись с таблицей в начале статьи.
Виды резцов по металлу для токарного станка: типы и назначение
27.03.2020

- Конструкция
- Классификация резцов токарных
- Виды токарных резцов по металлу с предназначением каждого
- Сборные
Резец для токарного станка — основной рабочий инструмент, придающий заготовке (из дерева, стали или другого материала) нужные размеры и форму. От его состояния (степени изношенности) и остроты (качества заточки) напрямую зависит как точность изготовления детали, так и сама возможность быстрого и безопасного проведения требуемых технологических операций. Свою роль играет и правильный выбор инструмента, поэтому ниже мы остановимся как на его габаритах, так и на используемых сегодня разновидностях.
При профессиональной эксплуатации оборудования необходимо в точности понимать, что из себя представляет его основной рабочий инструмент. Поэтому сегодня мы всесторонне рассмотрим резец для токарного станка, начиная с его геометрии, плоскостей и углов, заканчивая сферами использования тех или иных вариантов его исполнения.
Конструкция
Абсолютно все варианты, от наиболее распространенных до весьма специфических, состоят из двух следующих ключевых частей:
- державка, со строго определенным сечением, форма которого или прямоугольная, или квадратная, – для надежной фиксации в оборудовании;
- головка, с несколькими используемыми плоскостями и кромками (каждую из которых рассмотрим ниже) – для непосредственной обработки материала (будь то легированная сталь, чугун или какой-то другой).
По геометрии выделяют следующие способы исполнения:
- прямые – обе его вышеназванные составляющие располагаются либо параллельно, либо на одной оси;
- изогнутые – со слегка заметным искривлением профиля внутрь;
- отогнутые – с очевидным загибом, доходящим до почти зигзагообразной формы;
- оттянутые – головка по своей ширине уже державки и размещена либо симметрично по оси, либо со смещением, направо или налево.
Также абсолютно все актуальные сегодня типы резцов для токарных станков могут похвастаться определенной геометрией поверхностей, к взаимному расположению которых мы и переходим.

Плоскости
Выделяют три:
- Основная – параллельна опорной и, соответственно, вектору подачи инструмента, который может располагаться как продольно, так и поперечно.
- Плоскость резания – перпендикулярна предыдущей, в себя включает главную кромку, идет по касательной по отношению к заготовке.
- Главная секущая – проходит через основную кромку, перпендикулярна по своей роли к проекции.
Добавьте сюда же вспомогательную, которая секущая и расположена под углом в 90 градусов к соответствующей ей грани.
Важно, чтобы размеры оставались в пределах стандартного ряда, то есть не превышали 160Х100 – 630х1000 для инструментов прямоугольного сечения и 40Х40 – 400Х40 – для квадратного.
Углы резца
Их параметры зависят от разновидности и условий использования рассматриваемого нами элемента, а также от твердости материала его исполнения и характеристик обрабатываемых заготовок. Последние, в свою очередь, определяют остроту головки, а значит могут быть:
- Главные (по размещению плоскостей):
- передний задает степень деформации при воздействии, эффективность теплоотвода, прилагаемое усилие; должен уменьшаться с увеличением твердости поверхности детали;
- задний – влияет на силу трения, скорость износа, качество выполнения конечной технологической операции.
- Расположенные между поверхностями кромки:
- заострения – обуславливает прочность оснастки;
- резания – определяет глубину проникновения.
- В плане:
- основной – задает количество и объем снимаемой стружки;
- вторичный – непосредственно влияет на степень шероховатости, которая при его уменьшении пропорционально снижается.
- Наклона кромки – формирует пятно контакта.
- Вершинный – напрямую соотносится с прочностью используемого инструмента.
- Задний вспомогательный – частично обуславливает силу трения.

Качество обработки зависит от вида токарных резцов
Выполнять технологическую операцию можно как черновым, так и полу- или чистовым приспособлением. В первом случае – за счет впечатляющих механико-прочностных характеристик кромок, не перегревающихся в процессе, – достигается сравнительно высокая скорость решения задачи, (но может пострадать точность, так как стружка снимается толстыми слоями). Во втором, как правило, выполняется доводка – без лишней поспешности, аккуратно, чтобы обеспечить малую шероховатость поверхности, чему способствует прямое или фасонное лезвие (не полукруглое или проходное).
Отсюда простой вывод: проводить подбор инструмента нужно с оглядкой на специфику той цели, которую предстоит решить.

Классификация токарных резцов
Выделяют несколько особенностей, по которым существующие сегодня модели разделяют на группы. Предлагаем подробнее взглянуть, по каким именно признакам.
По способу изготовления:
- Монолитные (цельные) – головка с державкой сделаны неразрывно, из одной и той же заготовки, из стали (как правило, легированной).
- Сборные – на их рабочую часть путем пайки нанесена твердосплавная пластина.
- Съемные (регулируемые) – похожи на предыдущие, с той лишь разницей, что элемент усиления у них обычно сделан из металлокерамики и закреплен болтами (винтами, прижимами), а значит его можно демонтировать и заменить.
По направлению движения:
- правые – на практике применяются значительно чаще; для проверки положите соответствующую руку на поверхность, – режущая кромка инструмента должна располагаться с той стороны, где окажется большой палец, смотрящий на деталь;
- левые – используются реже; если сравнивать их с более популярными собратьями, они подаются наоборот, а значит и лезвие их, если поднести ладонь, окажется с другой стороны.
Теперь вернемся к вопросу габаритов и посмотрим, учитывая специфические особенности, какие бывают резцы для токарного станка с точки зрения их геометрии.
По форме державки:
- квадратные – размерами от 4 на 4 до 40 на 40 мм;
- прямоугольные – с соотношением сторон от 16 на 10 до 63 на 50 мм.
Строение головки мы рассмотрели выше, и напоминаем, что по этому параметру инструменты могут быть прямыми, изогнутыми, отогнутыми или оттянутыми. Есть еще один важный момент – та функция, которую они будут выполнять.
По типу назначения:
- отрезные – для формования заготовок с прямотой граней (углов);
- проходные – для торцов, снятия фасок, внешних поверхностей;
- канавочные – для создания канавок нужной глубины;
- расточные – для обработки отверстий, сквозного и/или глухого вида;
- резьбовые – для исполнения винтовых соединений.
По характеру выполняемых работ:
- обдирочные (черновые) – слои материала снимаются быстро, но без особой аккуратности;
- полу- и чистовые – для более обстоятельного и точного проведения технологических операций;
- тонкие – для быстрого решения особенно ответственных и даже прецизионных задач.
По способу установки:
Если рассматривать, как зависит тип токарных резцов и их назначение от особенностей фиксации обрабатываемой заготовки, классификация будет осуществляться по варианту расположения:
- Радиально – то есть под углом в 90 градусов к оси детали; это классический вариант для большинства промышленных предприятий, на которых важно, чтобы крепление и геометрические положения инструмента были унифицированными.
- Тангенциально – кромка находится под непрямым углом; такой монтаж применяется сравнительно реже, потому что фиксация сложнее, но он актуален для нестандартных случаев, требующих максимальной точности.
По материалу режущей части:
- Углеродистые металлы с твердостью закаливания на уровне 60-64 или на основе хромокремения, хромовольфрама; используются сравнительно редко, так как быстро перегреваются и при 240 или 300 градусов, поэтому уже показывают плохие результаты.
- Стали закалки до 62-65, категории Р9К5Ф2, Р9, Р12; применяются часто, так как не подлежат протирке и даже при высоких скоростях вращения способны сохранять свои свойства и выдерживать температуру до 650 0С.
- Металлокерамика – сплавы на базе вольфрамокобальта (ВК8, ВК6 – для чугуна) или титановольфрамокобальта (особенно популярен Т15К6); не деформируются даже при 900 градусах Цельсия.
Отдельного внимания заслуживает маркировка: обозначения токарных резцов по металлу состоят из 9 или 10 символов. Каждая цифра (или буква) регламентирует:
- 1я – вариант монтажа;
- 2я – форма пластины;
- 3я – тип инструмента;
- 4я – значение заднего угла;
- 5я – направление движения;
- 6я – высота державки;
- 7я – ширина хвоста;
- 8я – общая длина;
- 9я – размер кромки;
- 10я – проставляется опционально, когда это нужно, и определяет ключевые (для данного случая) параметры точности.
Теперь, чтобы не усложнять обзор, самое время перейти к максимально подробному рассмотрению наиболее часто эксплуатируемых вариантов – чтобы у вас сложилось полное представление о том, как, когда и для чего они используются.
Виды токарных резцов по металлу с предназначением каждого
Для удобства они представлены отдельно – с подгруппами, сферами применения, характерными особенностями, актуальными типоразмерами.
Проходные
Обширная категория инструментов, с использованием которых цилиндрические заготовки обтачивают точно до заданного диаметра, а также выполняют ступени необходимой глубины и срезают фаски строго под определенным углом. Сами подразделяются сразу на несколько подтипов.

Прямые
Обе части, державка с головкой, у них полностью лежат по одной оси (либо их взаимное расположение параллельно). Главным образом используются для снятия слоев материала с верхних (внешних) поверхностей деталей. Обладают следующими стандартными сечениями и габаритами:
- квадратные – 25 на 25 мм, нужны для выполнения спецопераций;
- прямоугольные – 25 на 16 мм, применимы в общих случаях.
Отогнутые
У них профиль с изгибом на конце (ориентированный налево или направо), что делает их достаточно удобными для потоковой обработки торцов деталей, а также для снятия различных фасок. В любом варианте исполнения они обязаны соответствовать положениям ГОСТ 18877-73.
Исходя из выбранной сферы эксплуатации оборудования, могут быть следующих размеров (в мм):
- 16 на 10 – для учебных целей;
- 20 на 12 – для нестандартных случаев;
- 25 на 16 – обычные;
- 40 на 25 – для штучных изделий, выпускаемых под заказ и/или мелкими партиями.
Упорные отогнутые
В данную подкатегорию входят те типы резцов для токарного станка по металлу, у которых загиб, несмотря на свою очевидную кривизну, не является ключевой особенностью конструкции. Главный момент – в возможности снятия вдоль всей оси вращения детали, что позволяет убрать максимальный объем лишнего материала буквально за один проход. За счет этого такие инструменты сейчас наиболее востребованы при обтачивании цилиндрических заготовок. Их габаритная сетка, в миллиметрах, выглядит так:
- 16 на 10;
- 20 на 12;
- 25 на 16;
- 32 на 20;
- 40 на 25.
Подрезные
Похожи на проходные, но уже с пластиной треугольной формы. Благодаря данной особенности обрабатывают будущие изделия перпендикулярно вектору их вращения, что в ряде случаев просто необходимо. Их типоразмеры стандартны и включают в себя только 3 варианта: 16 на 10, 25 на 16 и 32 на 20 мм.

Отрезные
Наиболее распространенные в условиях современной практики виды резцов для токарного станка по металлу, используемые для быстрого выпуска большой партии деталей с прямыми углами (гранями, плоскостями). Отличаются тонкой ножкой и наличием напаянной пластины повышенной твердости, могут быть как лево-, так и правоориентированными по направлению своего движения. Также актуальны при создании канавок нужной глубины на гладкой поверхности. Обладают державками следующих габаритов:
- 16 на 10 – для учебного оборудования;
- 20 на 16 или, реже 20 на 12 – для общих случаев;
- 40 на 25 – опять же, для штучной продукции, заказываемой в отдельном порядке.

Резьбовые
Еще одна довольно обширная группа, делящаяся на две категории – по характеру обрабатываемой плоскости.

Для наружной резьбы
Выполняются из прочных сплавов (закаленная сталь, металлокерамика), копьевидной формы, позволяющей наносить метрические и другие винтовые спиральные линии нужной глубины. Выпускаются в трех наиболее распространенных размерах: 25 на 16, 16 на 10 и 32 на 20 мм (последние отличаются сравнительной редкостью использования).
Для внутренней резьбы
Актуальны только для тех деталей, у которых есть технологические отверстия большого сечения. Главная конструктивная особенность – наличие змеевидной головки. Державки могут похвастаться значительной длинной, необходимой для глубокого и осторожного проникновения инструмента внутрь зафиксированной заготовки в процессе выполнения операции. Подходят только для того оборудования, которое оснащено «гитарой». Их габариты, в миллиметрах:
- 16 х 16 х 150;
- 20 х 20 х 200;
- 25 х 25 х 300.
Расточные
Продолжаем рассматривать используемые в сегодняшних условиях токарные резцы: виды и назначение вариантов этой категории меняются в зависимости от специфики обрабатываемого участка. Выделяют две принципиально разные их подгруппы.

Для глухих отверстий
С треугольной головкой, слегка загнутой вправо или влево (для лучшего заглубления). По внешнему виду могли быть похожи на подрезные, если бы не их размеры, в частности, удлиненная державка, которая, в конечном итоге, и определяет максимально возможный диаметр для расточки. У трех наиболее ходовых ее моделей следующая геометрия, (в мм):
- 16 на 16 на 170;
- 25 на 25 на 300;
- 20 на 20 на 200.
Для сквозных отверстий
Используются после операций сверления. Снимают слой материала, примерно равный показателю отгиба основной части инструмента. Головка – специфической формы, с легким искривлением, обязана соответствовать требованиям ГОСТ 18882-73, который также регламентирует размеры – аналогичные тем, которыми обладает средство из предыдущей подкатегории.
Сборные
Отдельного рассмотрения заслуживают виды и назначение токарных резцов по металлу так называемого универсального типа. В их конструкции предусмотрен зажим или болтовой, или винтовой, или даже более специфический фиксатор, позволяющий устанавливать самые разные пластины, меняя их по мере необходимости. Таким образом можно обрабатывать детали под всеми нужными углами, контролируя скорость проведения технологической операции, точность снятия металла и другие параметры. Свое применение эти инструменты находят в производственных комплексах с ЧПУ, программное управление которого пишется для контурного прецизионного точения и решения иных, столь же нестандартных задач.
Державки и их размеры
Мы рассмотрели, какие бывают резцы для токарного станка, теперь вернемся к той их части, которой они фиксируются в оборудовании. В процессе обзора мы уже неоднократно упоминали наиболее ходовые габариты, теперь давайте приведем их полностью – от наименьшего к наибольшему. Для наглядности и удобства восприятия – в виде следующей таблицы:
| сечение | размер, мм | |||||||||
| квадрат | 4 x 4 | 6 x 6 | 8 x 8 | 10 x 10 | 12 x 12 | 16 x 16 | 20 x 20 | 25 x 25 | 32 x 32 | 40 x 40 |
| прямоугольник | 16 x 10 | 20 x 12 | 25 x 16 | 25 x 20 | 50 x 52 | 40 x 32 | 50 x 32 | 50 x 40 | 63 x 50 | — |
Также необходимо учитывать разнообразие длин, нужных в специфических случаях, например, для расточки отверстий. Этот параметр обычно варьируется от 150 до 300 мм. Мы постарались максимально подробно осветить вопросы разнообразия токарных резцов по металлу, маркировки и назначения различных их вариантов, чтобы вы понимали, какой из них выбрать для проведения требуемой технологической операции. Ну а найти оборудование, которое совместимо с большинством таких инструментов, вы можете у ижевского завода-производителя «Сармат».
Мы проконсультируем вас по любым вопросам!
Токарный резец — это основной инструмент, который применяется для обработки заготовок на токарных станках. Именно он контактирует с деталью и придает ей необходимую форму. В этой статье мы максимально подробно расскажем о конструктивных особенностях и классификации резцов. Изучив информацию, вы сможете на практике без проблем подобрать инструмент для той или иной операции.
Начнем с конструктивных особенностей резцов.
Мы проконсультируем вас по любым вопросам!
Конструктивные особенности токарных резцов
Каждый токарный резец состоит из двух частей.
- Державка. Может быть квадратной или прямоугольной. С ее помощью резец закрепляют в посадочных гнездах станков. ГОСТом установлены следующие стандартные размеры державок.
- Квадратные — 4*4, 6*6, 8*8, 10*10, 12*12, 16*16, 20*20, 25*25, 32*32, 40*40 мм.
- Прямоугольные — 16*10, 20*12, 25*16, 25*20, 50*25, 40*32, 50*32, 50*40, 63*50 мм.
- Головка. Это рабочая часть резца, контактирующая с заготовкой в процесс ее обработки. Головка состоит из заточенных под определенными углами кромок.

Изображение №1: конструкция токарного резца
Плоскости резания
Угловые параметры резцового токарного инструмента рассчитываются с помощью системы координатных плоскостей, среди которых базовыми являются основная, резания и главная секущая. Их взаимный наклон формирует углы заточки режущей части, обеспечивающие токарную обработку на расчетных режимах. Таким образом определяются следующие углы: главный передний (γ), главный задний (α), угол заострения (β), а также ряд других углов.
Углы резца
Работа токарного инструмента в процессе резания определяется угловыми параметрами передней и задней поверхностей. Поэтому основные углы резца — это главный передний (γ) и главный задний (α). При увеличении первого снижаются затраты мощности на выполнение резания, улучшается стружкоотвод и снижается шероховатость. С другой стороны, при увеличении переднего угла снижается толщина лезвия, что приводит к ухудшению его прочностных характеристик, усилению выкрашивания и уменьшению скорости отвода тепла. Основное назначение заднего угла — это снижение трения между поверхностью резания и главной задней. Кроме главных по функциональности углов α и γ при расчете определяется еще несколько углов, чьи величины влияют на класс чистоты токарной обработки, процесс формирования стружки и другие технические характеристики.

В зависимости от предназначения
Здесь речь чаще всего об обрабатываемых материалах.
Для дерева
Инструменты, обрабатывающие дерево, реализуются магазинами в таких комплектах:
- Гребёнки.
- Кольца.
- Крючки.
- Косые резцы.
- Обрезные резцы.
- Стамески.
- Рейеры.
- Мейселя.
Резцы и вращательные механизмы крепят друг к другу. Следы заготовок определяются сразу по инструментам, их формам, прочности, остроте. Это облегчает и выбор форм заготовок в итоге. От
Выбирая конкретные углы по заострению, опираются на материалы заготовок.

Для работ с металлом
Приваривание и припайка пластин – оптимальный выбор для резцов, обрабатывающих металл. В производстве отдают предпочтение быстрорежущим, твёрдым сплавам. В составах обычно присутствуют тантал или вольфрам, титан. Высокая прочность, доступная цена стали главным преимуществом для инструментов.
Часто применяют разновидности, у которых пластины сменные. Тогда их крепят к головке, с помощью специальных винтов или прижимных элементов. Пластины из минералокерамики – самые удобные для дальнейшей эксплуатации. Но тогда резец будет дорогим.
Твёрдые сплавы применяют в случае с рабочими поверхностями инструмента:
- Вольфрамовые.
- Титановольфрамовые.
- Танталово-вольфрамо-титановые.
Допустимы варианты с быстрорежущей сталью, либо её углеродистой разновидностью.
Установка резцов допустима на станки нескольких видов:
- Специального назначения.
- Револьверно-автоматные.
- Долбёжные.
- Токарные.
- Строгальные.
По виду обработки
Чистовые
Подача с небольшой скоростью. С болванки снимается материал, для которого характерна небольшая толщина. Проходной резец – наиболее популярная разновидность такого инструмента.
Получистовые
Много сходств с предыдущей разновидностью. Только характеристики у них используются в два раза меньшие по сравнению с аналогом. Назначение, особенности работы остаются почти одинаковыми.

Виды резцов для токарного станка и их назначение
При описании видов токарного инструмента обычно применяют несколько классифицирующих признаков. По конструктивному исполнению он делится на две разновидности: цельный и сборный. В первом случае все изделие выполнено в виде монолитного бруска металла. А во втором в роли лезвия выступают съемные или паяные твердосплавные пластинки. По технологическому назначению токарные резцы делят на специальные, которые используют для обработки различных профилей и резьбонарезания, и изделия общего назначения, применяемые для наружного и внутреннего точения, отрезки и торцевой подрезки. Еще один различительный признак токарного инструмента — это конфигурация режущей части, которая зависит от его режимов эксплуатации и вида токарных работ. Для токарной обработки труднодоступных мест обычно используют изогнутый резец, имеющий несколько разновидностей, отличающихся длиной режущей части, формой изгиба, заточкой и назначением (петушковые, отогнутые, обратные резцы и прочие).

Еще один вариант классификации — это деление токарного инструмента по принципу чистоты обработки. Здесь обычно выделяют два класса: черновой и чистовой. Первый предназначен для обдирочных работ или предварительной токарной обработки, а второй — для финишных операций. Если черновой инструмент, за редким исключением, довольно однотипен, то среди чистового существует ряд разновидностей с собственными названиями. В качестве примера можно привести лопаточный и радиусный резцы с дугообразным лезвием, назначением которых является точное чистовое точение. Еще один отдельный вид — это алмазный резец, применяемый для токарных работ по сверхтвердым материалам. Ни на что не похожую конструкцию имеет чашечный токарный резец с круговой режущей поверхностью, который может работать долгое время без переточки.
Кроме стандартной классификации, существует множество названий специфического токарного инструмента, как правило, отражающего особенности его конструкции или технологии применения. К таким относится пружинный резец с изогнутой в виде волны резцовой частью, которая пружинит во время токарной обработки жестких и неровных материалов.
Отдельной категорией резцовых изделий для токарных станков являются строгальные резцы. При токарных операциях с их использованием подача осуществляется на неподвижную деталь. При этом припуск не срезается, как при вращении, а удаляется строганием. В такой конфигурации токарный станок выполняет ту же функцию, что строгальный или долбежный.
Прямые проходные
Используются для наружной обработки заготовок из стали.

Резец токарный проходной с частью, закрепляемой в суппорте квадратного сечения. Используется при проведении особых штучных операций.
Отогнутые проходные
Специальная оснастка, у которой рабочая часть согнута в левую или правую сторону. Применяются для торцевания деталей. С их помощью удобно снимать фаски.

Упорные проходные
Приспособления бывают с прямым и отогнутым рабочим элементом. Предназначены для работы с деталями цилиндрической формы. Форма плюс правильная заточка позволяют быстро снимать большинство излишков с рабочей поверхности заготовки.

Отогнутые подрезные
Представляют собой оснастку похожую на проходную. Однако, есть различие по форме режущей кромки. Она треугольная, что позволяет делать более качественную обработку.

Расточные
Применяются для отверстий сквозной и глухой группы, выемок, углублений.
Резьбовые
Создают резьбу снаружи и внутри, с сечением в форме трапеции, прямоугольников и кругов. Изделия бывают ровными и выпуклыми, круглыми.
Для наружной резьбы
Выполняются из прочных сплавов (закаленная сталь, металлокерамика), копьевидной формы, позволяющей наносить метрические и другие винтовые спиральные линии нужной глубины. Выпускаются в трех наиболее распространенных размерах: 25 на 16, 16 на 10 и 32 на 20 мм (последние отличаются сравнительной редкостью использования).
Для внутренней резьбы
Актуальны только для тех деталей, у которых есть технологические отверстия большого сечения. Главная конструктивная особенность – наличие змеевидной головки. Державки могут похвастаться значительной длинной, необходимой для глубокого и осторожного проникновения инструмента внутрь зафиксированной заготовки в процессе выполнения операции. Подходят только для того оборудования, которое оснащено «гитарой». Их габариты, в миллиметрах:
- 16 х 16 х 150;
- 20 х 20 х 200;
- 25 х 25 х 300.
Ровные
Отличаются от предыдущего варианта сохранением прямоугольных граней.
Сборные
Рабочая часть резца 1, в которую посажен штифт 3, на него надевают твердосплавную пластинку 2. Закрепляется клином 5 и винтом 4. Так она надёжно зажимается в корпусе резца.
Пластинки выпускают 3-х, 4-х, 5 и 6-гранные. Преимущества: сокращается время на обработку детали, хороший отвод стружки. Вместо заточки, делают поворот пластинки.

Пластинки дешевле целого резца. Можно ставить на одну державку по очереди пластины из разных сплавов. Оптимальны в чистовом точении.
Геометрия токарных резцов

Изображение: геометрия токарного резца.
Расскажем об углах резцов и их назначениях.
- Задний вспомогательный угол (α1). При его уменьшении снижается сила трения между задней плоскостью инструмента и обрабатываемой заготовкой.
- Угол вершины (ε). Формируется между режущей кромкой и задней вспомогательной плоскостью. Чем больше этот угол, тем лучше условия теплоотвода и выше прочность резца.
- Вспомогательный угол в плане (ϕ1). Его размер варьируется в пределах от 10 до 30°. С уменьшением угла улучшается чистота обработки, но возрастает сила трения.
- Главный угол в плане (ϕ). Его размер варьируется в пределах от 20 до 90°. От размеров угла зависят длина и ширина среза. Чем меньше ϕ, тем ниже температура и сила резания. Чистота обработки также улучшается. Но с уменьшением угла возрастают вибрации и радиальная сила резания.
- Угол резания (δ). Формируется между передней поверхностью и плоскостью резания.
- Основной передний угол (γ). Его размер варьируется в пределах от -5 до +15°. При увеличении угла облегчается врезание инструмента в металл, улучшается отвод стружки, уменьшаются сила резания, деформация обрабатываемой поверхности и потребляемая мощность. Однако при этом ухудшаются теплоотвод и сокращается срок службы режущей кромки.
- Угол заострения (β). Формируется между передней и главной задней поверхностями. Оказывает влияние на остроту и прочность инструмента.
- Главный задний угол (α). Его размер варьируется в пределах от 6 до 12°. С уменьшением угла снижается сила трения между деталью и задней поверхностью резца. При этом улучшается теплоотвод и продлевается срок службы инструмента, но ухудшается чистота обрабатываемой поверхности.
- Угол наклона главной режущей кромки (λ). Влияет на направление отвода стружки. При положительных λ и λ = 0° стружка сходит к обрабатываемой поверхности. Резцы с положительными λ (12–15°) применяют при обработке заготовок из жаропрочных и закаленных сталей. У универсальных токарных резцов λ = 0°. Резцы с отрицательными λ применяют для чистовой обработки.
Резцы для токарных станков – на что обратить внимание
Выбирая данный металлорежущий инструмент необходимо обратить внимание на следующие основные параметры:
- материал и геометрия режущей части;
- способ стружколомания;
- прочность и устойчивость к вибрации режущих кромок и державки;
- форма и размеры съёмной или привариваемой пластинки;
- геометрия, конструкция и шероховатость гнезда для пластины;
- стойкость и размерная стойкость резца;
- углы резца;
- обеспечение заданной шероховатости обрабатываемой поверхности.
Маркировка по ГОСТ
Требования к производству станков для металлообработки, а также вспомогательного оборудования жестко регламентируются требованиями межгосударственных стандартов.
К стержням режущих приспособлений предъявляют гораздо меньше требований по сравнению с элементами контактной группы. Их изготавливают из стали марки 45 или 50.
Для каждого типа конструкции существует отдельный стандарт. Например, изготовление проходных резцов с верхним прихватом сменной пластины регулируется ГОСТ 26611-85.
При производстве пластин из быстрорежущей стали используют кобальтовые составы:
- Р9К5;
- Р9К10;
- Р18Ф2К5.
После проведения температурной обработки их твердость достигает 67 HRC.
К шероховатости поверхности приспособлений предъявляют особые требования. После проведения доводки передней и задней частей степень чистоты должна соответствовать 9 классу.
Условные обозначения в соответствии с требованиями межгосударственного стандарта наносят на боковую поверхность.
В качестве примера расшифруем маркировку Т15К6:
- «Т». Первая буква говорит о том, что в качестве материала изготовления использовался твердый состав титановой группы.
- «15». Цифра указывает на массовую долю карбида титана в продукте.
- «К». В состав продукта входит кобальт.
- «6». Массовая доля вышеуказанного химического элемента.
Классификация инструмента
Существует множество параметров классификации резцов в соответствии с действующими ГОСТ. Согласно конструктивным особенностям выделяют следующие типы токарных резцов:
- монолитные, в которых режущая головка и державка являются цельной конструкцией;
- сборные, в которых на головке выполнена напайка пластины из быстрорежущего сплава, обеспечивающая повышенную эффективность обработки — это один из наиболее распространенных разновидностей инструмента;
- сборные, с механически закрепленной пластиной — пластину на головке фиксирует болт, в такой конфигурации выполняются резцы с металлокерамическими пластинами;
- регулируемые.

Функциональность резцов
В зависимости от качества обработки токарные резцы делятся на черновые и чистовые. Геометрия чернового инструмента обеспечивает возможность снятия материала большой толщины и сохранение твердости при сильном нагреве, возникающем при высокой скорости обработки. Чистовые аналоги имеют другое назначение, они нужны для работы на низких оборотах для снятия небольшой толщины материала.
Также выполняется классификация инструмента по направлению подачи, согласно которой выделяют правые и левые резцы. Под направлением подачи подразумевается сторона, с которой находится основная режущая кромка инструмента в момент, когда его головка обращена к лицевой части обрабатываемой детали.

Разновидности резцов
Функциональное назначение — один основных параметров классификации данного инструмента. В соответствии с назначением токарные резцы делятся на:
- Отрезные (ГОСТ №18874-73) — используются на станках с поперечной подачей рабочего инстурмента, предназначены для обочки и обработки торцевый частей заготовок.
- Проходные (ГОСТ №18871-73) — могут устанавливать на станка как с поперечной, так и с продольной подачой. Применяются для подрезки торцов, обточки, формирования деталей конической и цилиндрической формы.
- Отрезные, они же канавочные (ГОСТ №18874-73) — монтируются на станки с поперечной подачей. Используются для резки монолитных кусков металла и протачивания канавок кольцевой формы.
- Расточные (ГОСТ №18872-73) — предназначены для растачивания отверстий (сквозных и глухих), формирования углублений и выемок.
- Фасонные (ГОСТ 18875-73) — используются с целью снятия наружных и внутренних фасок.
- Резьбовые (ГОСТ №18885-73) — позволяют нарезать резьбу метрического, дюймового и трапецеидального сечения (как внутреннюю, так и наружную).
Также токарные резцы делятся прямые, отогнутые и оттянутые в зависимости от положения режущей кромки по отношению к державке. В отогнутых кромка выполнена в виде прямой линии, в отогнутых — изогнутую, в оттянутых — кромка уже, чем ширина стержня.
Какие резцы выбрать, где купить?
Чтобы определить, какие резцы нужны именно в вашем случае, необходимо определиться со следующими моментами:
- какой металл вы будете обрабатывать и какие операции будут выполняться;
- расставить приоритеты между качеством, эффективностью обработки и износоустойчивостью инструмента.
В целом, начинающему токарю необходимо иметь в распоряжении три вида резцов: проходные (маркировка SDACR) — для обработки торцов, наружные нейтрального типа (SDNCN) и расточные (SDQCR). Это базовый комплект, позволяющие выполнять большую часть технологических операций.
Если вы заинтересованы в покупке инструмента на долгосрочную эксплуатацию, имеет смысл взять набор токарных резцов со сменными пластинами. В последствии вы сможете менять расходники, а не покупать новые державки после износа режущей головки.
Пару слов о производителях. Среди компаний, реализующих действительно качественную продукцию, которую стоит купить, выделим фирмы Hoffman Garant (Германия) и Proma (Чехия). В сегменте отечественных производителей внимания заслуживают фирмы СиТО (Гомельский инструментальный завод) и Калибр. Заказать с доставкой резцы можно по указанным ссылкам.
Также имеет смысл приобрести заточную машинку, которая позволит вам самостоятельно возвращать резцам работоспособность при износе, а не пользоваться услугами сторонних мастеров. Тут необходимо заточно-шлифовальный агрегат оснащенный системой постоянного охлаждения с двумя абразивными кругами — из карбида кремния (для резцов из быстрорежущих сплавов) и электрокорунда (для твердосплавного инструмента). При заточке первоначально необходимо обработать переднюю плоскость режущей головки, затем — дополнительную и заднюю, пока не сформируется ровная режущая кромка.
Изготовление резцов своими руками: пошаговое руководство
Главное – использовать только инструментальную сталь, обладающую достаточно высокими эксплуатационными характеристиками.
Специалисты рекомендуют остановиться на легированном, либо углеродистом быстрорежущим варианте.
Подбор необходимой конфигурации напильников или рашпилей
Выбор этих деталей будет проще, если владелец заранее знает точно, какие перед ним стоят задачи. После этого длину, форму и размер подобрать не составит труда. Здесь дают несколько советов.
- Если требуется опилить до 5-10 мм толщины – лучше останавливаться на номере насечки 0 или 1.
- Точность обработки должна находиться в пределах 0,01-0,02 мм.
- По длине выбирать приспособления гораздо проще.
Главный ориентир – габариты поверхности, которую требуется опилить. Чем этот параметр больше, тем крупнее должно быть и само приспособление.
Можно воспользоваться специфической формулой, чтобы расчёт был точнее. К длине поверхности изделия прибавляем 15 см. Получим значение, которое и будет длиной рабочей поверхности напильника, рашпиля. Главное – чтобы работая, инструмент проводили по всей заготовке.
Крепление режущих частей
Самодельные инструменты делают также, что и профессиональные. Оптимальное решение – саморезы и винты. Чем качественнее изделие – тем лучше.
Как установить отрезной резец
Чтобы правильно выполнить отрезание без повышенного износа режущей пластины, а также обеспечить требуемое качество торца после отрезки, необходимо выставить резец строго перпендикулярно к детали. Кроме того, он должен быть установлен напротив оси вращения с отклонением по вертикали не более ± 0,1 мм. Размещение кромки лезвия даже на несколько десятых миллиметра выше может привести к поломке режущего лезвия, а при установке ниже уровня на заготовке может остаться непрорезанная ступенька. Отрезку необходимо производить максимально близко к кулачкам патрона, используя резец с минимальным вылетом.
Для облегчения обработки сложных материалов на настольных станках применяют пружинные и инвертированные резцы. Но, вероятно, народные умельцы для этих целей используют и другие конструкции, а также различные усовершенствования «штатных» резцов. Если вы что-нибудь знаете об этом, поделитесь, пожалуйста, информацией в комментариях к данной статье.
Правила эксплуатации
Токарные резцы способны долгое время выполнять основную функцию, пока не сточится рабочая поверхность. Но неправильное использование сокращает срок службы инструмента. Чтобы не допустить предварительного износа, нужно соблюдать простые правила эксплуатации:
- Устанавливать по центру.
- Чем больше габариты заготовки, тем крупнее должен быть резец.
- Включать охлаждение при работе на тяжелых режимах.
- Своевременно затачивать.
- Периодически проводить доводку рабочих поверхностей мелкозернистым камушком, не вынимая инструмент из резцедержателя.
- К заготовке подводить инструмент вручную, после касания включать автоматическую подачу.
- При остановке станка сначала вручную отвести инструмент, после выключить агрегат.
- Правильно подбирать режимы резания.
- Не хранить инструмент в куче — это приводит к сколам и трещинам на режущей кромке.
- При работе с отрезным резцом подводить его как можно ближе к патрону.
На токарном станке выполняется много видов работ. Для каждого процесса предусмотрен отдельный резец. Он подбирается исходя из обрабатываемого материала, режимов резания, параметров чистоты и шероховатости. Инструмент нужно своевременно его затачивать, соблюдать правила эксплуатации и хранения.
Мы проконсультируем вас по любым вопросам!
Наборы резцов с другими параметрами
Резцы для токарного станка по металлу 8х8 мм чешской компании Proma представлены одиннадцатью инструментами. При помощи пайки они оснащаются твердосплавными пластинами. Размеры резцов в данном наборе составляют 80 мм и 125 мм.
Те, кому для работы необходим инструмент, сечение хвостовой части которого составляет 0,12 см, могут использовать резцы для токарного станка по металлу 12х12 мм. Выполнение широкого спектра работ возможно за счет следующих резцов:
- проходного отогнутого;
- упорного;
- резьбового;
- расточного;
- отрезного;
- прорезного и других типов резцов.
На современном рынке инструментов вниманию потребителя предоставлен широкий ассортимент различных изделий для металлообрабатывающего оборудования. Новичку, решившему приобрести набор резцов для токарного станка по металлу, специалисты рекомендуют детально ознакомиться с классификацией этих инструментов, внимательно изучить их конструктивные особенности и характеристики, чтобы в дальнейшем не пришлось сожалеть о сделанной покупке.
Мы проконсультируем вас по любым вопросам!
Основные типы токарных резцов. Большое разнообразие работ, выполняемых на токарных станках, обусловливает необходимость применения разнообразных токарных резцов. Основными и наиболее употребляемыми из них являются проходные, чистовые, подрезные, отрезные и расточные.
Проходные
или обдирочные резцы (рис. 15,
а
и
в
) используются для предварительной обточки и подрезания деталей,во время которых снимается наибольшая часть припуска. Поэтому проходные резцы имеют такую форму, при которой обеспечивается наибольшая производительность станка. Шероховатость обработанной поверх ности, а также соблюдение точных размеров детали при этом имеют второстепенное значение.
<
Чистовые
резцы (рис. 15,
б)
применяются для окончательной отделки деталей. Припуски, которые снимаются в данном случае, обычно невелики. Основное требование, предъявляемое к чистовому резцу, — это обеспечение требуемой чистоты обработанной поверх ности малой ее шероховатости).
Подрезные
резцы используются для обработки торцовых поверхностей. Для этих целей используются также проходные отогнутые резцы (рис. 15,
в).
Отрезные
резцы (рис. 15,
г
) служат для отрезания от прутков требующихся кусков материала. При отрезании необходимо обеспечить возможно меньшую потерю материала, поэтому отрезные резцы делают узкими (с малой протяженностью длины режущей кромки), вследствие чего они получаются непрочными, часто ломаются и работа с ними требует большой осторожности и умения.
Расточные
резцы (рис. 15,
д
) применяются для растачивания различных отверстий, выемок, и т. д. Размеры расточного резца {поперечное сечение и длину стержня) выбирают в соответствии с размерами обрабатываемого отверстия.
Кроме перечисленных, при токарной обработке используются прорезные, фасонные, резьбовые и некоторые другие резцы более или менее специального назначения.
")
Рис. 15. Основные типы токарных резцов: проходной прямой(а), проходной отогнутый (в), отрезной (г), расточной (д).
Материалы токарных резцов. Основное требование, предъявляемое к материалу рабочей части резца — это твердость, которая должна быть больше твердости любого материала, обрабатываемого данным резцом. Твердость не должна заметно уменьшаться от теплоты резания. Одновременно с этим материал резца должен быть достаточно вязким (не хрупким); режущая кромка резца не должна выкрашиваться во время работы. Материал резца должен хорошо сопротивляться истиранию, которое происходит от трения стружки о переднюю поверхность резца, а также от трения задней поверхности резца о поверхность резания.
Этим требованиям в различной степени удовлетворяют инструментальные материалы — металлокерамические твердые сплавы, минералокерамика, быстрорежущие, легированные и углеродистые стали разных марок. Для некоторых работ в последние годы стали >применять алмазы.
Наиболее современными и распространенными материалами для токарных резцов являются металлокерамические твердые сплавы, сохраняющие свои режущие свойства при нагревании в процессе работы до температуры 800—900° С. Эти сплавы состоят из тончайших зерен карбидов тугоплавких металлов — вольфрама, титана и тантала, сцементированных кобальтом. Металлокерамические твердые сплавы разделяются на три группы: вольфрамовые (ВК), титановольфрамовые (ТК) и титано-тантало-вольфрамовые (ТТК).
Вольфрамовые твердые сплавы предназначаются для обработки чугуна, цветных металлов и их сплавов и неметаллических материалов. Для изготовления токарных резцов используются вольфрамовые твердые сплавы марок ВК2, ВК3М, ВК4, В Кб, ВК6М, ВК8, ВК8В. Буква В в каждой из этих марок означает карбид вольфрама, буква К кобальт; цифра, стоящая в марке после буквы К — указывает количество (в процентах) содержащегося в данном сплаве кобальта. Остальное — карбид вольфрама. Таким образом, например, в сплаве марки ВК2 содержится 2% кобальта и 98% карбида вольфрама.
Буква М, приведенная в конце некоторых марок, означает, что данный сплав мелкозернистый (величина зерен 0,5—1,5 мкм). Буква В приписывается к марке сплава, если он крупнозернистый (величина зерен 3—5 мкм). Мелкозернистость сплава сообщает ему износостойкость, большую износостойкости нормального сплава данной марки при меньшей прочности и сопротивляемости ударам, вибрациям и выкрашиванию. Крупнозернистость сплава, наоборот, повышает его прочность и сопротивляемость ударам, вибрациям и выкрашиванию и понижает износостойкость сплава.
Титановольфрамовые твердые сплавы применяются для обработки всех видов сталей. При токарной обработке используются сплавы марок Т5К10, Т5К12В, Т14К8, Т15К6, Т30К4. В каждой из этих марок буква Т и поставленная за ней цифра указывают количество (в процентах) содержащегося в данном сплаве карбида титана, а цифра после буквы К — содержание (в процентах) кобальта. Остальное в данном сплаве карбид вольфрама. Таким образом, например, в сплаве марки Т5К.10 содержится 5% карбида титана, 10% кобальта и 85% карбида вольфрама.
Титано-тантало-вольфрамовые сплавы используются в особо тяжелых случаях, например для обработки по корке стальных отливок и поковок, жаропрочных и других труднообрабатываемых сталей и т. п. Применяются сплавы марок ТТ7К12 и ТТ10К8Б, содержащие соответственно 7 и 10% карбидов титана и тантала, 12 и 8% кобальта, остальное — карбид вольфрама.
Металлокерамические сплавы выпускаются в виде пластинок различных форм и размеров.
При определенных условиях в качестве инструментального материала находит применение минералокерамический материал марки ЦМ-332, основной частью которого является окись алюминия. В состав этого материала не входят относительно редкие элементы: вольфрам, титан, кобальт и др. Теплостойкость резцов, оснащенных минералокерамикой, очень высокая и достигает 1200° С и более. В этом главное преимущество минералокерамических материалов в сравнении с твердыми сплавами, основными составляющими которых являются редкие и дорогие элементы и теплостойкость которых ниже. Недостатком минералокерамического сплава является его относительно небольшая и нестабильная прочность на изгиб (хрупкость). Поэтому он применяется при получистовой и чистовой обработке чугуна, стали и цветных сплавов. Выпускается он также в виде пластинок.
В последнее время появились новые инструментальные материалы, называемые керметами. Основой этих материалов является также минералокерамика, но для повышения прочности в нее вводят молибден, вольфрам или другие металлы.
Для изготовления токарных резцов широко используются так называемые быстрорежущие стали. Они содержат в качестве легирующих элементов вольфрам и хром, что обеспечивает большое сопротивление резцов износу и сохранение твердости и режущих свойств при многократном нагреве до температуры 620—640° С (свойство самозакаливаемости).
Быстрорежущие стали нормальной производительности изготовляются марок Р18, Р12 и Р9. Они содержат вольфрам (соответственно 17,5—19,0; 12,0—13,0; 8,5—10,0%), хром (3,1—4,4%), ванадий (1,0—2,6%), молибден (0,3—0,4%), углерод (0,7—0,95%) и некоторые другие элементы. Углерод, соединяясь с легирующими элементами, повышает твердость стали.
Быстрорежущие стали повышенной производительности изготовляются марок Р18Ф2, Р14Ф4, Р9Ф5, Р9К5, Р18К5Ф2, Р10К5Ф5, Р6МЗ и некоторых других. Буква Р в этих марках обозначает вольфрам, буква Ф — ванадий, буква К — кобальт, буква М — молибден (если содержание его более 0,5%). Цифры, стоящие после букв, определяют содержание в данной стали этих элементов в процентах. Кроме характеризующих данные марки стали элементов, указанных в их обозначениях, эти стали содержат также углерод, хром и некоторые другие составляющие.
Значительно реже для резцов и других инструментов, применяемых при токарной обработке, используются углеродистые и легированные инструментальные стали.
Из углеродистых сталей применяются стали марок У12А и У10А. В этих марках буква У условно обозначает, что сталь углеродистая; следующие за ней цифры указывают среднее содержание углерода в десятых долях процента, а буква А также условно указывает, что сталь высококачественная. Таким образом, маркой У12А обозначается высококачественная углеродистая сталь со средним содержанием углерода 1,2%.
Кроме углерода, в этих сталях в весьма малом количестве содержатся марганец, кремний, хром, никель, сера и фосфор.
Углеродистые стали теряют свои режущие свойства при температуре нагрева до 200—250° С и могут применяться только при низких скоростях резания и для легко обрабатываемых материалов.
Легированные инструментальные стали, содержащие в основном те же элементы, что и быстрорежущие стали, но в значительно меньших количествах, несколько улучшают некоторые свойства стали, но обладают также низкой теплостойкостью (не выше 300—350° С).
Определить материал резца при отсутствии на нем маркировки можно «по искре».
При затачивании резца из быстрорежущей стали образуется небольшое количество искр красного цвета, похожих на звездочки. Чем больше в стали вольфрама, тем темнее искры и тем их меньше.
При затачивании резца из углеродистой стали образуется много желтых искр в виде прямых линий.
Кроме перечисленных выше материалов, в последние годы для токарных резцов стали применять в некоторых условиях высокопроизводительные, обладающие очень большой стойкостью материалы — алмазы и эльбор. Алмазы применяют как естественные, так и искусственные (синтетические), допускающие температуру в зоне резания до 800° С. Эльбор — синтетический высокотвердый инструментальный материал, впервые полученный в лабораториях института физики высоких давлений Академии наук РФ. Он представляет собой нитрид бора (соединение бора с азотом). Высокие физико-механические свойства этого соединения позволяют обрабатывать резцами, оснащенными им, самые твердые материалы — закаленную сталь, металлокерамику и др. При этом температура в зоне резания может достигать 1400—1500° С без потери резцом его режущих свойств.
Конструкции токарных резцов. Цельные резцы, головка и тело которых состоят из одного материала, применяются очень редко. Резцы такой конструкции встречаются только из углеродистой инструментальной стали, стоимость которой сравнительно невелика, а также из быстрорежущих сталей для небольших резцов, используемых главным образом в державках.
Напайные и наварные резцы (резцы с напаянными или приваренными пластинками из быстрорежущей стали или из твердогосплава) имеют широкое распространение. Стержень такого резца, обычно нормального сечения, изготовляется из обыкновенной углеродистой стали марок Ст. 6 и Ст. 7 либо из качественной углеродистой стали марки 45 или 50. Стержни резцов, работающих в особо тяжелых условиях, прочность которых нельзя усилить увеличением сечения, изготовляются из углеродистой инструментальной стали марок У7 и У8 или из легированной стали марки 40Х.
Несмотря на высокое качество современных способов напайки пластинок твердого сплава, изготовление таких резцов сопровождается иногда образованием трещин и в дальнейшем разрушением пластинки. Поэтому в последнее время стремятся заменить напайку или приварку пластинок (особенно минералокерамических) механическим закреплением их.
Пластинка 1 в этом случае (рис.16) закрепляется в стержне
4
резца посредством прижима
3
и болта
2.
Один конец прижима опирается на пластинку, а другой — на рифленую поверхность (шаг рифлей—1,5 мм). При износе пластинки на 1,5 мм прижим можно сдвинуть вперед (для этого отверстие для болта, закрепляющего прижим, сделано продолговатым). Пластинка в рабочем положении правой кромкой упирается в заплечик, имеющийся с нижней стороны прижима.

Рис. 16. Резец с механическим креплением твердосплавных пластинок.
При замене затупившейся пластинки новой снимать резец со станка нет надобности. Недостаток такого способа закрепления пластинок состоит в том, что они используются примерно лишь наполовину. Кроме того, быстро изнашиваются болт, прижимы и другие детали, посредством которых осуществляется крепление пластинки.
В последние годы применительно к механическому креплению стали выпускаться многогранные неперетачиваемые пластинки.
В случае, когда длина режущей кромки резца, например расточного, может иметь небольшую протяженность, он изготовляется коротким и небольшого сечения. Для закрепления таких резцов используются державки различных конструкций. Державки применяются также для закрепления фасонных и резьбовых резцов. Наиболее употребительные конструкции подобных державок рассматриваются в соответствующих главах.
Изготовление твердосплавных резцов. Изготовление резцов производится в инструментальном цехе специальными рабочими и начинается с подготовки припаиваемой пластинки, у которой должно быть устранено (шлифованием) коробление опорной плоскости, если таковое имеется. Эта плоскость и боковые стороны пластинки, соприкасающиеся со стержнем резца, должны быть тщательно очищены от окалины и случайных загрязнений.
Стержни резцов, изготовленные кузнечным способом из углеродистой стали, должны быть подвергнуты отжигу при температуре 800—850° С, а стержни, изготовленные из сталей марок 40Х и 45Х, — при температуре 840—870° С. Опорная поверхность стержня должна быть обработана. Гнездо в нем под пластинку должно быть обработано так, чтобы пластинка ложилась на стержень резца без качки. Угол γ п вреза пластинки (рис.17) измеренный в главной секущей плоскости, следует делать равным перед нему углу резца или немного больше этого угла.

Рис. 17. Положение пластинки в стержне резца до заточки.
Для уменьшения стачивания пластинки при первой заточке резца гнездо в стержне должно быть таким, чтобы пластинка выступала над державкой на 0,5—0,6 мм. Для более удобного затачивания резца по передней поверхности верхняя плоскость пластинки должна быть выше тела стержня на 1,0—1,5 мм. Глубина h не должна превышать
1
/
3
высоты стержня резца.
В качестве припоя может быть использована электролитическая медь (температура плавления 1080° С) или медно-никелевый припой (температура плавления 1220° С) следующего состава: 70% меди, 30% никеля. Существуют и другие припои, составы которых приведены в книгах по инструментальному делу.

Рис. 18. Нагрев резца под напайку пластины.
Для предохранения поверхности гнезда и пластинки от окисления, для удаления окислов, а также для лучшего смачивания поверхностей во время пайки применяется флюс, в качестве которого обычно используется бура, предварительно расплавленная, истолченная и просеянная через мелкое сито.
Нагревание стержня резца и пластинки в процессе пайки лучше всего производить посредством токов высокой частоты в индукторе (рис. 18, а), внутренние размеры которого должны быть на 20—30 мм больше размеров стержня резца. После того как резец нагреется до температуры плавления флюса (при использовании буры примерно до 750—800° С), его посыпают флюсом, и, вынув резец из индуктора, металлической щеткой очищают гнездо от шлака. Затем гнездо вновь «‘ посыпают флюсом, укладывают на него пластинку, сверху кладут припой и вновь посыпают флюсом так, чтобы он сплошным слоем покрыл припой и пластинку. После этого нагревают резец до температуры около 1200° С и как только припой расплавится — резец быстро вынимают из индуктора и остроко нечным стержнем прижимают пластинку к поверхности гнезда. Для медленного охлаждения напаянный резец помещают на 2—3 ч в ящик с размолотым древесным углем или сухим песком.
При отсутствии высокочастотной установки для нагревания напаиваемого резца может быть использована муфельная печь или в крайнем случае пламенная ацетилено-кислородная горелка. Работа в этом случае должна поручаться опытному сварщику. Пламя горелки должно быть восстановительным (с избытком ацетилена) и направлено на стержень (рис.18
б
),а не на пластинку.

Рис. 19. Углы заточки и доводки резцов алмазными кругами.
Заточка и доводка твердосплавных резцов должны производиться на алмазных кругах. Наиболее качественная заточка и доводка твердосплавных резцов достигается при использовании кругов из естественного (обозначается буквой А) или искусственного (обозначается буквами АС) алмаза. Дело в том, что высокая режущая способность алмаза позволяет производить заточку, прижимая резец к кругу с меньшей силой, чем это требуется при использовании кругов из других материалов. Благодаря этому температура нагрева резца в процессе заточки на алмазном круге в четыре-пять раз ниже, чем при других кругах. Это исключает образование трещин на пластинке в процессе заточки. Трещины иногда бывают незаметны на глаз, но хорошо видны в лупу. Чувствительность к образованию трещин при заточке особенно велика у резцов с малокобальтовыми и высокотитановыми твердыми сплавами (ВК2, ВК3М и Т30К4 и т. д.). Для уменьшения трудоемкости и экономии заточного и доводочного кругов рекомендуется при заточке резцов принимать для главной и вспомогательной задних поверхностей — тройной, а для передней поверхности — двойной угол заточки (рис. 19).
Для заточки твердосплавных резцов рекомендуются алмазные круги марок А12, А10, А8 и А6 (где 12, 10 и т. д. — зернистость круга; например, зернистость 12 указывает, что наименьший размер, зерна данного круга 0,12 мм) с концентрацией 100% и металлической связкой (обозначается буквой М). Можно использовать в этом случае круги марки АС, т. е. из искусственного алмаза. При выборе зернистости следует учитывать припуск на заточку: чем больше припуск, тем крупнее должно быть зерно. С увеличением размера зерна уменьшается расход алмаза, резко возрастает производительность, но ухудшается чистота обработанной поверхности. Размеры круга выбираются с учетом имеющегося оборудования (следует учитывать, что наиболее производительными являются круги наибольших размеров).
Скорость вращения круга должна быть 30—35 м/с, продольная подача 0,5—1,0 м/мин, поперечная подача 0,02—0,03 мм на один двойной ход. Заточку следует производить с охлаждением 1—2 л/мин, резко снижающим силы резания, шероховатость обработанной поверхности, увеличивающим производительность заточки и значительно уменьшающим расход алмазных кругов.
В качестве охлаждающей жидкости рекомендуется эмульсия следующего состава (в процентах):
Тринатрийфосфат………………………………………..
Вазелиновое масло………………………………………0,05
Бура………………………………………………….0,30
Кальцинированная сода…………………………………..0,25
Нитрат натрия………………………………………….0,10
Вода………………………………………………….98,70
Правку алмазных кругов рекомендуется производить абразивным кругом или брусками из зеленого карбида кремния зернистостью 25—16, твердостью СМ1—СМ2 на керамической связке, с охлаждением. Для очистки поверхности алмазного круга от стружки следует применять пемзу.
Станки и приспособления, используемые для алмазной заточки твердосплавных резцов, должны быть жесткими. Биение кругов не должно превышать 0,01 мм. Форма круга — плоский с выточкой (ПВ) или цилиндрический чашечный (ЧЦ). При выполнении приведенных выше рекомендаций шероховатость обработанной поверхности резца получается 8—10-го класса.
Ниже приводится порядок обработки алмазным кругом поверхностей твердосплавного резца:
- заточка главной задней поверхности стержня под угол
а
+ 5°; - заточка вспомогательной задней поверхности стержня под угол
а 1 +
5°; - заточка передней поверхности пластинки твердого сплава под угол
у;
- заточка главной задней поверхности пластинки твердого сплава под угол
а
+ 3°; - заточка вспомогательной задней поверхности пластинки твердого сплава под угол
а 1 +
3°; - закругление вершины резца.
Стержень резца следует обрабатывать электрокорундовыми кругами. Несоблюдение этого правила приводит к засаливанию круга, а иногда к образованию трещин на пластинке твердого сплава. Давление резца на круг должно быть незначительным во избежание появления трещин и увеличения износа круга. Направление вращения круга должно быть сверху вниз, т. е. круг должен как бы набегать на затягиваемый резец. Круги следует своевременно править, так как при засаленном круге образуются трещины в твердосплавной пластинке.
В случае отсутствия алмазных кругов заточку твердосплавных резцов можно производить кругами из других материалов, руководствуясь при этом данными табл. 2.
Таблица 2
Круги и окружные скорости при заточке твердосплавных резцов
| Операция | Марки метериалла стержня и твердых сплавов | Характеристика круга | Окружная скорость в м/с | ||
| Материал | Твердость | Зернистость | |||
| Заточка стержня резца по задним поверхностям | Углиродистая сталь: 45, 50, У8 и т.д. | Электрокорунд | С1 — СМ2 | 40 — 25 | 25 |
| Заточка передней и задней поверхностей резца по пластинке твердого сплава | Твердый сплав: ВК4, ВК6, ВК8, ВК8В, Т5К10, Т5К12В Т14К8, Т15К6, Т17К12 Твердый сплав: ВК2, ВК3М, ВК6М, Т30К4 |
Зеленый карбид кремния
То же |
М2 — СМ2
М1 — М3 |
40 — 25
25 — 16 |
12 — 16
12 — 16 |
Последовательность заточки и доводки резцов из твердых сплавов в этом случае такая же, как при одноименных операциях для резцов, затачиваемых алмазным кругом.
После заточки резца, даже на мелкозернистом круге, на режущей кромке его остаются зазубрины, а задняя и передняя поверхности получаются повышенной шероховатости. Во время работы эти зазубрины и шероховатость вызывают интенсивный износ резца, что снижает его режущие свойства и повышает шероховатость обрабатываемой поверхности. Поэтому заточенный резец следует доводить на алмазном круге и только при отсутствии требуемого круга — на притирочном диске пастой из карбида бора.
Доводка твердосплавных резцов ведется алмазными кругами со следующими характеристиками и режимами:
Зернистость круга………………………………………………А5, А4, АМ40, АМ28, АМ20
Связка………………………………………………………..Органическая
Концентрация кругов в %:
А5 и А4……………………………………………………….50
АМ40, АМ28, АМ20 и др…………………………………………..25
Скорость вращения круга в м/с……………………………………30—35
Продольная подача в м/мин……………………………………….0,30—0,80
Поперечная подача в мм на двойной ход…………………………….0,005—0,01
При доводке следует применять охлаждение (1—2 л/мин).
При правильном выполнении доводки шероховатость доведенных поверхностей снижается до 11-го класса чистоты и даже больше.
Доводка твердосплавных резцов при отсутствии соответственных алмазных кругов может производиться пастой из карбида бора на вращающихся чугунных
(НВ
120—160) дисках при скорости вращения диска 1,0-1,5 м/с.
Паста нормальной производительности состоит (по весу) из 70% карбида бора и 30% парафина. В пасте повышенной производительности содержится 85% карбида бора и 15% парафина.
Зернистость доводочного материала рекомендуется следующая:
При черновой обработке……………..М40
чистовой …………………………М20—М28
Порядок обработки поверхностей твердосплавного резца при доводке:
1) доводка главной задней поверхности под углом
а
на величину фаски шириной 1,5—3 мм;
2) доводка передней поверхности под угол
у
на величину фаски шириной 2—4 мм;
3) закругление вершины резца.
Вспомогательная задняя поверхность резца не доводится.
Для получения высокого качества доводки необходимо, чтобы биение доводочного круга или диска не превышало 0,05 мм. Вращение круга и диска должно быть обратным вращению круга при заточке и направлено под режущую кромку. Перед нанесением пасты на диск его следует слегка протереть войлочной щеткой, смоченной в керосине. Слой пасты, наносимой на диск, должен быть тонким; толстый слой не ускоряет процесс доводки. Резец следует плавно подводить к доводочному диску и легко прижимать к нему. Сильный нажим не ускоряет доводку, а только увеличивает расход пасты и ускоряет износ диска.
Проверка правильности углов резца в простейшем случае производится шаблонами, подобными показанному на рис.,
а.
Наклонные стороны
А
и
В
шаблона составляют с его основанием (с правой стороной по рис.
углы, равные 90
0
— а, где угол а для стороны
А
равен, например, 8°, а для стороны
В-
12°.
 для проверки резца и его применение при проверке заднего угла (б) и угла заострения (в)")
Рис.20 Шаблон (а) для проверки резца и его применение при проверке заднего угла (б) и угла заострения (в)
Это >дает возможность проверить на плите правильность заднего угла резца, как показано на рис. Вырезы у основания шаблона сделаны с разными углами, равными углам заострения резцов, предназначенных для обработки различных материалов. Проверка этим шаблоном угла заострения резца показана на рис. 20,
в.
Шаблон следует располагать в плоскости, перпендикулярной к главной режущей кромке.
Для проверки и измерения углов резцов пользуются также специальными универсальными приборами.
Чистоту доведенных поверхностей резца и отсутствие на режущей кромке зазубрин проверяют при помощи лупы с 10—20 кратным увеличением.
Изготовление резцов с пластинками из минералокерамических твердых сплавов. Припаивание минералокерамических пластинок производится латунью Л-62. Этот процесс должен выполняться очень тщательно во избежание отскакивания пластинки или ее растрескивания. Затруднения, возникающие при этом, обусловливают широкое применение державок для минералокерамических резцов, подобных показанной на рис. 16 и других конструкций.
Заточка минералокерамических резцов производится на шлифовальных кругах из зеленого карбида кремния на керамической связке твердостью не свыше СМ1. При освоении процесса заточки >этих резцов следует пользоваться кругами твердостью М2—МЗ.
Зернистость кругов при предварительной заточке 40, при окончательной 25—16.
Окружная скорость круга должна быть около 5 м/с. Если заточка производится твердым кругом, окружная скорость его должна быть 2—4 м/с.
Во избежание растрескивания пластинки заточку минералокерамических резцов следует производить с охлаждением (1—2-процентный раствор кальцинированной соды в воде).
Доводка минералокерамических резцов производится на чугунном диске пастой из карбида бора зернистостью 3—6.
Изготовление быстрорежущих и углеродистых резцов. Быстрорежущие резцы лишь небольших размеров делают цельными. Резцы средних и крупных размеров для экономии дорогостоящей быстрорежущей стали должны быть наварными.
Пластинки из быстрорежущей стали привариваются к стержню резца с помощью различных порошков. Сварочный порошок накладывается слоем толщиной около 3 мм между пластинкой и стержнем резца. После этого резец помещают в индуктор высокочастотной установки, в крайнем случае в печь или даже кузнечный горн, где он нагревается до светло-красного цвета. Убедившись в том, что пластинка не сдвинулась, ударяют по ней один раз молотком для закрепления ее на месте. Затем резец снова помещают в печь и нагревают до температуры сварки, т. е. до светло-желтого, почти белого цвета и появления пузырей на пластинке. Вынув резец из печи, плотно прижимают пластинку к стержню под ручным прессом или легкими, но частыми ударами кузнечной кувалды (через гладилку). Охлажденный резец можно закаливать как цельный.
Резцы из быстрорежущей стали при закалке нагревают «ступенями»: сначала медленно нагревают до определенной температуры, >затем быстро до следующей ступени температуры и только после этого быстро поднимают температуру нагрева до 1240—1300° С.
Охлаждение резца производится в масле или струе холодного воздуха. Для отпуска резца его нагревают, выдерживая в печи 3—4 ч, после чего охлаждают в масле или в струе воздуха. Материал резца улучшается, если отпуск производят два-три раза с вы держкой 1 ч после нагрева.
Резцы из углеродистой стали изготовляют обычно цельными, независимо от их размеров. Такие резцы получают необходимую форму механической обработкой или ковкой. Придание резцу необходимой формы кузнечным способом всегда связано с понижением качества его материала — выгоранием полезных элементов, образованием трещин и т. д. Поэтому такой способ следует применять лишь в случае безусловной необходимости и выполнять со строгим соблюдением всех правил ковки. Откованные резцы следует подвергать отжигу, уничтожающему внутренние напряжения в стали, образовавшиеся во время ковки. Для этого резцы нагревают до температуры отжига, соответствующей марке стали изготовляемого резца, после чего резец охлаждают в сухом древесном угле, золе или песке.
Для закалки резца головка его нагревается до соответствующей температуры (760—800° С в зависимости от марки стали) с охлаждением в воде комнатной температуры.
Для сообщения резцу вязкости его подвергают отпуску. С этой целью как только головка охлаждаемого резца потемнеет, его вынимают из воды, очищают головку от окалины и ждут, пока она снова нагреется теплотой, оставшейся в неохлажденной части резца, до температуры, соответствующей данной стали и определяемой по цвету побежалости. Как только цвет побежалости, соответствующий данной температуре, дойдет до вершины резца, последний быстро охлаждают в воде.
Заточка новых быстрорежущих и углеродистых резцов с приваренными пластинками и изготовленных ковкой производится в два приема. Предварительная заточка резцов выполняется до их закалки кругом из электрокорунда зернистостью 80—50 и твердостью С1—СП. При этой заточке должны быть получены все углы резца. Окончательная заточка таких резцов, а также переточка резцов, находящихся в работе и затупившихся, производится на круге из электрокорунда белого зернистостью 40 или 25 с твердостью СМ—СМ1, при окружной скорости круга 25—35 м/с, при обильном охлаждении.
Резцы, форма головки которых получена механической обработкой, а также резцы с аккуратно приваренной пластинкой затачиваются полностью после термообработки (без предварительной заточки).
Окончательно заточенный резец подвергается доводке на диске или заправляется абразивным бруском. Для доводки быстрорежущих резцов применяют пасты — крупнозернистую и мелкозернистую.
Состав крупнозернистой пасты в % (по весу):
Электрокорунд белый или нормальный зернистостью
М40—М28……………………………………………………………70
Стеарин технический……………………………………………..28
Олеиновая кислота …………………………………………………….. 2
Состав мелкозернистой пасты в % (по весу):
Электрокорунд белый или нормальный зернистостью
М20-М10………………………………………………………65
Стеарин технический……………………………………………32
Олеиновая кислота……………………………………………..3
Общие замечания о заточке и доводке резцов. Заточка и доводка резцов, как правило, должна производиться централизованно квалифицированными рабочими-заточниками.
На большинстве передовых металлообрабатывающих предприя тий и особенно на заводах с массовым и крупносерийным характером производства в механических цехах организованы заточные отделения. Токари, а также другие рабочие-станочники получают готовые окончательно заточенные и доведенные резцы и другие инструменты.
В недостаточно хорошо организованных механических цехах, где рабочие места не специализированы и на них приходится выполнять самые разнообразные работы, а также в небольших мастерских, токари вынуждены производить заточку и доводку резцов самостоятельно.
Заточка — одна из самых опасных работ, выполняемых токарем. Поэтому при выполнении ее необходимо соблюдать следующие правила техники безопасности:
- если заточка производится всухую и у станка нет защитного стекла, токарю необходимо надевать специальные очки;
- при заточке резца надо стоять не напротив вращающегося круга, а несколько сбоку, чтобы в случае разрыва круга осколки его не задели рабочего;
- подкладка, на которую опирается затачиваемый резец, должна быть установлена возможно ближе к шлифовальному кругу;
- круг всегда должен быть в исправном состоянии и хорошо выправленным;
- биение круга не допускается;
- защитный кожух, закрывающий круг, всегда должен быть на месте.
Все, что нужно знать о резцах для токарных станков
Профессионалы знают о резцах для токарных станков все, а вот несведущим несложно потеряться в многообразии видов, форм и производителей инструментария. И тем более сложно подступиться им к теме создания резцов собственноручно. А ведь еще есть правила заточки и установки. Стоит этому уделить внимание.
Особенности
Что такое токарный резец – это элемент, предполагающий державку и рабочую головку. Первая помогает фиксировать резец на станке, а вторая – работать с заготовкой. Сечение державки может быть квадратным и прямоугольным. Рабочая часть включает несколько смежных плоскостей и режущие кромки, а угол заточки связан с характеристиками материала, который обрабатывается в данный момент, и с самим видом обработки.

Немного о рабочей головке: она может быть цельной либо с пластинами, что с ней сварены (либо припаяны). А еще сегодня существуют резцы для токарного станка, которые орудуют со сменными пластинами, что очень удобно. Резцы с цельными элементами встречаются реже, а вот со сварными/спаянными – куда чаще. Их делают из быстрорежущей стали либо из твердого сплава с танталом, титаном или вольфрамом.
Деталь может использоваться, чтобы обрабатывать стальные, чугунные, цветметалловые изделия, а также материалов неметаллического типа.
Как уже отмечалось, токарные резцы со сменой пластин – удобная для профессионала вещь. Пластина на головке может держаться механически, винтами либо специальными прижимами. И далее ею очень комфортно пользоваться. Особенно если выполнена пластина из минеральной керамики (хоть и стоимость отрезной детали в таком случае резко «подпрыгнет»).
Рабочая же часть токарного резца бывает твердосплавной, бывает – из быстрорежущей стали, либо из углеродистой высококачественной стали. Видов же резцов очень много, это большая и сложная классификация.
Обзор видов
Резцы различаются функциональностью, конструктивной нюансировкой и прочими параметрами.
По назначению
Здесь речь идет о материалах, с которым работает резец.
-
По дереву. В маркетах их можно найти в комплектах с кольцами, гребенками, рейерами, крючками, мейселями. Резцы и механизмы вращения скрепляются.
-
По металлу. Когда нужно приварить или припаять пластину, вот тогда и говорят об оптимальном выборе для резцов. Твердые сплавы и быстрорежущие используются в таком случае чаще. Установка таких резцов возможна не только на токарные станки, но и на долбежные, строгальные, спецназначения и другие.
Эта классификация невелика, здесь выбор не будет трудным.
По конструкции
Это цельные резцы, в которых стержень и головка сочленены одной системой. Или это инструмент с приварными пластинами, они очень прочно соединены с головкой. Если спайка пластин осуществлялась без технической точности, на рабочей поверхности впоследствии могут образоваться трещины. Используют такие резцы широко, потому что они подходят самым разным станками.
Резцы же с механическим креплением пластин считаются одним из удобных вариантов для металлических пластин. Это касается и сборных, и регулировочных разновидностей, и державочных.
По типу обработки
Здесь резцы делят на чистовые и получистовые. У чистовых подача невысока по скорости, с болванки снимают материал с малой толщиной. Чаще всего такие инструменты представлены проходным резцом. Получистовые очень похожи на предыдущий вариант, но они по характеристикам слабее чистовых. Но использоваться они могут для тех же задач.
По виду установки
Тангенциальные резцы – инструмент, который устанавливается по определенному углу, причем, любому, за исключением прямого. Измеряется это относительно оси поверхности, которая проходит операцию. И отличается инструмент сложной схемой крепежа для внутреннего точения.
Радиальный резец отличает фиксация исключительно прямого угла по поверхности, которая проходит обработку. Для промышленных целей популярный вариант. И есть у радиальной разновидности большой плюс – это упрощенная крепежная система.
По типу подачи
Тут все еще проще: левыми резцами называют инструменты с правой частью резки, именно к ней повернут обрабатываемый металл. У правых же резцов слева находится часть резки, на нее повернута металлоповерхность для обработки.
По креплению режущей части касательно стержня
А эта характеристика презентует 4 вида резцов. Отогнутые отличаются особой выгнутой линией, свойственной чертой для оси проекции именно верхнего положения. А боковая локализация обеспечивает прямоположение линий. Прямые резцы – те, ось проекция которых сохраняет ровную линии, причем сверху и сбоку.
У оттянутых резцов головочная часть и стержень разные по размеру, головка будет поменьше. На резцовой оси ее крепят. Детали свойственно некоторое смещение касательно оси резцов, в любую сторону. Ну а выгнутые резцы при верхней локализации связаны с проекционной осью ровной линией, боковая же проекция – с выгнутой линией.
По способу обработки
И здесь немало разновидностей.
-
Подрезные. Если это станок с поперечной подачей заготовок, инструмент легко соединяется с оборудованием. Это или края разных поверхностей, или же ступенчатые элементы.
-
Проходные. Функциональны для металлообработки с оборудованием поперечной и продольной подачи. Это актуально, если подрезка относится к торцам, к цилиндрическим и конусовидным заготовкам.
-
Расточные. Нужны для сквозных, а также глухих отверстий, для углублений и выемок.
-
Круглые. Здесь форма определила название.
-
Резьбовые. Формируют резьбу внешнюю и внутреннюю, с трапециевидным сечением, а также круглым и прямоугольным. Сами изделия могут быть ровные, круглые, а также выпуклые.
А еще резцы бывают ровные (прямоугольные грани у них сохраняются), выгнутые (отличаются только по форме, незначительно), фасонные (совмещаются с фасонными формами сложных конструкций).
Материалы
Уже отмечалось, что резцы делают из самых разных материалов. Например, из твердых. Это вольфрамовые инструменты, которые могут обрабатывать цветные металлы и разные сплавы. Хороши для заготовок из чугуна, неметаллов. Еще существуют титановольфрамовые резцы, способные работать с любыми металлами. А тантало-вольфрамо-титановые резцы нужны там, где задача – обработка трудных металлов, например, ковочных и жаростойких, то есть тех, которые так просто не берутся.
Если резцы делают из материалов быстрой резки, то они могут быть с норма-эффективностью и с повышенной эффективностью. А вот те инструменты, что выполнены из углеродистого материала, считаются, и вполне справедливо, наиболее качественными.
Используются также и алмазные резцы: они хорошо обрабатывают цветные металлы, а еще пластик, каучук, эбонит, фибру. А вот по черному металлу они почти не работают, потому что в их отношении алмазные резцы считаются очень хрупкими. «Свежими» конкурентами алмазным элементам считаются эльборовые.
Лучшие производители
Среди основных производителей и российские компании тоже. Например, INIGS, он делает отличные расточные сквозные детали по хорошей цене. А также среди отечественных брендов в лидерах «Канашский ИЗ», популярный продукт которого – проходной прямой. Из импортных компаний большое доверие вызывают чешские производители.
А также популярны наборы, например, комплект инструментов по дереву. Из популярных товаров – «Энкор», а также «Металлмастер», Proma, Proxxon. Впрочем, ориентироваться нужно не только на бренды, цену и страну производства.
Советы по выбору
Резец подбирают зависимо от того, что за деталь предстоит обрабатывать, от материала детали, от формы и желаемой чистоты поверхности. Например, запрос есть на цилиндрическую деталь без внутреннего отверстия, значит, резец потребуется проходной отогнутый, проходной прямой либо упорный.
Что еще учесть при выборе:
-
материал изготовления (нержавеющая сталь или твердые сплавы, например);
-
наличие/отсутствие комплекта (зачастую выгоднее покупать именно наборы);
-
возможность использования универсального инструмента, такой резец еще могут называть сборным, так как в нем к державке могут крепиться разные пластины, а потому и обрабатывать можно разные заготовки под разными же углами.
Очень часто профессионалы сталкиваются с трудностями в выборе инструмента «под себя». Он, действительно, должен быть удобен в работе, а еще и, желательно, стоить недорого. И мысль сделать самодельный резец – не такая уж авантюра.
Как сделать своими руками?
Допустим, речь идет об изготовлении токарного резца по дереву. Именно такие инструменты делают самостоятельно чаще.
Любая разновидность стамески предполагает следование такой схеме.
-
По чертежам либо фото выпиливается стальная заготовка нужной формы – это делается на токарном станке согласно заданных размеров.
-
Осуществляется первичная заточка будущего резца.
-
Металлическую деталь надо закалить, чтобы резец смог обрабатывать разные виды древесины. Сначала металл нагревается до предельной температуры, потом его опускают в машинное масло, и там он должен полностью остыть. А можно выдержать и просто при комнатной температуре.
-
Далее следует финишная заточка.
-
Режущая часть резца насаживается на деревянную ручку инструмента.
В этом процессе самым ответственным моментом будет первичная заточка. Резцы очень разные, их делают из напильника, например, но суть именно в предназначении инструмента, оно влияет на итог. Например, чтобы сделать резец с полукруглым режущим краем, на заготовке отмечают контур, по нему удаляют все лишнее и делают заточку оконечника нужного радиуса. Режущий край подтачивать надо аккуратно, чтобы тот вышел ровным.
Пример того, как выполнить своими руками резец-рейер.
-
Из напильника выковывается заготовка по размерам.
-
Плоская заготовка кладется на полукруглую обжимку, которая стоит в наковальном отверстии, сверху фиксируется полукруглая гладилка, по ней ударяют молотом. Так делают, чтобы полотно вокруг продольной оси было загнуто. Вместо гладилки используется стальной прут.
-
До момента закаливания «черновик» обтачивается под углом в 45 градусов. После закаливания сделать то же уже будет сложнее, потому важно не упустить момент.
-
Потом заготовка закаливается, ей нужно дать остыть.
-
Полотно отправляется в печку, чтобы нагреться до 200 градусов. Через 20 минут его достают и оставляют просто на воздухе, пока не остынет.
-
Наружная и внутренняя поверхности обрабатываются, обязательно выравниваются все деформации.
-
Режущую кромку надо заточить, сначала выровняв ее перпендикулярно продольной оси.
-
Осталось только насадить ручку – рейер своими руками готов.
Лезвие у рейера, кстати, может быть прямым или скошенным, фигурным в зависимости от целей использования инструмента, широты его действий.
Нюансы заточки
Заточка резцов – момент более чем ответственный. Без нее не получится поддерживать рабочую часть в оптимальном состоянии, в форме и с нужным углом. Не надо затачивать только резец в виде одноразовой твердосплавной пластины. Если говорить о промпредприятиях, там резцы затачивают на специальном станке. В домашних условиях приходится проявлять изобретательность. Например, могут для этого использоваться химреактивы или точильные круги. На токарном станке нередко устанавливают абразивный круг – он довольно качественно может заточить резцы, доведя инструмент до нужной геометрии.
Если решено выбрать именно точильный круг, надо ориентироваться на материал основы. Например, затачивая правильно твердосплавный резец, круг будет зеленым, карборундовым. Если заточке подвергается деталь из качественной углеродистой стали или быстрорежущей стали, круг надо выбрать корундовый.
Заточка проводится с охлаждением и без него, и первый вариант для многих мастеров куда предпочтительнее. Холодная вода будет подаваться на участок, где резец и вступает в контакт с точильным кругом. Если же охлаждение исключается, то после процедуры резко охлаждать инструмент недопустимо, режущая часть рискует просто растрескаться.
Затачивание также предполагает образцовую поэтапность: сначала на круге обрабатывается задняя поверхность основы, потом – задняя вспомогательная, и только на финише – передняя. Завершит работу затачивание резцовой вершины, с учетом необходимого радиуса закругления.
Непосредственно в момент затачивания элемент следует медленно передвигать по кругу (именно медленно, спешка часто срывает операцию), не слишком-то прижимая его. Это важно для организации равномерной изнашиваемости и формирования предельно ровной режущей кромки.
Правила установки
Безукоризненная фиксация элемента на резцедержателе – это последующий правильный ход точения. Если установить инструмент неверно, станок просто вскорости износит режущую кромку. До начала установки необходимо очистить опоры держателя. По сути, правило No 1 – вершина резца должна пребывать на уровне линии центров токарного станка (это и означает выставить по центру). Если установить ниже линии, деталь просто вытолкнется из центра при набегании, если выше – будет недопустимым нагрев и износ будет скор.
Что еще важно знать про установку:
-
если он будет закреплен в спецдержателе не меньше чем на два болта, это уже дает гарантию правильной установки;
-
закрепленный резец подводится к центру задней либо передней бабки, проходит высотную регулировку, под него стелется не больше трех подкладок;
-
к слову, подкладки подготавливаются комплексно, им альтернативы нет;
-
подкладки кладутся на опору держателя резца с контролем вылета последнего (не больше 1,5 стержневой высоты), иначе работать станок будет с вибрацией;
-
потом регулировать глубину резца можно пробными стружками или лимбом подачи поперек;
-
если берется первый метод, резец подводится плотно до касания к элементу вращения, затем он идет вправо, а потом глубина резки определена интуитивно;
-
если с диаметром заточки промахнулись, нужно все повторить с необходимой глубиной резки, пока не получится нужное.
Кстати, перед тем как установить резец в держатель, следует знать, что в нем могут закрепляться одновременно 4 элемента. Меньше двух болтов на крепление не предусмотрено.
Для нарезания металла, для резьбы деревянных поверхностей резцы практически незаменимы. Можно искать нужный элемент в единственном числе, можно приобретать многорезцовые наборы для станков с ЧПУ, а некоторые элементы дешевле обойдутся в самостоятельном изготовлении. Главное – точно знать функциональность инструмента и понимать технологию работы с ним.
При работе на токарных станках используют различные режущие инструменты:
- резцы,
- сверла,
- развертки,
- метчики,
- плашки,
- фасонный инструмент и др.
1. Токарные резцы
Резец состоит (рис. 1) из головки 2 (рабочей части) и стержня 1, служащего для закрепления резца в суппорте станка.
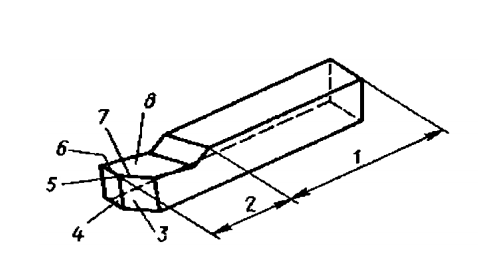
Рис. 1. Элементы резца
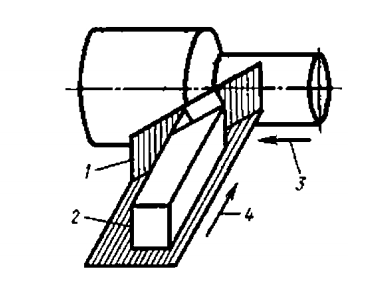
Рис. 2. Условные плоскости (резания и основная) для изучения геометрии резца
Передней поверхностью 8 резца называют поверхность, по которой сходит стружка. Задние (главная 3 и вспомогательная 4) поверхности обращены к обрабатываемой заготовке. Главная режущая кромка 7 выполняет основную работу резания. Она образуется пересечением передней и главной задней поверхностей резца. Вспомогательная режущая кромка 6 образуется пересечением передней и вспомогательной задней поверхностей. Место пересечения главной и вспомогательной режущих кромок называют вершиной 5 резца.
Для определения углов резца установлено понятие координатных плоскостей. Применительно к токарной обработке это плоскость резания и основная плоскость. Плоскостью резания 1 называю плоскость, касательную к поверхности резания и проходящую через режущую кромку (рис. 9).
Основная плоскость 2 параллельна направлениям 3, 4 подач (продольной и поперечной); она совпадает с опорной поверхностью резца.
Углы резца разделяют на главные и вспомогательные (рис. 10).
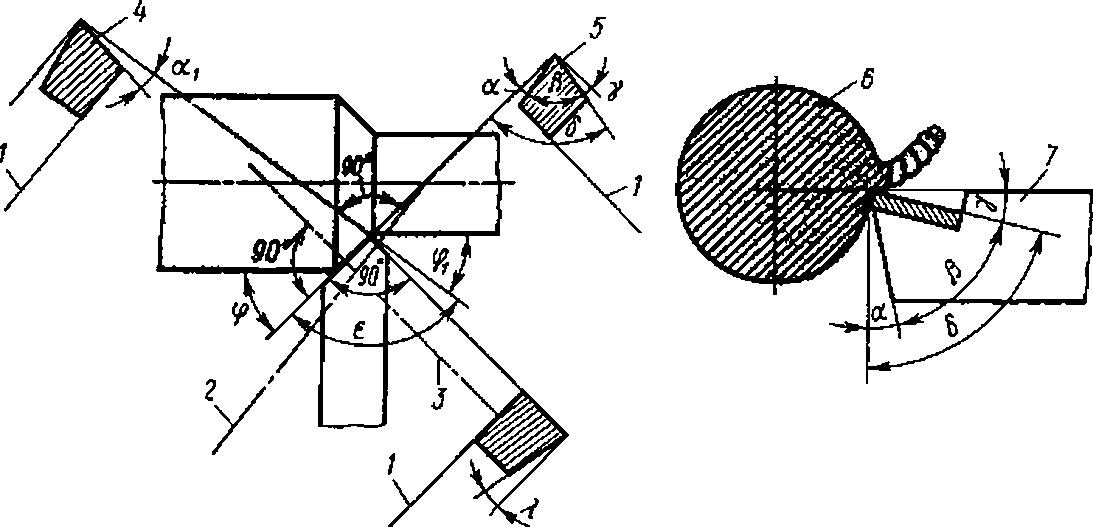
Рис. 3. Геометрия резца: 1 — основная плоскость, 2 — вспомогательная секущая плоскость, 3 — главная секущая плоскость, 4 — сечение по вспомогательной секущей плоскости, 5 — сечение по главной секущей плоскости, 6 — заготовка, 7 — резец.
Главные углы резца измеряют в главной секущей плоскости, т.е. в плоскости, перпендикулярной проекции главной режущей кромки на основную плоскость.
Главным задним углом α называют угол между главной задней поверхностью резца и плоскостью резания.
Угол заострения β измеряют между передней и главной задней поверхностью резца.
Главным передним углом γ называют угол между передней поверхностью резца и плоскостью, перпендикулярной плоскости резания, проведенной через главную режущую кромку.
Сумма углов α+β+γ=90о.
Угол резания δ образуется передней поверхностью резца и плоскостью резания.
Главным углом в плане φ называют угол между проекцией главной режущей кромки резца на основную плоскость и направлением его подачи.
Вспомогательный угол в плане φ1 образуется проекцией вспомогательной режущей кромки резца на основную плоскость и направлением его подачи.
Углом при вершине в плане ε называют угол между проекциями главной и вспомогательной режущей кромкой резца на основную плоскость.
Вспомогательный задний угол α1 это угол, образованный вспомогательной задней поверхностью резца и плоскостью, проходящей через его вспомогательную режущую кромку перпендикулярно основной плоскости.
Углом наклона главной режущей кромки λ называют угол между режущей кромкой и плоскостью, проведенной через вершину резца параллельно основной плоскости.
Резцы классифицируют:
- по направлению подачи — на правые 2 и левые 1. Правые резцы на токарном станке работают при подаче справа налево, т.е. перемещаются к передней бабке станка (рис. 4, а, б):
- по конструкции головки — на прямые, отогнутые и оттянутые (см. рис. 4, а – в);
- по роду материала — из быстрорежущей стали, твердого сплава и т. д.;
- по способу изготовления — на цельные и составные. При использовании дорогостоящих режущих материалов резцы изготовляют составными: головкуиз инструментального материала, а стержень — из конструкционной углеродистой стали. Наиболее распространены составные резцы с пластинками из твердого сплава или быстрорежущей стали. Пластинки из твердого сплава припаиваются или крепятся механически;
- по сечению стержня — на прямоугольные, круглые и квадратные;
- по виду выполняемых работ — на проходные, подрезные, отрезные, прорезные, расточные, фасонные, резьбонарезные и др. (рис. 5).
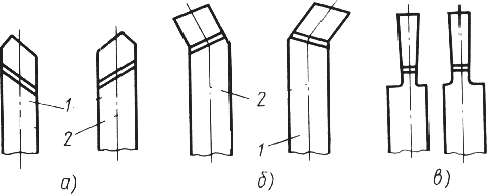
Рис. 4. Резцы: а — прямые, б — отогнутые, в — оттянутые, 1 левые, 2 правые









Рис. 5. Токарные резцы для различных видов обработки: а — наружное обтачивание проходным отогнутым резцом, б — наружное обтачивание прямым проходным резцом, в — обтачивание с подрезанием уступа под прямым углом, г — прорезание канавки, д — обтачивание радиусной галтели, е — растачивание отверстия, ж, з, и-нарезание резьбы наружной, внутренней и специальной
2. Сверла
В зависимости от конструкции и назначения различают спиральные, перовые, для глубок го сверления, центровочные, с пластинками из твердых сплавов и другие сверла.
Наиболее распространены спиральные сверла (рис. 6).
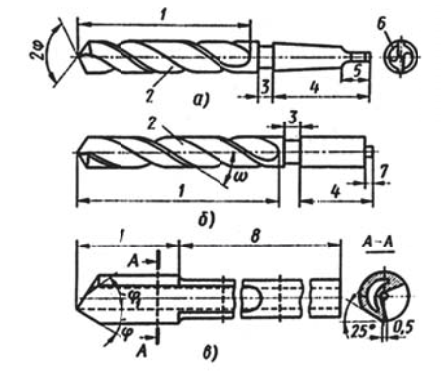
Рис. 6. Сверла: а — спиральное с коническим хвостовиком, б — спиральное с цилиндрическим хвостовиком, в — для глубокого сверления; 1 — рабочая часть, 2 — канавка, 3 — шейка, 4 — хвостовик, 5 — лапка, 6 — перо, 7 — поводок, 8 — зажимная часть
Они имеют две главные режущие кромки (рис. 7), образованные пересечением передних винтовых поверхностей канавок сверла, по наружному диаметру сверла (ω=20÷30°).
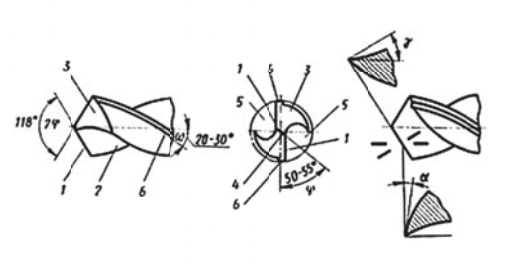
Рис. 7. Геометрия спирального сверла: 1 — режущая кромка, 2 — передняя поверхность, 3 — задняя поверхность 4 — поперечная кромка , 5 — канавка, 6 — ленточка
Угол наклона поперечной режущей кромки (перемычки) ψ — острый угол между проекциями поперечной и главной режущих кромок на плоскость, перпендикулярную оси сверла (ψ=50÷55°).
Угол режущей части (угол при вершине) 2φ — угол между главными режущими кромками при вершине сверла (2φ =118°).
Передний угол γ — угол между касательной к передней поверхности в рассматриваемой точке режущей кромки и нормалью в той же точке к поверхности вращения режущей кромки вокруг оси сверла. По длине режущей кромки передний угол γ изменяется: наибольший у наружной поверхности сверла, где он практически равен углу наклона винтовой канавки m, наименьший у поперечной режущей кромки.
Задний угол α — угол между касательной к задней поверхности в рассматриваемой точке режущей кромки и касательной в той же точке окружности ее вращения вокруг оси сверла. Задний угол сверла — величина переменная: α =8÷14° на периферии сверла и α =20÷26° — ближе к центру.
3. Зенкеры
Зенкеры бывают цельные (рис.  и насадные (рис. 10). Они предназначены для обработки цилиндрических и конических отверстий и торцов. Цельные зенкеры изготовляют диаметром до 32 мм. По внешнему виду они несколько похожи на спиральные сверла, но имеют три винтовые канавки и, следовательно, три реж щие кромки.
и насадные (рис. 10). Они предназначены для обработки цилиндрических и конических отверстий и торцов. Цельные зенкеры изготовляют диаметром до 32 мм. По внешнему виду они несколько похожи на спиральные сверла, но имеют три винтовые канавки и, следовательно, три реж щие кромки.
Режущая или заборная часть 1 (рис. 9) выполняет основную работу резания. Калибрующая часть 2 предназначена для калибрования отверстий и направления зенкера при резании. Хвостовик 5 служит для закрепления зенкера в станке.
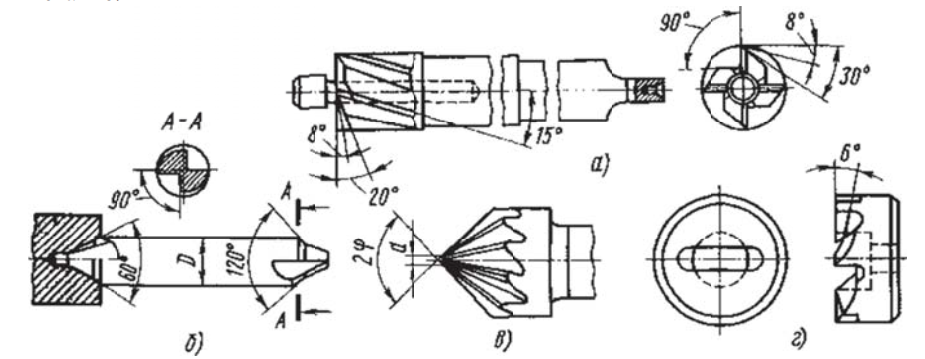
Рис. 8. Конструкция зенкеров: а — зенкер для цилиндрических углублений (цековка), б — зенков а, в — коническая зенковка, г — зенкер для зачистки торцовых поверхностей
Главный угол в плане φ для зенкеров из быстрорежущей стали равен 45-60°, а для зенкеров твердосплавных 60 -75°.
У зенкеров, изготовляемых из быстрорежущей стали, передний угол γ равен 8-15° при обработке стальных деталей, 6-8° при обработке чугуна, 25-30° при обработке цветных металлов и сплавов. У твердосплавного зенкера γ=5° при обработке чугуна и 0-5° при обработке стали.
Задний угол α=8÷10°. Угол наклона винтовой канавки ω=10÷25°. Для лучшего направления зенкера при резании в его зубьях оставляют цилиндрическую фаску шириной 1,2-2,8 мм.
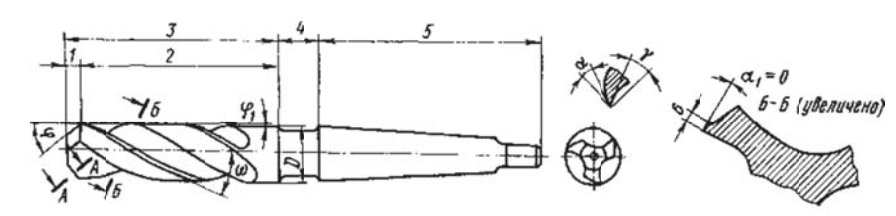
Рис. 9. Конструктивные элементы зенкера: 1 — режущая (заборная) часть, 2 — калибрующая часть, 3 — рабочая часть, 4 — шейка, 5 — хвостовик, 6 — ленточка
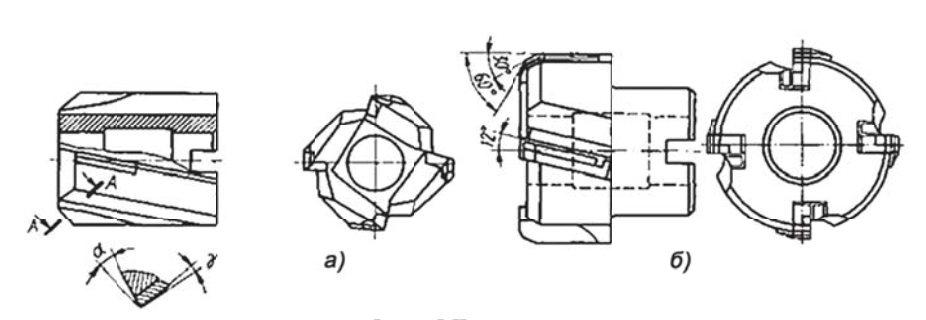
Рис. 10. Насадные зенкеры: а — с напаянными пластинками из твердого сплава, б — с механическим креплением ножей, оснащенных пластинками из твердого сплава
4. Развертки
Они предназначены для обработки отверстий, к которым предъявляют высокие требования по точности и шероховатости поверхности.
Различают машинные и ручные развертки (рис. 11), а по форме обрабатываемого отверстия — цилиндрические и конические. Число зубьев развертки 6-16. Распределение зубьев у разверток по окружности, как правило, неравномерное, что обеспечивает более высокое качество обработанной поверхности отверстия.
По конструкции хвостовика развертки могут быть с цилиндрическим и коническим хвостовиками. Хвостовая цилиндрическая развертка состоит из рабочей части, шейки и хвостовика. Рабочая часть включает в себя направляющий конус с углом при вершине 90°, режущую, калибрующую часть и обратный конус. Режущая часть выполняет основную работу резания. У ручных разверток длину режущей части делают значительно большей, чем у машинных, с очень малым углом в плане. Угол режущей части составляет 2φ. При обработке сквозных отверстий угол в плане φ ручных разверток составляет 30′- 1°30′, машинных- 12-15°; при обработке хрупких (твердых) и труднообрабатываемых металлов φ=3÷50; У разверток, оснащенных пластинками из твердых сплавов, φ=30—45°.
Для обработки глухих отверстий угол в плане φ ручных разверток составляет 45°, машинных — 60°; твердосплавных — 75° с заточкой фаски на торце под углом 45°. Калибрующая часть служит для направления развертки при резании и калибровании отверстия. Обратный конус, находящийся за калибрующей частью, уменьшает трение развертки об обработанную поверхность и снижает величину разбивки отверстия. У ручных разверток диаметр около шейки меньше калибрующего на 0,005-0,008 мм, у машинных — на 0,04-0,08 мм. Хвостовик у ручных разверток выполнен цилиндрическим с квадратным концом, у машинных — коническим и цилиндрическим.
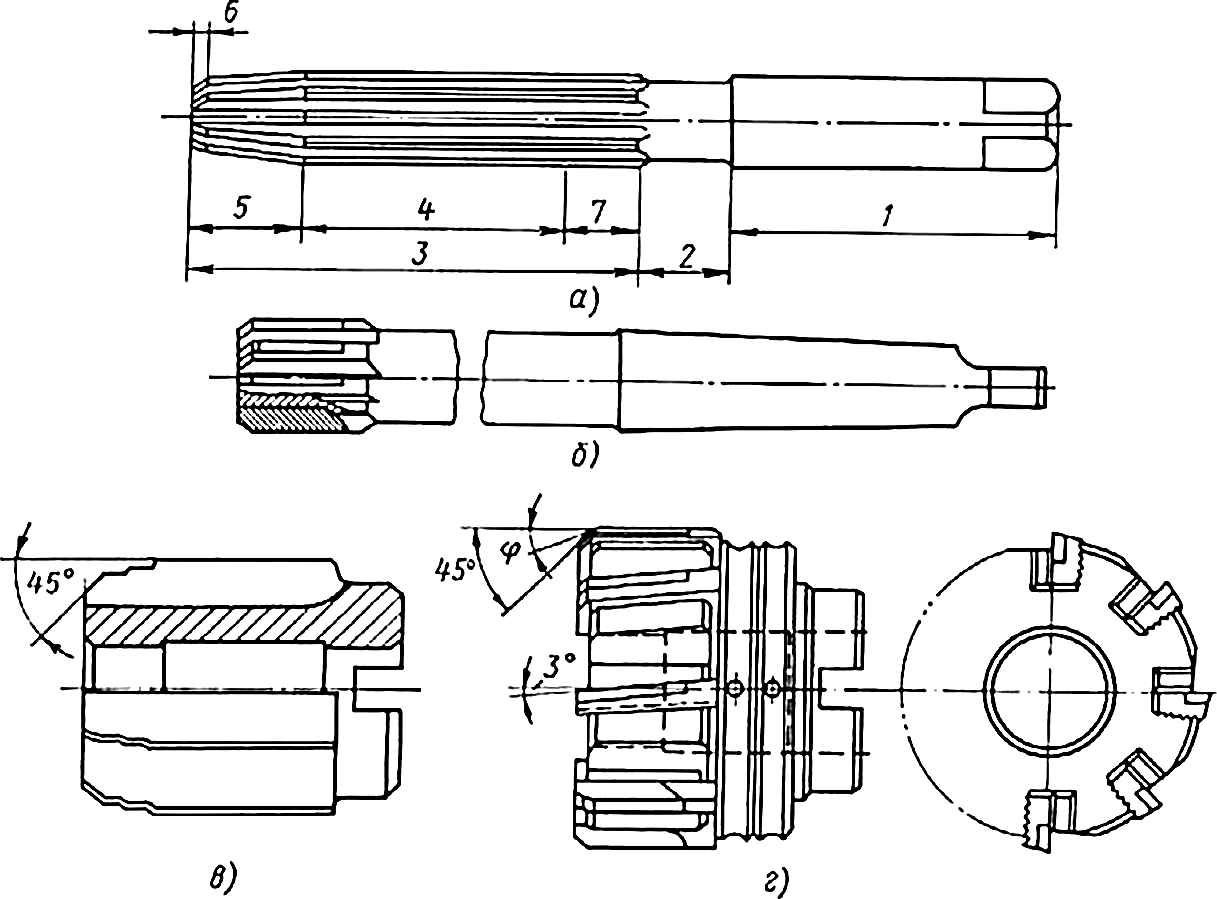
Рис. 11. Развертки: а — ручная цельная с цилиндрическим хвостовиком; б — машинная цельная хвостовая; в-машинная цельная насадная; г — машинная сборная со вставными ножами, оснащенными пластинками из твердого сплава; 1 — хвостовик, 2 — шейка, 3 — рабочая часть, 4 — калибрующая часть, 5 — режущая часть, 6 — направляющий конус, 7 — обратный конус.
У чистовых разверток из быстрорежущей стали передний угол γ=0; у черновых γ=5÷10°; у разверток твердосплавных γ=0÷5°.
Задний угол а на режущей и калибрующей частях разверток выбирают в пределах 6-10°.
5. Метчики
Они предназначены для нарезания или калибрования резьбы в отверстиях (рис. 12). Различают метчики ручные, машинные, гаечные (для нарезания резьбы в гайках) и плашечные (для нарезания и калибрования резьбы в плашках). Ручные метчики поставляются комплектом. Комплект может состоять из 2 и 3 метчиков. Черновые метчики имеют заниженные размеры, а чистовой — полный профиль резьбы. Гаечные метчики выполняют с коротким, длинным и изогнутым хвостовиками. Хвостовая часть метчика 4 представляет собой стержень; конец 5 хвостовика у ручных, а иногда и у машинных метчиков имеет форму квадрата.
Профиль канавки метчика оказывает влияние на процесс нарезания резьбы и должен способствовать отводу стружки. Широко распространены 3- и 5-канавочные метчики. Передний угол метчика γ=5÷10° при обработке стали, 0-5° при обработке чугуна и 10-25° при обработке цветных металлов и сплавов. Задний угол α=4÷12°. Обычно метчики изготовляют с прямыми канавками, но для лучшего отвода стружки канавки имеют угол наклона ε=9—15°.
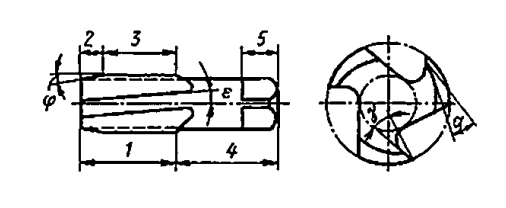
Рис. 12. Конструкция метчика: 1 — рабочая часть, 2 — заборная часть, 3 — калибрующая часть, 4 — хвостовая часть, 5 — конец хвостовика
6. Плашки
Их применяют для нарезания или калибрования наружных резьб за один рабочий ход. Наиболее широко используют плашки для нарезания резьб диаметром до 52 мм (рис. 13). Плашка представляет собой закаленную гайку с осевыми отверстиями, образующими режущие кромки. Обычно на плашках имеется от 3 до 6 отверстий для отвода стружки. Толщина плашки выбирается в пределах 8-10 витков. Режущая часть плашки выполнена в виде внутреннего конуса. Длина заборной части составляет 2-3 витка. Угол 2φ =40÷60° при нарезании сквозной резьбы и 90° при нарезании резьбы до упора. Передний угол γ стандартных плашек γ=15÷20°. Задний угол а выполнен только на заборной (режущей) части. У стандартных плашек задний угол α=6÷8°.
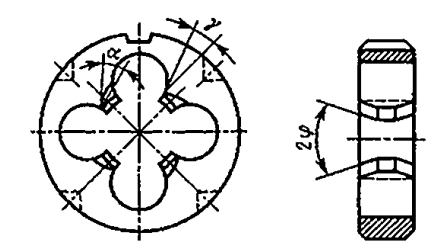
Рис. 13. Резьбонарезная плашка
7. Фрезы
Фреза — многозубый режущий инструмент, который применяют для обработки на токарных станках наружных цилиндрических и фасонных поверхностей, пазов, лысок, канавок и др. Каждый зуб фрезы представляет собой обычный резец.
По материалу режущей части фрезы делят на углеродистые, быстрорежущие, твердосплавные, минералокерамические и оснащенные композитом. По конструкции фрезы бывают цельными, зубья которых выполнены заодно с корпусом, и сборными со вставными зубьями (ножами) или пластинками. По способу закрепления различают фрезы насадные, закрепляемые на оправке со шпонкой, и концевые, закрепляемые за хвостовик. По назначению (характеру выполняемых работ) и расположению лезвий фрезы (рис. 14) бывают цилиндрическими, торцовыми, дисковыми и др.
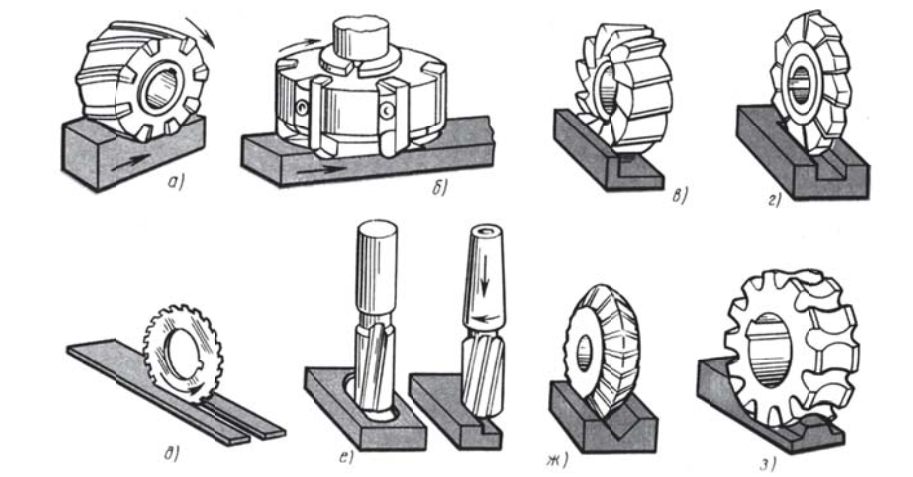
Рис. 14. Фрезы для обработки плоскостей (а, б), уступов (в), канавок (г), пазов (д), фасонных поверхностей (е, ж, з)
Торцовая фреза — насадной многозубый инструмент; бывает сборной с пластинками из твердого сплава и со вставными ножами. Режущая часть каждого ножа (рис. 15, а) имеет режущие кромки, расположение которых определяется проекцией на осевую плоскость, проходящую через вершину зуба фрезы. Главная режущая кромка имеет угол φ=45÷90°. Вспомогательная режущая кромка имеет угол φ1=0±5°.
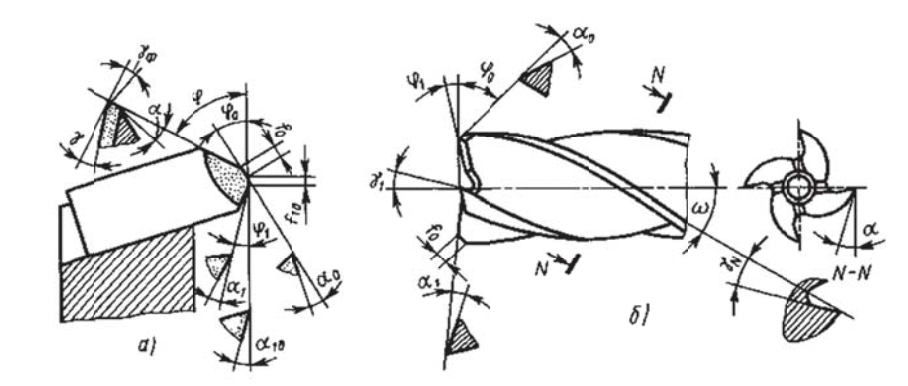
Рис. 15. Геометрия торцовой (а) и концевой (б) фрез
Для снижения шероховатости обработанной.. дополнительную кромку с φ1 = 0° и f1=1,5÷2 мм и собственно вспомогательную кромку с φ1≥2°. Вершина зуба бывает прямолинейной (φ0≈φ÷2, f0=1,5÷2мм) и скругленной на радиусе r=2÷3 мм. Последние фрезы более стойкие к изнашиванию и менее чувствительны к биению главных режущих кромок их применяют для чернового и получистового фрезерования. Задние углы а каждой режущей кромки измеряют в плоскости, перпендикулярной проекции данной кромки на осевую плоскость фрезы, и равны 15° на пластинке и 20° на державке. Передний угол зависит от угла установки ножа в корпус, при v = 5÷80 фаска f равна 0,4-0,6 мм с углом γф=+5÷(-10°) в зависимости от обрабатываемого материала. Главная режущая кромка не лежит в осевой плоскости фрезы и образует с ней угол наклона λ=+(5÷8°).
Концевая фреза — многозубый инструмент, предназначенный для обработки пазов и фасонных поверхностей (рис. 15,б). Винтовые кромки являются главными режущими кромками с φ=90° и углом на лона ω=30—45°. Концевые фрезы диаметром от 5 мм имеют на торце прямолинейные вспомогательные режущие кромки с углом ψ1=2÷4°. Между главными (винтовыми) вспомогательными (торцовыми) режущими кромками располагаются φ переходные кромки с углом φ0=45° при f0=0,5÷1,0 мм. Рабочую часть концевой фрезы делают цельной из быстрорежущей стали или твердого сплава или составной с винтовыми твердосплавными пластинками, напаянными на стальной корпус. Задний угол винтового зуба α=8÷15°. Передний угол γN=12÷18° задают в нормальной плоскости, перпендикулярной винтовой линии режущей кромки. Передние и задние углы вспомогательной (торцовой) и переходной кромок задают в нормальных плоскостях, перпендикулярных этим кромкам: γ1N=6÷17°, α1N=8÷12°, α0N=10÷15°. Число зубьев у концевых фрез z=3÷6.
8. Абразивные инструменты
При токарной о работке для обеспечения точности и высокого качества обрабатываемых поверхностей, а также при заточке и доводке режущего инструмента применяют абразивные инструменты.
В процессе резания металла образивными инструментами участвует большое число одинаковых по размеру абразивных зерен, скрепленных связующим веществом (связкой). Связка определяет прочность и твердость инструмента, влияет на режимы, производительность и качество обработки. Связки бывают неорганическими и органическими. К первым относят керамическую и металлическую, ко вторым — бакелитовую и вулканитовую.
Керамическая связка (К) создается на основе огнеупорной глины, обладает высокой прочностью, жесткостью, теплостойкостью и химической стойкостью, хорошо сохраняет профиль круга.
Бакелитовая связка (Б) создается на основе смол и обладает хорошей самозатачиваемостью и полирующим свойством, уступает керамической связке по теплостойкости и стойкости к щелочам.
Вулканитовая связка (В) создается на основе синтетического каучука и обладает высокой упругостью и плотностью, уступает по прочности и теплостойкости.
Металлическая связка (М) создается на основе сплава меди, олова, цинка, никеля и других элементов и используется в основном для алмазных и эльборовых кругов, обладает высокой стойкостью, прочностью и теплопроводностью.
По степени твердости различают мягкие (М1, М , М3), среднемягкие (СМ1, СМ2), средние (С1, С2), среднетвердые (СТ1, СТ2, СТЗ), твердые (Т1, Т2) и другие шлифовальные круги.
Зернистость, связка, степень твердости и другие параметры маркируют на каждом абразивном инструменте, которые составляют его характеристику.
Например, на шлифовальном круге может быть приведена следующая характеристика: 14А40ПС26К5, где 14А — марка абразивного материала, 40 — номер зернистости, П — индекс зернистости, С2 — степень твердости, 6 — номер структуры, К5 — вид керамической связки.
Шлифовальные круги могут иметь различный профиль в осевом сечении: прямоугольный, (рис. 16) и др. чашечный (цилиндрический и конический), тарельчатый
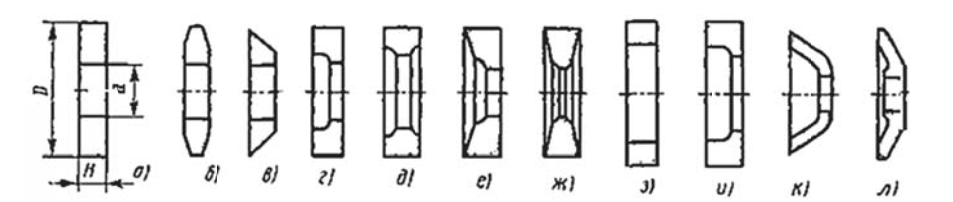
Рис 16. Профили шлифовальных кругов: а — прямой (ПП), б и в — конический (2П, 3П), г, д, е, ж — с выточкой (соответственно ПВ, ПВК, ПВД, ПВДК), з — кольцевой (К), и, к — чашечный (ЧЦ и ЧК), л — тарельчатый (Т), D и d — наружный и внутренний диаметр круга, H — высота
Шлифовальные бруски изготовляют из белого электрокорунда ернистостью от 25 до М7 и зеленого карбида кремния зернистостью от 16 до М7. По форме поперечного сечения различают квадратные (БКв), прямоугольные (БП), треугольные (БТ) и другие шлифовальные бруски.
Шлифовальные шкурки выпускают на тканевой и бумажной основе, абразивный слой закрепляется на основе водостойкими или неводостойкими связками. На шлифовальные шкурки может наноситься электрокорунд белый и нормальный, карбид кремния, эльбор, алмаз и др. Зерни тость абразивного материала может быть от 80 до М4.
Абразивные пасты состоят из абразивных материалов, связки и поверхностно-активных веществ. В качестве абразивных материалов применяют электрокорунд, карбид кремния, карбид бора, алмаз др. В качестве абразивного материала пасты могут включать оксиды железа, хрома, алюминия и др. Абразивные пасты подразделяют по консистенции на твердые (Т) и мазеобразные (М), по смываемости — на смываемые органическими растворителями (О), водой (В), а также водой и органическими растворителями (ВО); по концентрации — на повышенные (П) и нормальные (Н). В качестве связки могут быть использованы, в зависимости от выполняемой работы, животные жиры, стеарин, парафин, вазелин, веретенное масло и др.
Повышение активности паст достигается введением поверхностно-активных элементов; к ним относят олеиновую и стеариновую кислоты.