
Фазлутдинов К.К.

29.01.2021 (обновленно 02.08.2022)

78638 просмотров
Российское обозначение покрытий на чертежах по ГОСТ 9.306-85 и ГОСТ Р ИСО 4042-2009
В данной статье представлено буквенные обозначения (код) вида, типа и толщины гальванических покрытий, по ГОСТ 9.306-85 и ГОСТ Р ИСО 4042-2009 на деталях. Представлены примеры записи на чертежах. Показано обозначение цинкования, хроматирования, никелирования, меднения, хромирования, анодирования, оксидирования, оловянирования (олово-висмут) металла.
ГОСТ 9.306-85. — Обозначения гальванических и химических покрытий.
ГОСТ 2.310-68. — Нанесение на чертежах обозначений покрытий
У всех покрытий обозначение присваивается согласно следующему принципу:
- обозначение способа обработки основного металла (при необходимости);
- обозначение способа получения покрытия;
- обозначение материала покрытия;
- минимальная толщина покрытия;
- обозначение электролита (раствора), из которого требуется получить покрытие (при необходимости);
- обозначение функциональных или декоративных свойств покрытия (при необходимости);
- обозначение дополнительной обработки (при необходимости).
В обозначении покрытия не обязательно наличие всех перечисленных составляющих.
1. Приведем простой пример обозначения покрытия – Ц15.хр
Первая буква – условное обозначение наносимого покрытия, в данном случае – цинкование
Далее идет цифра – это толщина покрытия в микрометрах – 15мкм
После точки указываются дополнительные операции с покрытием или требуемые его свойства. В данном случае – хроматирование (нанесение тонкой защитной пленки на цинке, сильно улучшающей его коррозионную стойкость). Подробнее про пассивацию можно прочитать здесь.
2. Обозначение покрытия сплавом
Пример – М-Ц (60)
В этом случае наносится покрытие, состоящее из сплава. Первые две буквы, разделенные знаком «дефис» обозначают символы компонентов, входящих в состав сплава – Медь и цинк
В скобках указывают максимальную массовую долю первого элемента – в сплаве 60% меди
В случае трехкомпонентного сплава компонентов в сплаве, массовую долю указывают для первого и второго элементов, отделяя их точкой с запятой.
Пример — М-О-С (78; 18)
В этом примере мы наносим сплав Медь-олово-свинец с содержанием 78% меди, 18% олова и 4% свинца.
В обозначении материала покрытия сплавом при необходимости допускается указывать минимальную и максимальную массовую доли компонентов.
Пример — Зл-Н (93,0-95,0)
Это покрытие сплавом золото-никель с массовой долей золота 93,0-95,0% и никеля 5,0-7,0%
3. Оксидное покрытие
Пример – Ан.окс
Дословный перевод – Анодное оксидирование (анодирование)
Отличие от предыдущих примеров состоит в том, что покрытие наносится не поверх материала-основы, а из него. На поверхности образуется тонкий слой оксидов материала с хорошими защитными свойствами. Как будто, если вы поцарапались – на коже временно образуется защитная корочка.
Анодное оксидирование обычно производят для алюминиевых или титановых изделий. Подробнее об анодировании алюминия можно почитать здесь. Анодирование производится под действием электрического тока.
Еще пример – Хим.окс
Химическое оксидирование. В этом случае оксид образуется только в результате химических реакций без тока. Наиболее популярно химическое оксидирование стали (еще называют «чернение») или алюминия. Подробнее можно почитать тут.
4. Дополнительные материалы
В обозначении покрытия сплавами на основе драгоценных металлов деталей часов и ювелирных изделий допускается указывать среднюю массовую долю компонентов. Для вновь разрабатываемых сплавов обозначение компонентов производят в порядке уменьшения их массовой доли.
В обозначении материала покрытия, получаемого способом вжигания, указывают марку исходного материала (пасты) в соответствии с нормативно-технической документацией.
В обозначении покрытия припоем, получаемого горячим способом, указывают марку припоя по ГОСТ 21930-76, ГОСТ 21931-76.
Толщину покрытия, равную или менее 1 мкм, в обозначении не указывают, если нет технической необходимости (за исключением драгоценных металлов).
Покрытия, используемые в качестве технологических (например, цинковое при цинкатной обработке алюминия и его сплавов, никелевое на коррозионно-стойкой стали, медное на сплавах меди, медное на стали из цианистого электролита перед кислым меднением) допускается в обозначении не указывать.
Если покрытие подвергается нескольким видам дополнительной обработки, их указывают в технологической последовательности.
Запись обозначения покрытия производят в строчку. Все составляющие обозначения отделяют друг от друга точками, за исключением материала покрытия и толщины, а также обозначения дополнительной обработки лакокрасочным покрытием, которое отделяют от обозначения металлического или неметаллического неорганического покрытия чертой дроби.
Обозначение способа получения и материала покрытия следует писать с прописной буквы, остальных составляющих — со строчных.
При необходимости в обозначении покрытия допускается указывать минимальную и максимальную толщины через дефис.
Допускается в обозначении покрытия указывать способ получения, материал и толщину покрытия, при этом остальные составляющие условного обозначения указывают в технических требованиях чертежа.
Так как обозначений покрытий и дополнительных операций существует огромное количество – мы оставим внизу основные обозначения и Вы на основе наших примеров сможете перевести свое.
Буквенные коды обозначений покрытия.
Алюминий — А
Палладий — Пд
Висмут — Ви
Платина — Пл
Вольфрам — В
Рений — Ре
Железо — Ж
Родий — Рд
Золото — Зл
Рутений — Ру
Индий — Ин
Свинец — С
Иридий — Ир
Серебро — Ср
Кадмий — Кд
Сурьма — Су
Кобальт — Ко
Титан — Ти
Медь — М
Хром — Х
Никель — Н
Цинк — Ц
Олово — О
Оксидное — Окс
Фосфатное — Фос
Алюминий-цинк — А-Ц
Никель-фосфор — Н-Ф
Золото-серебро — Зл-Ср
Никель-кобальт-вольфрам — Н-Ко-В
Золото-серебро-медь — Зл-Ср-М
Никель-кобальт-фосфор — Н-Ко-Ф
Золото-сурьма — Зл-Су
Никель-хром-железо — Н-Х-Ж
Золото-никель — Зл-Н
Олово-висмут — О-Ви
Золото-цинк-никель — Зл-Ц-Н
Олово-кадмий — О-Кд
Золото-медь — Зл-М
Олово-кобальт — О-Ко
Золото-медь-кадмий — Зл-М-Кд
Олово-никель — О-Н
Золото-кобальт — Зл-Ко
Олово-свинец — О-С
Золото-никель-кобальт — Зл-Н-Ко
Олово-цинк — О-Ц
Золото-платина — Зл-Пл
Палладий-никель — Пд-Н
Золото-индий — Зл-Ин
Серебро-медь — Ср-М
Медь-олово (бронза) — М-О
Серебро-сурьма — Ср-Су
Медь-олово-цинк (латунь) — М-О-Ц
Серебро-палладий — Ср-Пд
Медь-цинк (латунь) — М-Ц
Кобальт-вольфрам — Ко-В
Медь-свинец-олово (бронза) — М-С-О
Кобальт-вольфрам-ванадий — Ко-В-Ва
Никель-бор — Н-Б
Кобальт-марганец — Ко-Мц
Никель-вольфрам — Н-В
Цинк-никель — Ц-Н
Никель-железо — Н-Ж
Цинк-титан — Ц-Ти
Никель-кадмий — Н-Кд
Кадмий-титан — Кд-Ти
Никель-кобальт — Н-Ко
Хром-ванадий — Х-Ва
Хром-углерод — Х-У
Нитрид титана — Ти-Аз
Обозначение функциональных свойств
| Наименование неорганического неметаллического покрытия | Обозначение |
| Твердое | тв |
| Электроизоляционное | эиз |
| Электропроводное | э |
Обозначение декоративных свойств покрытий
| Наименование декоративного свойства | Декоративный признак покрытия | Обозначение |
| Блеск | Зеркальное | зк |
| Блестящее | б | |
| Полублестящее | пб | |
| Матовое | м | |
| Шероховатость | Гладкое | гл |
| Слегка шероховатое | сш | |
| Шероховатое | ш | |
| Весьма шероховатое | вш | |
| Рисунчатость | Рисунчатое | рсч |
| Текстура | Кристаллическое | кр |
| Слоистое | сл | |
| Цвет* | — | Наименование цвета |
* Цвет покрытия, соответствующий естественному цвету осажденного металла (цинка, меди, хрома, золота и др.) не служит основанием для отнесения покрытия к окрашенным.
Цвет покрытия обозначают полным наименованием, за исключением черного покрытия — ч.
Способ обработки основного металла
|
Способ обработки основного металла |
Обозначение |
|
Кравцевание |
крц |
|
Электрохимическое полирование |
эп |
|
Штампование |
штм |
|
«Снежное» травление |
снж |
|
Штрихование |
штр |
|
Обработка «под жемчуг» |
ж |
|
Вибронакатывание |
вбр |
|
Нанесение дугообразных линий |
дл |
|
Алмазная обработка |
алм |
|
Нанесение волосяных линий |
вл |
|
Сатинирование |
стн |
|
Пассивирование |
Хим. Пас |
|
Матирование |
мт |
|
Механическое полирование |
мп |
|
Химическое полирование |
хп |
Способ получения покрытия
| Способ получения покрытия | Обозначение |
| Катодное восстановление | — |
| Анодное оксисление* | Ан |
| Химический | Хим |
| Горячий | Гор |
| Диффузионный | Диф |
| Термическое напыление | По ГОСТ 9.304-87 |
| Термическое разложение** | Тр |
| Конденсационный (вакуумный) | Кон |
| Контактный | Кт |
| Контактно-механический | Км |
| Катодно распыление | Кр |
| Вжигание | Вж |
| Эмалирование | Эм |
| Плакирование | Пк |
* Способ получения покрытий, окрашивающихся в процессе анодного окисления алюминия и его сплавов, магния и его сплавов, титановых сплавов, обозначают «Аноцвет».
**Способ получения покрытий термическим разложением металлорганических соединений обозначают Мос Тр
Дополнительная обработка покрытий
| Наименование обработки | Обозначение |
| Гидрофобизирование | гфж |
| Наполнение в воде | нв |
| Наполнение в растворе хроматов | нхр |
| Нанесение лакокрасочного покрытия | лкп |
| Оксидирование | окс |
| Оплавление | опл |
| Пропитка (лаком, клеем, эмульсией и др.) | прп |
| Пропитка маслом | прм |
| Термообработка | т |
| Тонирование | тн |
| Фосфатирование | фос |
| Химическое окрашивание, в том числе наполнение в растворе красителя | Наименование цвета |
| Хроматирование* | хр |
| Электрохимическое окрашивание | эл.Наименование цвета |
*При необходимости обозначают цвет хроматной пленки: хаки — хаки, бесцветной — бцв; цвет радужной пленки — без обозначения.
Обозначение дополнительной обработки покрытия пропиткой, гидрофобизированием, нанесением лакокрасочного покрытия допускается заменять обозначением марки материала, применяемого для дополнительной обработки.
Марку материала, применяемого для дополнительной обработки покрытия, обозначают в соответствии с нормативно-технической документацией на материал. Обозначение конкретного лакокрасочного покрытия, применяемого в качестве дополнительной обработки, производят по ГОСТ 9.032-74.
Способы получения, материал покрытия, обозначение электролита (раствора), свойства и цвет покрытия, дополнительную обработку, не приведенные в данной статье, обозначают по технической документации или записывают полным наименованием.
Обозначение никелевых и хромовых покрытий
| Наименование покрытия | Сокращенное обозначение | Полное обозначение |
| Никелевое, получаемое блестящим из электролита с блескообразующими добавками, содержащее более 0,04% серы | — | Нб |
| Никелевое матовое или полублестящее, содержащее менее 0,05% серы; относительное удлинение при испытании на растяжение не менее 8% | — | Нпб |
| Никелевое, содержащее 0,12-0,20% серы | — | Нс |
| Никелевое двухслойное (дуплекс) | Нд | Нпб. Нб. |
| Никелевое трехслойное (триплекс) | Нт | Нпб. Нс. Нб |
| Никелевое двухслойное композиционное — никель-сил* | Нсил | Нб. Нз |
| Никелевое двухслойное композиционное | Ндз | Нпб. Нз |
| Никелевое трехслойное композиционное | Нтз | Нпб. Нс. Нз |
| Хромовое обычное | — | Х |
| Хромовое пористое | — | Хп |
| Хромовое микротрещинное | — | Хмт |
| Хромовое микропористое | — | Хмп |
| Хромовое «молочное» | — | Хмол |
| Хромовое двухслойное | Хд | Хмол. Х. тв |
* При необходимости в технических требованиях чертежа указывают символ химического элемента или формулу химического соединения, используемого в качества осаждаемого вещества.
Примечание. Допускается применять сокращенные обозначения и указывать суммарную толщину покрытия.
Обозначение электролитов для получения покрытий
| Основной металл | Наименование покрытия | Основные компоненты | Обозначение |
| Алюминий и его сплавы | Окисное | Хромовый ангидрид | хром |
| Щавелевая кислота, соли титана | эмт | ||
| Борная кислота, хромовый ангидрид | эмт | ||
| Магний и его сплавы | Окисное | Бифторид аммония или фтористый калий | фтор |
| Бифторид аммония, двухромовокислый калий или хромовый ангидрид | фтор. хром | ||
| Бифторид аммония, двухромовокислый натрий, ортофосфорная кислота | фтор. хром. фос |
Обозначения растворов для получения покрытий
| Основной металл | Наименование покрытия | Основные компоненты | Обозначение |
| Магний и его сплавы | Окисное | Двухромовокислый калий (натрий) с различными активаторами | хром |
| Двухромовокислый калий (натрий) с различными активаторами, плавиковая кислота и фтористый калий (натрий) | хром. фтор | ||
| Магний и его сплавы | Окисное | Едкий натр, станнат калия, ацетат натрия, пирофосфат натрия | стан |
| Сталь, чугун | Окисное | Молибденовокислый аммоний | мдн |
| Сталь | Фосфатное | Барий азотнокислый, цинк монофосфат, цинк азотнокислый | окс |
| Чугун | Фосфатное | Барий азотнокислый, кислота ортофосфорная, марганца двуокись | окс |
| Магний и его сплавы | Фосфатное | Монофосфат бария, фосфорная кислота, фтористый натрий | фтор |
Обозначение покрытий по международным стандартам:
Материал основного металла и покрытия обозначают химическим символом элемента.
Материал основного металла, состоящий из сплава, обозначают химическим символом элемента с максимальной массовой долей.
Основной неметаллический материал обозначают NM, пластмассу – PL.
Материал покрытия, состоящий из сплава, обозначают химическими символами компонентов, входящих в сплав, разделяя их знаком дефис.
Максимальную массовую долю первого компонента указывают после химического символа первого компонента перед знаком дефис.
Способ получения покрытия
| Способ получения покрытия | Обозначение |
| Катодное восстановление | — |
| Анодное оксисление | An |
| Химический | — |
| Горячий | — |
| Термическое напыление | met |
Дополнительная обработка покрытия
| Наименование дополнительной обработки покрытия | Обозначение |
| Оплавление | f |
| Наполнение | u |
| Хроматирование* | c |
* Цвет хроматной пленки обозначают:
А – бесцветный с голубоватым оттенком; В – бесцветный с радужным оттенком; С – желтый, радужный; D – оливковый (хаки). Покрытия А и В относятся к 1-му классу хроматных покрытий, покрытия С и D, обладающие более высокой коррозионной стойкостью, относятся ко 2-му классу.
Обозначение никелевых и хромовых покрытий
| Наименование покрытия | Обозначение |
| Хромовое обычное | Crr |
| Хромовое без трещин | Crf |
| Хромовое микротрещинное | Crmc |
| Хромовое микропористое | Crmp |
| Никелевое блестящее | Nib |
| Никелевое матовое или полублестящее, требующее полировки | Nip |
| Никелевое матовое или полублестящее, которое не следует полировать механическим способом | Nis |
| Никелевое двухслойное или трехслойное | Nid |
Обозначение записывают в строчку в следующем порядке:
- химический символ основного металла или обозначение неметалла, за которым следует наклонная черта;
- способ нанесения покрытия, при котором указывают химический символ металла подслоя;
- химический символ металла покрытия (при необходимости в круглых скобках указывают чистоту металла в процентах);
- цифру, выражающую минимальную толщину покрытия на рабочей поверхности в мкм;
- обозначение типа покрытия (при необходимости);
- обозначение дополнительной обработки и класса (при необходимости)
Еще интересные примеры обозначений:
Цинковое толщиной 15 мкм с хроматированием хаки — Ц15. хр. хаки
Хромовое толщиной 0,5-1 мкм, блестящее, с подслоем сил — никеля толщиной 9 мкм — Нсил9. Х. б
Хромовое толщиной 0,5-1 мкм, блестящее, с подслоем меди толщиной 30 мкм и трехслойного никеля толщиной 15 мкм — М30. Нт15. Х. б
Цинковое толщиной 6 мкм, получаемое из электролита, в котором отсутствуют цианистые соли — Ц6. нецианистый
Никелевое толщиной 12 мкм, блестящее, получаемое на вибронакатанной поверхности с последующим полированием — вбр. Н12. б
Никелевое толщиной 15 мкм, блестящее, получаемое из электролита с блескообразователем — Нб. 15
Хромовое толщиной 0,5-1 мкм, блестящее, с подслоем сил – никеля толщиной 9 мкм — Нсил9. Х. б
Хромовое толщиной 0,5-1 мкм, блестящее с подслоем меди толщиной 24 мм и двухслойного никеля толщиной 15 мкм — М24. Нд15. Х. б
Хромовое двухслойное толщиной 36 мкм: «молочное» толщиной 24 мм, твердое толщиной 12 мкм — Хд36; Хмол24. Х12. тв
Покрытие сплавом олово-свинец с массовой долей олова 55- 60% толщиной 3 мкм, оплавленное — О-С (60)3. опл.
Покрытие сплавом золото-никель толщиной 3 мкм, с подслоем никеля толщиной 3 мкм — Н3. 3л-Н(98,5- 99,5)3
Химическое окисное, получаемое в растворе, содержащем едкий натр, станнат калия, ацетат натрия, пирофосфат натрия с последующим нанесением лакокрасочного покрытия — Хим. Окс. стан/лкп
Химическое окисное, получаемое в растворе, содержащем молибденовокислый аммоний, пропитанное маслом — Хим. Окс. мдн. прм
Анодно-окисное, получаемое в электролите, содержащем хромовый ангидрид — Ан. Окс. хром
Серебряное толщиной 9 мкм, с подслоем химического никелевого покрытия толщиной 3 мкм — Хим. Н3. Ср9
Покрытие, получаемое способом химического пассивирования, гидрофобизированное — Хим. Пас. гфж
Если Вам не помогла статья, просто отправьте обозначение любому нашему менеджеру – он Вам бесплатно и подробно все распишет.
И возможно, мы сами сможем Вам нанести покрытие. 
Обозначение гальванических и химических покрытий по ГОСТ Р ИСО 4042-2009 для резьбовых изделий
Обозначение покрытий по ГОСТ Р ИСО 4042-2009 (жирным отмечены отличия от ГОСТ 9.306-85)
Обозначение покрытий по ГОСТ Р ИСО 4042-2009 (жирным отмечены отличия от ГОСТ 9.306-85)
| Металл/сплав покрытия | Обозначение | |
| Символ | Элемент | |
| Zn | Цинк | A |
| Cd | Кадмий | B |
| Cu | Медь | C |
| CuZn | Латунь | D |
| Nib | Никель | E |
| NibCr r | Никель-Хром | F |
| CuNib | Медь-Никель | G |
| CuNibCr r | Медь-Никель-Хром | H |
| Sn | Олово | J |
| CuSn | Медь-Олово (бронза) | K |
| Ag | Серебро | L |
| CuAg | Медь-Серебро | N |
| ZnNi | Цинк-Никель | P |
| ZnCo | Цинк-Кобальт | Q |
| ZnFe | Цинк-Железо | R |
Обозначение толщины по ГОСТ Р ИСО 4042-2009
Обозначение толщины по ГОСТ Р ИСО 4042-2009
| Толщина покрытия | Обозначение | |
| Один металл покрытия | Два металла покрытия | |
| Не требуется покрытие | — | 0 |
| 3 | — | 1 |
| 5 | 2+3 | 2 |
| 8 | 3+5 | 3 |
| 10 | 4+6 | 9 |
| 12 | 4+8 | 4 |
| 15 | 5+10 | 5 |
| 20 | 8+12 | 6 |
| 25 | 10+15 | 7 |
| 30 | 12+18 | 8 |
Обозначение финальной обработки по ГОСТ Р ИСО 4042-2009
Обозначение финальной обработки по ГОСТ Р ИСО 4042-2009
| Чистовая обработка | Пассивация посредством хроматирования: типичный цвет | Обозначение |
| Матовая | Без цвета | A |
| От голубого до голубовато-радужного | B | |
| От светло-желтого до желтовато-коричневого, радужный | C | |
| Нежно-оливковый оттенок желтого цвета | D | |
| Полублестящая | Без цвета | E |
| От голубого до голубовато-радужного | F | |
| От светло-желтого до желтовато-коричневого, радужный | G | |
| Нежно-оливковый оттенок желтого цвета | H | |
| Блестящая | Без цвета | J |
| От голубого до голубовато-радужного | K | |
| От светло-желтого до желтовато-коричневого, радужный | L | |
| Нежно-оливковый оттенок желтого цвета | M | |
| Очень блестящая | Без цвета | N |
| Произвольная | Как B,C и D | P |
| Матовая | От коричневато-черного до черного | R |
| Полублестящая | От коричневато-черного до черного | S |
| Блестящая | От коричневато-черного до черного | T |
| Все чистовые обработки | Без хроматирования | U |
Конец статьи
Понравилась статья?
Оцените статью. Всего 1 клик!
Средняя оценка:
4,63
Всего оценок:
8
Данная статья является интеллектуальной собственностью ООО «НПП Электрохимия». Любое копирование информации возможно только с разрешения владельца сайта. Размещение активной индексируемой ссылки на https://zctc.ru обязательно.
ГОСТ 2.310-2022
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
Единая система конструкторской документации
НАНЕСЕНИЕ НА ЧЕРТЕЖАХ ОБОЗНАЧЕНИЙ ПОКРЫТИЙ, ТЕРМИЧЕСКОЙ И ДРУГИХ ВИДОВ ОБРАБОТКИ, В ТОМ ЧИСЛЕ С ИСПОЛЬЗОВАНИЕМ АДДИТИВНОГО ПРОИЗВОДСТВА
Unified system of design documentation. Application on the drawings of designations of coatings, heat treatment and other types of processing, including using additive manufacturing
МКС 01.080.30
Дата введения 2023-01-01
Предисловие
Цели, основные принципы и общие правила проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0 «Межгосударственная система стандартизации. Основные положения» и ГОСТ 1.2 «Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены»
Сведения о стандарте
1 РАЗРАБОТАН Федеральным государственным бюджетным учреждением «Российский институт стандартизации» (ФГБУ «Институт стандартизации»)
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 182 «Аддитивные технологии» (МТК 051 «Система конструкторской документации»)
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 31 октября 2022 г. N 155-П)
За принятие проголосовали:
|
Краткое наименование страны по МК (ИСО 3166) 004-97 |
Код страны по МК (ИСО 3166) 004-97 |
Сокращенное наименование национального органа по стандартизации |
|
Армения |
AM |
ЗАО «Национальный орган по стандартизации и метрологии» Республики Армения |
|
Беларусь |
BY |
Госстандарт Республики Беларусь |
|
Казахстан |
KZ |
Госстандарт Республики Казахстан |
|
Россия |
RU |
Росстандарт |
|
Узбекистан |
UZ |
Узстандарт |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 17 ноября 2022 г. N 1298-ст межгосударственный стандарт ГОСТ 2.310-2022 введен в действие в качестве национального стандарта Российской Федерации с 1 января 2023 г.
5 ВЗАМЕН ГОСТ 2.310-68
Информация о введении в действие (прекращении действия) настоящего стандарта и изменений к нему на территории указанных выше государств публикуется в указателях национальных стандартов, издаваемых в этих государствах, а также в сети Интернет на сайтах соответствующих национальных органов по стандартизации.
В случае пересмотра, изменения или отмены настоящего стандарта соответствующая информация будет опубликована на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации в каталоге «Межгосударственные стандарты»
1 Область применения
Настоящий стандарт устанавливает правила нанесения на чертежах изделий всех отраслей промышленности обозначений покрытий, а также показателей свойств материалов, получаемых в результате термической (аддитивной), и других видов обработки.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие межгосударственные стандарты:
ГОСТ 9.032 Единая система защиты от коррозии и старения. Покрытия лакокрасочные. Группы, технические требования и обозначения
ГОСТ 9.306 Единая система защиты от коррозии и старения. Покрытия металлические и неметаллические неорганические. Обозначения
ГОСТ 33439 Металлопродукция из черных металлов и сплавов на железоникелевой и никелевой основе. Термины и определения по термической обработке
Примечание — При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов и классификаторов на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации (www.easc.by) или по указателям национальных стандартов, издаваемым в государствах, указанных в предисловии, или на официальных сайтах соответствующих национальных органов по стандартизации. Если на документ дана недатированная ссылка, то следует использовать документ, действующий на текущий момент, с учетом всех внесенных в него изменений. Если заменен ссылочный документ, на который дана датированная ссылка, то следует использовать указанную версию этого документа. Если после принятия настоящего стандарта в ссылочный документ, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение применяется без учета данного изменения. Если ссылочный документ отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены термины по ГОСТ 33439, а также следующие термины с соответствующими определениями:
3.1 аддитивное производство: Группа технологических методов производства изделий и прототипов, основанных на поэтапном формировании изделия путем добавления материала на основу, платформу или заготовку.
3.2
|
покрытие: Слой или несколько слоев материала, искусственно полученных на покрываемой поверхности. [ГОСТ 9.008-2021, статья 1] |
3.3 внутреннее покрытие (подслой): Каждый из слоев многослойного покрытия, расположенный под внешним слоем покрытия.
3.4 комбинированное покрытие: Многослойное покрытие, поверхностный слой которого, как правило, состоит из покрытия внешнего, нанесенного на покрытие внутреннее и имеющего четко выраженную границу раздела между покрытиями.
4 Правила нанесения обозначений покрытий
4.1 Обозначение покрытия — по ГОСТ 9.306 и ГОСТ 9.032 или стандарту организации либо все данные, необходимые для выполнения нестандартизированного покрытия, приводят в технических требованиях чертежа после слова «Покрытие». В технических требованиях чертежа после обозначения покрытия приводят данные о материалах покрытия (марку и обозначение стандарта или технических условий), указанных в обозначении.
4.2 Если на все поверхности изделия должно быть нанесено одно и то же покрытие, то запись делают по типу: «Покрытие…», и указывают вид покрытия.
4.3 Если должны быть нанесены покрытия на поверхности, которые обозначаются буквами, то запись делают по типу: «Покрытие внутреннее поверхности А…», «Покрытие внешнее поверхности В…», «Покрытие комбинированное поверхности С…». Если обозначение штрихпунктирной линией поверхностей, подвергаемых покрытию, затрудняет чтение чертежа, то допускается приводить их на дополнительном упрощенном изображении. Допущение необходимо для упрощения чтения чертежей изделий сложной конфигурации (см. таблицу 1). Цифровой код правил нанесения обозначения покрытий закладывают в программу обработки поверхности для оборудования, при необходимости, с учетом его обозначения, представленного в таблице 1.
Таблица 1 — Правила нанесения обозначения покрытий
|
Правила нанесения обозначения покрытий |
Чертеж (обозначения покрытий) |
Цифровой код |
|
1 При нанесении одинакового покрытия на несколько поверхностей их обозначают одной буквой и запись делают по типу: «Покрытие поверхностей А…» |
|
01 |
|
2 При нанесении различных покрытий на несколько поверхностей изделия их обозначают различными буквами и запись делают по типу: «Покрытие поверхности А…, поверхностей Б…, поверхности В…» |
|
02 |
|
3 Если одно и то же покрытие наносят на большее количество поверхностей изделия, а на остальные поверхности наносят другое покрытие или их оставляют без покрытия, то последние обозначают буквами и запись делают по типу: «Покрытие поверхности А…, остальных…» или «Покрытие …, кроме поверхности А» |
|
03 |
|
4 Если на поверхности изделия наносится комбинированное покрытие, то толщину поверхностного слоя обозначают на чертеже буквами А и Б записывают по типу: «Покрытие комбинированное А, Б с подслоем толщиной от 0,1 до 0,3 мм» |
|
04 |
|
5 Если необходимо нанести покрытие на поверхность сложной конфигурации или на часть поверхности, которую нельзя однозначно определить, то такие поверхности обводят штрихпунктирной утолщенной линией на расстоянии от 0,8 до 1,0 мм от контурной линии, обозначают их одной буквой и проставляют размеры, определяющие положение этих поверхностей; запись делают по типу: «Покрытие поверхности А…». Размеры, определяющие положение поверхности, на которую должно быть нанесено покрытие, допускается не проставлять, если они ясны из чертежа |
|
05 |
|
6 Участки поверхности, подлежащие нанесению покрытия, отмечают с указанием размеров, определяющих положение этих участков |
|
06 |
4.4 Если должны быть нанесены покрытия на поверхности, которые обозначаются буквами или однозначно определяются (наружная или внутренняя поверхности и т.д.), то запись делают по типу: «Покрытие поверхности А…», «Покрытие наружных поверхностей …», «Покрытие внутренних поверхностей …», с указанием номера слоя (номеров слоев) (см. таблицу 2), а также по ГОСТ 9.306.
Примеры
1 Покрытие поверхностей А — Н15.
2 Покрытие поверхностей А — Х, поверхностей Б — Хтв.
3 Покрытие комбинированное А, Б с подслоем
толщиной от 0,1 до 0,3 мм.
Таблица 2 — Правила нанесения обозначений слоев
|
Правила нанесения обозначения покрытий |
Обозначение поверхностного слоя |
Цифровой код |
|
1 Площадь поверхности построения разбивается на множество слоев, геометрическая форма которых может представлять собой полосы, квадраты, треугольники и другие элементарные фигуры |
|
АД01 |
|
2 Штриховку слоев поверхности построения выполняют под углом, образованным между линией, которой описывают движение источника нагрева и осью x установки по национальной нормативной документации
|
|
АД02 |
________________
В Российской Федерации действует ГОСТ Р 57558-2017/ISO/ASTM 52900:2015 «Аддитивные технологические процессы. Базовые принципы. Часть 1. Термины и определения».
5 Правила нанесения показателей свойств материалов
5.1 На чертежах с поверхностями изделий, подвергаемых термической, химико-термической, термомеханической обработке и полученных методами аддитивного производства, указывают показатели свойств материалов, полученных в результате обработки, например: твердость (HRC, HRB, HRA, HB, HV), временное сопротивление (
), условный предел текучести (
), ударная вязкость (KCU), предел прочности при изгибе, предел выносливости, характеристики ползучести, коэффициент трения (
), сопротивление сдвигу (
), вязкость разрушения (
).
Глубину обработки обозначают буквой h.
Значения глубины обработки и твердости материалов на чертежах указывают предельными значениями: «от … до», например, h 0,7…0,9; 40…46 HRC.
В технически обоснованных случаях допускается указывать номинальные значения этих величин с предельными отклонениями, например: h 0,8±0,1; (43±3) HRC.
Допускается указывать значения показателей свойств материалов со знаками
или
, например:
1500 МПа, твердость
780 HV и т.п. (см. таблицу 3).
Таблица 3 — Правила нанесения показателей свойств материалов
|
Правила нанесения показателей свойств материалов |
Нанесение показателей свойств материалов |
Цифровой код |
|
1 Допускается на чертежах указывать виды обработки, результаты которых не подвергаются контролю, например отжиг, а также виды обработки, если они являются единственными, гарантирующими требуемые эксплуатационные свойства материала и изделия в целом. В этих случаях наименование обработки указывают словами или условными сокращениями, принятыми в справочной и научно-технической литературе |
|
07 |
|
2 При необходимости в зоне требуемой твердости указывают место испытания твердости. Если все изделия подвергаются одному виду обработки, то в технических требованиях делают запись по типу: «40…50 HRC» или «Цементировать h 0,7…0,9 мм; 58…62 HRC» и т.п. |
|
08 |
|
3 Если большую часть поверхностей изделия подвергают одному виду обработки, а остальные поверхности другому виду обработки или предохраняют от нее, то в технических требованиях делают запись по типу: «40…45 HRC, кроме поверхности А» или «30…35 HRC, кроме места, обозначенного особо» |
|
09 |
|
4 Если обработке подвергают отдельные участки изделия, то показатели свойств материала и, при необходимости, способ получения этих свойств указывают на полках линий-выносок, а участки изделия, которые должны быть обработаны, отмечают штрихпунктирной утолщенной линией, проводимой на расстоянии 0,8…1 мм от них, с указанием размеров, определяющих поверхности |
|
10 |
|
5 Размеры, определяющие поверхности, подвергаемые обработке, допускается не проставлять, если они ясны из чертежей |
|
11 |
|
6 Поверхности изделия, подвергаемые обработке, отмечают штрихпунктирной утолщенной линией на той проекции, на которой они ясно определены |
|
12 |
|
7 Допускается отмечать эти поверхности и на других проекциях, при этом надпись с показателями свойств материала, относящимися к одной и той же поверхности, наносят один раз |
|
13 |
|
8 При одинаковой обработке симметричных участков или поверхностей изделия отмечают штрихпунктирной утолщенной линией все поверхности, подвергаемые обработке, а показатели свойств материала указывают один раз |
|
14 |
5.2 Если обозначение штрихпунктирной линией, нанесение надписей с указанием свойств материала и размеров, определяющих поверхности, подвергаемые обработке, затрудняют чтение чертежа, то допускается приводить их на дополнительном упрощенном изображении.
5.3 При обработке поверхностей или участков изделия, определяемых термином или техническим понятием (например, рабочая часть или хвостовик режущего инструмента, поверхности зубьев, зубчатого колеса или поверхности, обозначенные буквами, и т.п.), допускается (если это не приведет к неоднозначному пониманию чертежа) не отмечать их штрихпунктирной утолщенной линией, а в технических требованиях делать запись по типу: «Хвостовик h 0,8…1 мм; 48…52 HRC», «Поверхность А — 45…50 HRC».
5.4 При наличии на изделии участков поверхностей с различными требованиями к свойствам материала эти требования указывают отдельно для каждого участка (пункт 4 таблицы 3).
|
УДК 62(084.11):006.354 |
МКС 01.080.30 |
||
|
Ключевые слова: конструкторская документация, нанесение покрытий, термическая обработка, аддитивное производство |
Обозначение шероховатости рабочих поверхностей зубьев зубчатых колёс наносят на линии делительной поверхности.
ГОСТ 2.310-68 устанавливает правила нанесения на чертежи обозначений покрытий (защитных, декоративных, электроизоляционных, износоустойчивых), а также показателей свойств материалов, получаемых в результате термической и других видов обработки (химико-термической, наклёпа и т. п.).
В случаях, когда деталь подвергается термической обработке, на чертеже этой детали указывают показатели свойств материалов, полученных в результате термообработки, например: твёрдость (HRC, HRB, HRA, HB, HV), предел прочности (σВ),
предел упругости (σу). Величины глубины обработки (h) и твёрдости материалов указывают предельными значениями,
например: h 0,7 … 0,9 мм; 44 … 50 HRC.
Если всю деталь подвергают одному виду обработки, то в технических требованиях пишут требуемые показатели свойств материала, например:
«44 … 50 HRC»,
или «235…265 НВ»,
или «цементировать h 0,8…1,2 мм; 56…62 HRC».
Если обработке подвергают отдельный участок детали, то показатели свойств материала и способ получения этих свойств указывают на полке линии-выноски, а сам участок отмечают штрихпунктирной утолщённой линией, проводимой на расстоянии 0,8… 1 мм от него, с указанием размеров участка.
Если деталь подвергают одному виду обработки, а некоторые поверхности — другому или оставляют без обработки, то в технических требованиях делают запись по типу:
«40 … 45 HRC, кроме поверхности А» или
«260 … 280 HВ, кроме места, обозначенного особо».

Обозначение на чертежах термической обработки
Покрытие поверхностей может быть:
—металлическим, неметаллическим по ГОСТ 9.306-85;
—лакокрасочным по ГОСТ 9.032-74.
Обозначение покрытия приводят в технических требованиях чертежа после слова «Покрытие».
При нанесении одинакового покрытия на несколько поверхностей их обозначают одной буквой и делают запись: «Покрытие поверхностей А …».
Участки поверхности, подлежащие покрытию, отмечают, штрихпунктирной утолщённой линией на расстоянии 0,8 … 1 мм от контурной линии.
Обозначение лакокрасочного покрытия включает обозначение лакокрасочного материала, класс покрытия, обозначение условий эксплуатации.
Класс покрытия определяет требования к качеству поверхности. Для классов I – VII установлены нормы на наличие дефектов: включений, шагрени, потёков, штрихов, рисок, волнистости, разнооттеночности.
Условия эксплуатации определяются воздействием климатических факторов, морской водой (4/2), минеральными маслами и смазками (6/1) и др. Климатические факторы зависят от макроклиматических районов (по ГОСТ 9.104-79) (У — с умеренным климатом; УХЛ — с умеренным и холодным климатом; ОМ — с умеренно-холодным, и тропическим морским климатом, в том числе для судов неограниченного района плавания). Изделие, работающее на открытом воздухе, имеет категорию размещения – 1.
Таким образом, запись «Покрытие – Эмаль МЛ-152 синяя.
II.У1» характеризует покрытие синей эмалью МЛ-152 по II классу, эксплуатирующееся на открытом воздухе умеренного макро-климатического района.
На чертежах изделий, подвергаемых покрытию, указывают размеры и шероховатость поверхности до покрытия. Допускается указывать одновременно размеры и шероховатость поверхности до и после покрытия.
При выборе металлических и неметаллических неорганических покрытий опираются на ГОСТ 9.303-84. Необходимо учитывать ряд факторов: назначение детали, назначение покрытия, условия эксплуатации детали, материал детали, свойства покрытия. Толщина покрытия должна быть учтена при назначении полей допусков на размеры для образования посадок.
Обозначения металлических и неметаллических неорганических покрытий включает обозначение способа обработки основного металла; обозначение способа получения покрытия; обозначение материала покрытия; минимальную толщину покрытия; обозначение электролита (раствора); обозначение функциональных или декоративных свойств покрытия; обозначение дополнительной обработки. В обозначении покрытия наличие всех перечисленных составляющих не обязательно.
Например:
Ц6. хр. бцв – цинковое покрытие толщиной 6 мкм с бесцветным хроматированием,
Хим. Фос. прм — химическое фосфатное покрытие, пропитанное маслом,
Хим. Окс. прм — химическое окисное покрытие, пропитанное маслом,
Кд3. хр – кадмиевое покрытие толщиной 3 мкм, хроматированное.
В технических требованиях чертежа должна быть запись вида: «Покрытие – Хим. Окс. прм» или «Покрытие поверхности А – Кд6.хр»

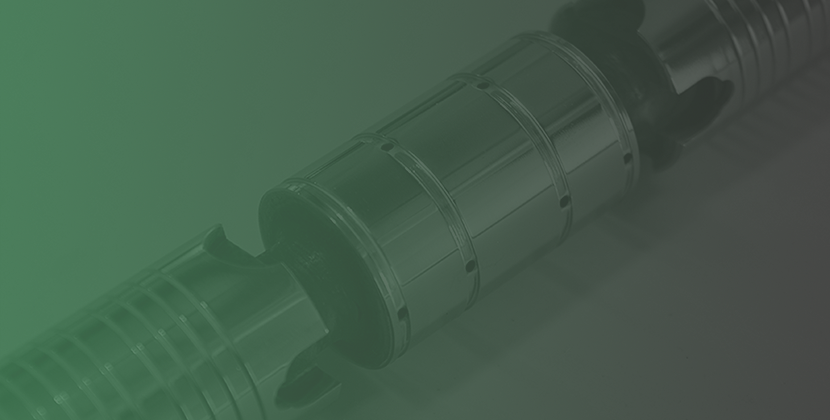
4.6. Допуски формы и расположения поверхностей
Предельные отклонения формы и расположения поверхностей назначаются при наличии особых требований, вытекающих из условий работы, изготовления или измерения деталей.
ГОСТ 2.308-2011 устанавливает правила указания допусков формы и расположения поверхностей.
Допуски формы и расположения поверхностей на чертежах указывают с использованием условных обозначений (графических символов) или текстом в технических требованиях.
Числовые значения допусков формы и расположения поверхностей определяются по ГОСТ 24643-81.
При условном обозначении данные о допусках формы и расположения поверхностей указывают в прямоугольной рамке, разделённой на две и более части, в которых помещают:
—в первой — знак допуска;
—во второй — числовое значение допуска в миллиметрах;
—в третьей и последующих — буквенное обозначение базы (баз) или буквенное обозначение поверхности, с которой связан допуск расположения.
Рамку располагают горизонтально. В необходимых случаях допускается располагать рамку вертикально. Пересекать рамку какими-либо линиями не допускается.
Рамку соединяют с элементом, к которому относится допуск, сплошной тонкой линией, заканчивающейся стрелкой.
Рамки допусков формы и расположения поверхностей
Графические символы (знаки) для указания допуска формы и расположения поверхностей
Соединительная линия может быть прямой или ломаной, но направление отрезка соединительной линии, заканчивающегося стрелкой, должно соответствовать направлению измерения отклонения.
Если допуск относится к оси или плоскости симметрии, то соединительная линия должна быть продолжением размерной линии.
Если допуск относится к поверхности или её профилю, то рамку соединяют с контурной линией поверхности или её продолжением, при этом соединительная линия не должна быть продолжением размерной линии.
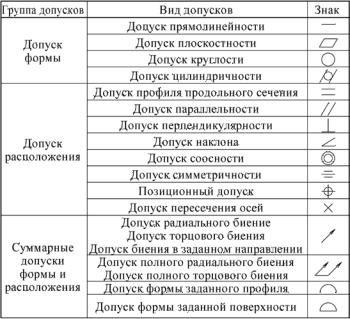
Указание допусков формы на чертежах
Базы обозначают зачернённым треугольником, который соединяют при помощи соединительной линии с рамкой.
Если базой является ось или плоскость симметрии, то треугольник располагают на конце размерной линии.
Если базой является поверхность или её профиль, то основание треугольника располагают на контурной линии поверхности или на её продолжении. При этом соединительная линия не должна быть продолжением размерной линии.
Если нет необходимости выделять как базу ни одну из поверхностей, то треугольник заменяют стрелкой.
Указание баз на чертежах
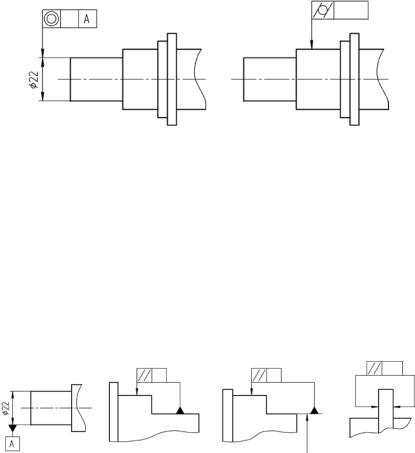
Для посадочных мест подшипников качения (по ГОСТ 332585) на чертеже вала указывают допуск круглости, допуск профиля продольного сечения, допуск торцового биения опорной торцовой поверхности заплечика вала, а также допуск расположения посадочных поверхностей – допуск соосности в диаметральном выражении (относительно общей оси).
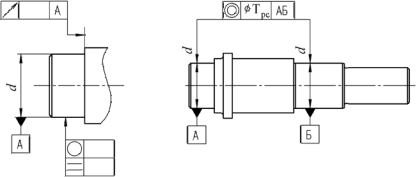
Обозначение допусков формы посадочных и опорных торцовых поверхностей заплечиков (а) и допуска соосности посадочных мест вала относительно общей оси (б)
Числовые значения допусков формы посадочных мест валов в зависимости от диаметров
|
Интервалы |
Допуск |
Допуск |
Допуск |
|
|
диаметров d, |
круглости, мкм, |
профиля |
торцового |
|
|
мм |
не более |
продольного |
биения |
|
|
сечения, мкм, |
заплечика, |
|||
|
не более |
мкм, |
не |
||
|
более |
||||
|
Св. 18 до 30 |
3,5 |
3,5 |
21 |
|
|
Св. 30 до 50 |
4,0 |
4,0 |
25 |
|
|
Св. 50 до 80 |
5,0 |
5,0 |
30 |
На поверхностях установки подшипников качения указывают допуск соосности относительно общей оси. За основу принимают допустимый угол взаимного перекоса колец подшипников, который зависит от типа подшипника. Для радиального однорядного шарикового подшипника допуск соосности посадочной поверхности длиной В=10 мм в диаметральном
выражении Трс= 4 мкм. При другой длине посадочного места подшипника указанное значение допуска необходимо умножить на 0,1В.
Например, при ширине подшипника В = 14 мм допуск соосности Трс= 4 0,1 14 =5,6 мкм.
Соседние файлы в папке Детали машин
- #
- #
- #
- #
- #
- #
- #
Обозначение покрытий
ГОСТ 2.310 – 68
Информация о материалах, применяемых в качестве покрытия изделий, указывается в технических требованиях чертежа после слова «Покрытие» например:
Покрытие: Ц6хр.
Покрытие: Хим.Пас.
Если должны быть нанесены покрытия на поверхности, которые можно обозначить буквами или однозначно определить (наружная или внутренняя поверхности и т.п.), то запись делают по типу: «Покрытие поверхностей А…»; «Покрытие наружных поверхностей …».

Когда на все поверхности изделия предполагается наносить однородное покрытие, то запись ведётся в следующем порядке.

При нанесении неодинаковых покрытий на несколько плоскостей изделия их помечают разными буквами и запись текста делают по типу:
«Покрытие поверхности А …, поверхностей Б …».

В том случае, когда одно и то же защитное покрытие наносится на большее число сторон предмета, а на остальные поверхности наносят иное покрытие или их оставляют не покрытым, то последние обозначают азбучными знаками и записывают следующим образом:
«Покрытие поверхности А …, остальных …» либо «Покрытие .., кроме поверхности А».

При необходимости нанесения покрытия на фрагмент поверхности или сторону предмета со сложной конфигурацией, места обработки очерчивают штрих пунктирной утолщенной линией с интервалом 0,8…1мм от контурной линии, их помечают алфавитной буквой и проставляют размеры, которые определяют место этих поверхностей. Запись делается следующим образом: «Покрытие поверхности А …».

Размеры штрих пунктирной линии, определяющей место нанесения покрытия, допускается не указывать, если они определены чертежом.

В случае, когда нужно нанести покрытие на отдельном участке поверхности, места обработки помечают замкнутыми штрих пунктирными линиями с указанием размеров определяющих местоположение этих участков.