Резьбовое соединение — разъёмное соединение деталей машин при помощи винтовой или спиральной поверхности (резьбы). Это соединение наиболее распространено из-за его многочисленных достоинств. В простейшем случае для соединения необходимо закрутить две детали, имеющие резьбы с подходящими друг к другу параметрами. Для рассоединения (разьёма) необходимо произвести действия в обратном порядке.
В резьбовых соединениях используется метрическая и дюймовая резьба различных профилей в зависимости от технологических задач соединения.
Содержание
- 1 Характеристики резьбовых соединений
- 2 Краткая история
- 3 Классификация резьбовых соединений
- 4 Механические свойства резьбового соединения
- 4.1 Механические свойства болтов, крепёжных винтов и шпилек
- 4.2 Механические свойства гаек
- 5 Стопорение резьбового соединения
- 5.1 Контрование
- 5.2 Шплинтование
- 5.3 Вязка (обвязка) проволокой
- 5.4 Установка пружинной шайбы
- 5.5 Установка стопорной шайбы с лапкой или носком
- 5.6 Приварка, пайка, расклёпывание, кернение
- 5.7 Нанесение на резьбу клея, лаков, краски
- 5.8 Использование гаек с некруглой резьбой
- 5.9 Использование анкерных гаек
- 6 См. также
- 7 Примечания
- 8 Литература
- 9 Ссылки
Характеристики резьбовых соединений
Достоинства:
- технологичность;
- взаимозаменяемость;
- универсальность;
- надёжность;
- массовость.
Недостатки:
- раскручивание (самоотвинчивание) при переменных нагрузках и без применения специальных устройств (средств).
- отверстия под крепёжные детали как резьбовые так и гладкие вызывают концентрацию напряжений.
- для уплотнения (герметизации) соединения необходимо использовать дополнительные технические решения.
Примечание: коническая резьба обладает свойством герметичности и самостопорения.
Краткая история
Трудно предположить, на каком этапе технологического прогресса застряло бы человечество без появления резьбового соединения. Возможно, и прогресса как такового вообще не получилось, но мысль на месте не стояла, и в разгар эпохи Возрождения была придумана резьба – нанесение на поверхность металлических деталей спиральных канавок и выступов. Достаточно достоверно установлено, что первыми резьбовыми деталями стали болты гайки с резьбой на наружной цилиндрической поверхности, возникшие в пятнадцатом столетии. Они соединяли подвижные сегменты брони доспехов и части часовых механизмов. Станок немецкого первопечатника Иоганна Гутенберга, созданный в период между 1448 и 1450 годами, имел резьбовые соединения, детали его скреплены винтами. Конгруэнтные винтам отдельные детали с резьбой на внутренней стенке цилиндра, специально служащие для крепления, то ест гайки, возникли лишь полторы сотни лет спустя. В начале семнадцатого столетия появилось резьбовое соединение, сходное с современным. Первоначально, шаг резьбы был дюймовым, и только в начале 19 века французы ввели в обиход метрическую резьбу. Гайки нашли широкое применение в различных сферах техники, и подобно всякому часто используемому предмету, стали совершенствоваться и изменяться по своей форме, размеру, материалу и функциональному предназначению. Возникли гайки квадратные, восьми- и шестигранные, колпачковые (“глухие ”), прорезные (корончатые), барашковые. Переоценить пользу гаек и болтов трудно, пожалуй, столь же тяжело придумать технологическую сферу, где не использовались бы элементы резьбового соединения, в силу его простоты, надёжности и универсальности.
Классификация резьбовых соединений
- резьбовое соединение при непосредственном скручивании соединяемых деталей (резьба имеется на этих деталях);
- резьбовое соединение при помощи дополнительных соединительных деталей, например, болтов, шпилек, винтов, гаек и т.д;
- болтовое соединение;
- винтовое соединение;
- шпилечное соединение.
|
Болтовое соединение |
Винтовое соединение |
Шпилечное соединение |

Механические свойства резьбового соединения
Механические свойства болтов, крепёжных винтов и шпилек
Механические свойства болтов, крепёжных винтов и шпилек из углеродистых нелегированных и легированных сталей по ГОСТ Р 52627-2006 (ISO 898-1:1999) при нормальных условиях характеризуют 11 классов прочности: 3.6; 4.6; 4.8; 5.6; 5.8; 6.8; 8.8; 9.8; 10.9; 12.9 [1]. Первое число умноженное на 100, определяет номинальное значение предела прочности на растяжение в Н/мм², второе число (отделённое точкой от первого) разделенное на 10, — отношение предела текучести к номинальному пределу прочности на растяжение. Произведение этих чисел, умноженное на 10, определяет номинальный предел текучести в Н/мм².
Механические свойства гаек
Гайки из углеродистых нелегированных и легированных сталей по ГОСТ Р 52628-2006 (ISO 898-2:1992, ISO 898-6:1994) разделяются по классу прочности (d — номинальный диаметр резьбы):
- 4; 5; 6; 8; 9; 10; 12 — для гаек с нормальной высотой, равной или более 0,8d и крупной резьбой;
- 5; 6; 8; 10; 12 — для гаек с нормальной высотой, равной или более 0,8d и мелкой резьбой;
- 04; 05 — для гаек с номинальной высотой от 0,5d до 0,8d.
Класс прочности для гаек с нормальной высотой указывает на наибольший класс прочности болтов, с которыми они могут создавать соединение, то есть на первую из цифр в обозначении класса прочности соответствующего болта.
Для гаек с номинальной высотой от 0,5d до 0,8d первая цифра «0» указывает на более низкую нагрузочную способность резьбового соединения с такой гайкой, а вторая цифра, умноженная на 100, соответствует номинальному напряжению от пробной нагрузки при испытаниях.
Таблица 1
| Класс прочности болта |
Материал | Напряжение от пробной нагрузки |
Предел текучести, не менее |
Предел прочности на растяжение, не менее. |
Маркировка болта |
Маркировка гайки |
Класс гайки[2] |
|---|---|---|---|---|---|---|---|
| По ГОСТ Р 52627-2006, ISO 898-1:1999 | |||||||
| 5.8 | Низко или средне углеродистая сталь |
380 МПa | 420 МПа | 520 МПа | 5 | ||
| 8.8 | Среднеуглеродистая сталь, закалённая и отпущенная |
580 МПа | 640 МПа, (условный предел текучести) |
800 МПа | 8 | ||
| 10.9 | Углеродистая сталь с добавками. Легированная сталь |
830 МПа | 940 МПа, (условный предел текучести) |
1040 МПа | 10 | ||
| По SAE J429[3] | |||||||
| 2 | Низко или средне углеродистая сталь |
55 ksi[4] | 57 ksi | 74 ksi | 2 | ||
| 5 | Средне углеродистая сталь |
85 ksi | 92 ksi | 120 ksi | 5 | ||
| 8 | Легированная сталь | 120 ksi | 130 ksi | 150 ksi | 8 |
Таблица 2
| Болты | Применяемые гайки | Предел прочности на растяжение Rm, МПа |
Предел текучести ReL, Rp0,2, МПа | Относительное удлинение после разрыва A, % | Ударная вязкость KU, Дж/cм2 | Твердость по Бринеллю, НВ | ||||
|---|---|---|---|---|---|---|---|---|---|---|
| Класс прочности | Марка стали[5] | Класс прочности | Марка стали[6] | |||||||
| номин. | мин. | номин. | макс. | |||||||
| 3.6 | 10, 10кп | 4 | Ст3кп, Ст3сп | 300 | 330 | 180 | 25 | — | 90 | 238 |
| 4.6 | 20 | 5 | 10, 10кп, 20 | 400 | 420 | 240 | 22 | 55 | 114 | 238 |
| 4.8 | 10, 10кп | 320 | 14 | — | 124 | |||||
| 5.6 | 30, 35 | 6 | Ст5, 15, 15кп, 35 | 500 | 520 | 300 | 20 | 50 | 147 | 238 |
| 5.8 | 10, 10кп, 20, 20кп | 400 | 10 | — | 152 | |||||
| 6.6[7] | 35, 45, 40Г | 8 | 20, 20кп, 35, 45 | 600 | 600 | 360 | 16 | 40 | 181 | 238 |
| 6.8 | 20, 20кп | 480 | 8 | — | ||||||
| 8.8 | 35, 35Х, 38ХА,45Г 40Г2, 40Х, 30ХГСА, 35ХГСА, 16ХСН, 20Г2Р | 9 | 35Х, 39ХА | 800 | 830 | 640 | 12 | 60 | 238 | 318 |
| 9.8 | 10 | 40Х, 40ХГСА, 16ХСН | 900 | 900 | 720 | 10 | 50 | 276 | 342 | |
| 10.9 | 12 | 30ХГСА | 1000 | 1040 | 900 | 9 | 40 | 304 | 361 | |
| 12.9 | 12 | 30ХГСА, 40ХН2МА | 1020 | 1200 | 1080 | 8 | 30 | 366 | 414 |
Стопорение резьбового соединения
Стопорение — предотвращение самоотвинчивания.
Несмотря на то, что резьба резьбового соединения имеет угол подъёма винтовой линии намного меньше, чем угол трения, вибрация, переменные нагрузки, нарушение технологии способствуют рассоединению (самоотвинчиванию) деталей резьбового соединения. Для предотвращения этого применяются специальные устройства (средства, методы) такие как:
- контрование;
- шплинтование;
- вязка (обвязка) проволокой;
- установка пружинной шайбы;
- установка стопорной шайбы с лапкой или носком;
- приварка, пайка, расклёпывание, кернение;
- нанесение на резьбу клея, лаков, краски;
- использование вязких элементов;
- использование гаек с некруглой резьбой;
- использование анкерных гаек.
Контрование
Создание дополнительного трения в резьбовом соединении при помощи контргайки. Дополнительно встречается и сочетание с другими способами, т.е. контргайку шплинтуют, обвязывают проволокой, кернят и т.д. Самый простой способ стопорения, недостатком является двукратный расход гаек против положеного.
Шплинтование
Применение деформируемого элемента — шплинта. Шплинт — стальная проволока полукруглого сечения, сложенная вдвое, пропускаемая через радиальное отверстие в резьбе и фиксирующая прорезные и корончатые гайки относительно болта.
Вязка (обвязка) проволокой
Фиксация крепёжных элементов (болтов, гаек) при помощи обвязки проволокой относительно неподвижных элементов конструкции или расположенных рядом однотипных крепёжных элементов.
Установка пружинной шайбы
Установка пружинной шайбы (так называемая шайба Гровера) под гайку или головку болта с созданием дополнительного натяжения в резьбе и предотвращением вращения соединительных деталей. Стопорящее действие шайбы Гровера основано на врезке острых кромок шайбы в прилегающие к ней поверхности при попытке отворачивания вплоть до начала снятия стружки, что препятствует неконтролируемому прокручиванию гайки или болта после затяжки либо незначительного расслабления резьбового соединения.
Установка стопорной шайбы с лапкой или носком
Стопорение шестигранных болтов и гаек с помощью загибания специальных элементов шайбы.
Приварка, пайка, расклёпывание, кернение
Превращение резьбового соединения в условно разъёмное соединение, приваркой (пайкой) резьбы или гайки (головки болта) к конструкции или путём изменения профиля витка резьбы.
Нанесение на резьбу клея, лаков, краски
Фиксация происходит за счёт адгезии (прилипания, сцепления) при затвердении (полимеризации) клея, лаков, краски.
Этот метод имеет такие достоинства, как быстрый, надёжный, защищает резьбу от внешних воздействий атмосферы. Недостатки: требуется очистить резьбу от грязи и масел перед нанесением на неё связующего состава, низкая химическая стойкость против органических растворителей, кислот и щелочей, а также разрушение связующего элемента от воздействия температуры.
Использование гаек с некруглой резьбой
Это очень простой способ, заключающийся в том, что обычную шестигранную гайку слегка сминают ударом молотка, резьбовое отверстие становится эллиптическим и завинчивается со значительным усилием. При этом возможно повреждение антикоррозионного покрытия болта или шпильки.
Использование анкерных гаек
По сути метод похож на использование гаек с некруглой резьбой. Анкерные гайки имеют разрез с одной стороны вдоль оси. Отверстие в этом месте слегка сжато, разрезанные участки слегка пружинят и хорошо противостоят самопроизвольному отвинчиванию. Как правило, вторая сторона анкерных гаек имеет фланец, которым гайка крепится неразъёмным соединением (клёпкой или сваркой) с одной из соединяемых деталей.
Этот способ наиболее широко используется в авиации. Почти все лючки, съёмные панели на крыльях и фюзеляже привинчиваются винтами к анкерным гайкам. Винтовое соединение может использоваться многократно без ухудшения характеристик. Важным свойством является и то, что доступ к винтам возможен только с одной стороны, и другие способы стопорения резьбы неприменимы.
См. также
- Резьба.
Примечания
- ↑ В утратившем силу в РФ стандарте ГОСТ 1497.4-87 существовал также класс прочности 6.6.
- ↑ Минимальный класс прочности гайки для данного класса прочности болта, при создании болтового соединения.
- ↑ Стандарт, применяемый в автомобилестроении.
- ↑ ksi = 1000 psi = 6,89475729 MPa.
- ↑ ГОСТ Р 52627-2006 не определяет конкретные марки стали, указывая только на химический состав и некоторые механические свойства. Приведённые в таблице марки стали являются наиболее употребительными в технике для данных классов прочности.
- ↑ ГОСТ Р 52628-2006 не определяет конкретные марки стали, указывая только на химический состав и некоторые механические свойства. Приведённые в таблице марки стали являются наиболее употребительными в технике для данных классов прочности.
- ↑ В настоящее время данный класс прочности не применяется, см. Примечание 1.
Литература
- Гулиа Н. В., Клоков В. Г., Юрков С. А. Детали машин. — М.: Издательский центр «Академия», 2004. — С. 416. — ISBN 5-7695-1384-5
- Богданов В. Н., Малежик И. Ф., Верхола А. П. и др. Справочное руководство по черчению. — М.: Машиностроение, 1989. — С. 864. — ISBN 5-217-00403-7
- Под ред. Ишлинский А. Ю. Новый политехнический словарь. — М.: Большая Российская энциклопедия, 2003. — С. 671. — ISBN 5-7107-7316-6
Ссылки
- Исторические очерки — Болты и гайки
17.04.2018
РЕЗЬБОВЫЕ СОЕДИНЕНИЯ
Детали в машинах, механизмах, приборах, а также аппаратах и сооружениях каким-либо образом соединены друг с другом. Данные соединения выполняют различные функции, и разделяются, в первую очередь, на два типа: подвижные и неподвижные.
Соединение неподвижное — соединение деталей, обеспечивающее неизменность их взаимного положения при работе. Например, сварные, соединения с помощью крепежных изделий и др. Соединение подвижное — соединение, при котором детали имеют возможность относительного перемещения в рабочем состоянии. Например, зубчатое соединение.
Неподвижные и подвижные соединения, в свою очередь, подразделяются на разъемные и неразъемные в зависимости от возможности демонтажа соединения.
Соединение неразъемное — соединение, которое нельзя разъединить без нарушения формы деталей или их соединяющего элемента. Например, соединение сварное, паяное, заклепочное и др.
Соединение разъемное — соединение, которое можно многократно разъединять и соединять, не деформируя при этом ни соединяемые, ни крепежные детали. Например, резьбовое соединение болтом, винтом, клиновое, шпоночное, зубчатое, и др.
Данная статья посвящена обзору резьбовых соединений, с разнообразием которых приходится довольно часто сталкиваться в повседневной жизни.
Резьбовое соединение — соединение деталей при помощи резьбы. Все знают, что такое резьба, все ее видели. Многим так же известно, что резьбы отличаются между собой, так как они имеют разные размеры, шаг и так далее. Однако не многие представляют, чем это регламентировано, а также что существует не только привычная для нас метрическая резьба цилиндрической формы, но и многие другие ее виды.
1. Понятие резьбы
Резьбой называется поверхность, образованная при винтовом движении плоского контура по цилиндрической или конической поверхности, другими словами, спираль с постоянным шагом, образованная на этой поверхности.

Рисунок 1 — Резьба
2. Классификация резьб
По назначению резьбы делятся на крепежные (в неподвижном соединении) и ходовые или кинематические (в подвижном соединении). Часто крепежные резьбы несут в себе вторую функцию — уплотнения резьбового соединения, обеспечения его герметичности, такие резьбы называются крепежно-уплотнительными. Еще существуют специальные резьбы, которые имеют специальное назначение.
В зависимости от формы поверхности, по которой нарезается резьба, она может быть цилиндрической или конической.
В зависимости от расположения поверхности резьба может быть наружной (нарезанная на стержне) или внутренней (нарезанная в отверстии).
В зависимости от формы профиля различают резьбу треугольную, трапециевидную, прямоугольную, круглую, специальную.
Треугольная резьба подразделяется на метрическую, трубную, коническую дюймовую, трапециевидная резьба — на трапецеидальную, упорную, упорную усиленную.
По величине шага различают резьбу крупную, мелкую и специальную.
По числу заходов резьбы делятся на однозаходные и многозаходные.
По направлению винтовой линии различают резьбу правую (нитка резьбы нарезается по часовой стрелке) и левую (нитка резьбы нарезается против часовой стрелки).
На Рисунке 2 вся классификация резьб представлена в виде диаграммы:

Рисунок 2 — Классификация резьб
Помимо вышеуказанной классификации все резьбы делятся на две группы: стандартные и нестандартные; у стандартных резьб все их параметры определяются ГОСТами. Основные параметры резьбы определены ГОСТ 11708-82. Это так называемые стандартные резьбы общего назначения. Помимо них, существует понятие специальной резьбы. Специальные резьбы — это резьбы со стандартным профилем, но отличающиеся от стандартных размеров диаметра или шага резьбы, и резьбы с нестандартным профилем. Нестандартные резьбы — квадратная и прямоугольная — изготовляются по индивидуальным чертежам, на которых заданы все параметры резьбы. (Подробнее в разделе 5. Эксплуатационное назначение резьбы и ее применение).
3. Профили и параметры резьбы
Профили резьбы характеризуются следующими особенностями:
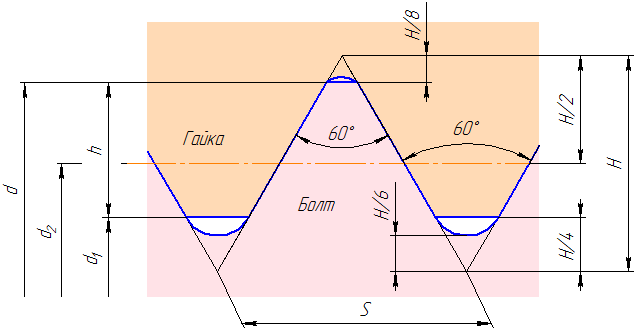
• метрическая резьба имеет профиль в виде равностороннего треугольника с углом при вершине 60°. Выступы и впадины резьбы притуплены (ГОСТ 9150-2002).
Метрическая резьба бывает цилиндрической и конической.

Резьба метрическая (треугольная)
• трубная резьба имеет профиль в виде равнобедренного треугольника с углом при вершине 55°. Трубная резьба также может быть цилиндрической и конической.

Резьба трубная цилиндрическая

Резьба трубная коническая
• коническая дюймовая резьба имеет профиль в виде равностороннего треугольника.

Резьба дюймовая коническая
• круглая резьба имеет профиль в виде полуокружности.

Резьба круглая
• трапецеидальная резьба имеет профиль в виде равнобочной трапеции с углом 30° между боковыми сторонами.

Резьба трапецеидальная
• упорная резьба имеет профиль не равнобочной трапеции с углом наклона рабочей стороны 3° и нерабочей — 30°.

Резьба упорная
• прямоугольная резьба имеет профиль в виде прямоугольника. Резьба не стандартизована.

Резьба прямоугольная нестандартная
Параметры резьбы
Основными параметрами резьбы считаются:
Диаметр резьбы (d) — диаметр поверхности, на которой будет образована резьба.

Рисунок 3 — Наружный диаметр
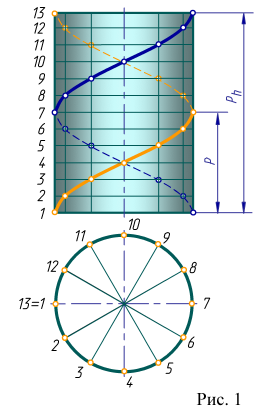
Шаг резьбы (Р) — расстояние по линии, параллельной оси резьбы между средними точками ближайших одноименных боковых сторон профиля резьбы, лежащими в одной осевой плоскости по одну сторону от оси вращения (ГОСТ 11708-82).
Ход резьбы (Рh) — относительное осевое перемещение детали с резьбой за один оборот (360°), равное произведению nР, где n — число заходов резьбы. У однозаходной резьбы ход равен шагу. Резьбу, образованную движением одного профиля, называют однозаходной, образованную движением двух, трех и более одинаковых профилей, называют многозаходной (двух-, трехзаходной и т. д.). Иначе говоря, на болте и гайке одновременно нарезают не одну спираль, а две или три. Многозаходную резьбу часто применяют в высокоточном оборудовании, например, в фототехнике, чтобы однозначно позиционировать положение деталей при взаимном вращении. Такую резьбу можно отличить от обычной по двум или трем началам витков на торце.

Рисунок 4 — Шаг резьбы и ход резьбы
Резьбу характеризуют три диаметра: наружный d (D), внутренний d1(D1) и средний d2(D2). Диаметры наружной резьбы обозначают d, d1 и d2, а внутренней резьбы в отверстии — D, D1 и D2.

Рисунок 5 — Диаметры резьбы
- наружный (номинальный) диаметр d (D) — диаметр воображаемого цилиндра, описанного вокруг вершин наружной (d) или впадин внутренней резьбы (D). Этот диаметр для большинства резьб является определяющим и входит в условное обозначение резьбы;
- средний диаметр d2(D2) — диаметр цилиндра, образующая которого пересекает профиль резьбы таким образом, что её отрезки, образованные при пересечении с канавкой, равны половине номинального шага резьбы;
- внутренний диаметр d1 (D1,), диаметр цилиндра, вписанного во впадины наружной (d1,) или вершины внутренней резьбы (D1).
Построение винтовой поверхности на чертеже — длительный и сложный процесс, поэтому на чертежах изделий резьба изображается условно, в соответствии с ГОСТ 2.311-68.На стержне резьбу изображают сплошными основными линиями по наружному диаметру и сплошными тонкими линиями — по внутреннему диаметру.

Рисунок 6 — Пример изображения резьбы на стержне и в отверстии
4. Обозначение резьбы
Обозначение резьбы обычно включает в себя буквенное обозначение типа резьбы и номинальный диаметр. Дополнительно в обозначении могут быть приведены шаг резьбы(или TPI — threads per inch — число витков на дюйм), число заходов для многозаходной резьбы, диаметр отверстия под резьбу, направление (левое, правое).
Метрическая резьба — с шагом и основными параметрами резьбы в миллиметрах. Имеет широкое применение с номинальным диаметром от 1 до 600 мм и шагом 0,25 до 6 мм. Резьба метрическая является основной крепежной резьбой. Это резьба однозаходная, преимущественно правая, с крупным или мелким шагом. В обозначение метрической резьбы входят буква М и номинальный диаметр резьбы, причем крупный шаг не указывают: М5; М56. Для резьбы с мелким шагом дополнительно указывают шаг резьбы М5×0,5; М56×2. В конце условного обозначения левой резьбы ставят буквы LH, например: М5LH; М56×2 LH. В обозначении резьбы также указывают класс точности: М5-6g.

Пример обозначения:
М 30 — метрическая резьба с наружным диаметром 30 мм и крупным шагом резьбы;
М 30×1,5 — метрическая резьба с наружным диаметром 30 мм, мелким шагом 1,5 мм.
Хоть метрические резьбы и не нашли широкого применения в уплотняемых соединениях, однако такая возможность заложена в стандарты. Это резьбы метрические коническая и цилиндрическая.
Метрическая коническая резьба выполняется с конусностью 1:16 и номинальным диаметром от 6 до 60 мм по ГОСТ 25229-82 (СТ СЭВ 304-76). Она предназначается для самоуплотняемых конических резьбовых соединений, а также для соединений наружной конической резьбы с внутренней цилиндрической резьбой, имеющей номинальный профиль по ГОСТ 9150-2002. В обозначение метрической конической резьбы входят вид резьбы (буквы МК), номинальный диаметр резьбы, шаг резьбы. В конце условного обозначения левой резьбы ставят буквы LH.
Пример обозначения:
МК 30×2 LН — левая метрическая коническая резьба с наружным диаметром 30 мм, шагом резьбы 2 мм.
Метрическая цилиндрическая резьба (с профилем) основана на метрической резьбе (М) с номинальным диаметром от 1,6 до 200 мм и углом профиля при вершине 60°. Главное ее отличие в винте, который имеет увеличенный радиус впадины на резьбе (от 0,15011P до 0,180424P), что придает резьбовому соединению на основе цилиндрической метрической резьбы более высокие жаростойкие и усталостные качества. Обозначается метрическая цилиндрическая резьба буквами MJ, далее идет числовое значение номинального диаметра резьбы в миллиметрах, числовое значение шага, поле допуска среднего диаметра и поле допуска диаметра выступов.
Внутренняя резьба MJ совместима с внешней резьбой M при совпадении номинального диаметра и шага, т. е. в гайку с такой резьбой можно закрутить обычный метрический винт.
Пример обозначения:
MJ6×1-4h6h — наружная резьба на поверхности вала с номинальным диаметром 6 мм, шагом 1 мм, полем допуска среднего диаметра 4h и полем допуска диаметра выступов 6h.
Отличия дюймовой резьбы от метрической в том, что угол при вершине резьбы у них составляет 55 градусов для стандартов британцев BSW (Ww) и BSF или 60 градусам (как и в метрической) в американской системе (UNC и UNF), а шаг резьбы вычисляется как соотношение числа витков резьбы на дюйм длины резьбы. Совместить метрические и дюймовые резьбы не представляется возможным, поэтому в странах с метрической системой применение находят только трубные дюймовые резьбы.
У дюймовой резьбы все параметры резьбы выражены в дюймах(чаще всего обозначается двойным штрихом, ставящимся сразу за числовым значением, например, 3» = 3 дюйма), шаг резьбы в долях дюйма (дюйм=2,54 см). Для трубной дюймовой резьбы размер в дюймах обозначает не величину резьбы, а условный просвет в трубе, тогда как наружный диаметр на самом деле существенно больше. Особенностью трубной резьбы является как раз тот факт, что она учитывает толщину стенок трубы, которые могут быть толще или тоньше в зависимости от материала изготовления и рабочего давления, на которое рассчитаны трубы. Поэтому дюймовый стандарт трубных резьб понятен и принят во всем мире как исключение из метрических правил.
Диаметры дюймовых резьб — это не единственный параметр, который важен при выборе труб. Необходимо учитывать: глубину резьбы, шаг резьбы, наружный и внутренний диаметр, угол профиля резьбы. Стоит обратить внимание, что шаг резьбы в этом случае рассчитывается не в дюймах и даже не в миллиметрах, а в нитках. Под ниткой понимается нарезанная канавка. Поэтому расчет ведется исходя из того, сколько канавок нарезано на одном дюймовом мерном отрезке трубы. Скажем, обычные водопроводы имеют только две разновидности шага резьбы: на 14 ниток, что соответствует метрическому шагу на 1,8 мм, и на 11 ниток — метрический шагу в 2,31 мм.
В Таблице 2 приведены основные отличия«дюймовой» и «трубной» цилиндрических резьб по отношению к «метрической» резьбе для наиболее распространенных размеров вышеобозначенных резьб.

Резьбы, обозначенные *по возможности не применять.
Естественно, такие своеобразные стандарты расчета диаметра и шага только лишь вносят сумятицу в определение нужных величин. Поэтому были разработаны таблицы для определения числа ниток и диаметра труб при наличии дюймовой резьбы. Кроме того, на любой упаковке всегда указано ее значение и стандарт. Но все равно данные носят приблизительный характер, и никогда не стоит исключать возможную погрешность.

*При определении размера предпочтение необходимо давать значениям ряда 1.
Резьба трубная цилиндрическая имеет профиль в виде равнобедренного треугольника с углом при вершине 55°, вершины и впадины скруглены (ГОСТ 6357-81).

Условное обозначение резьбы состоит из буквы G, обозначения номинального диаметра резьбы в дюймах, и класса точности среднего диаметра. Для левой резьбы обозначение дополняется буквами LH.
Пример обозначения:
G 1 1/2-A — трубная цилиндрическая резьба с размером 1 1/2», класс точности А;
1/4-20 BSP — трубная цилиндрическая резьба Витворта по стандарту B. S.93(Англия).
Резьба трубная коническая имеет профиль, аналогичный профилю резьбы трубной цилиндрической. Возможно соединение труб, имеющих коническую резьбу (конусность 1:16), с изделиями, имеющими трубную цилиндрическую резьбу ГОСТ 6211-81.

Условное обозначение резьбы состоит из букв R, размера номинального диаметра в дюймах. Обозначение Rc используют для трубной конической внутренней резьбы. Условное обозначение левой резьбы дополняется буквами LH.
Пример обозначения:
R 1 1/2 — резьба трубная коническая наружная с размером 1 1/2»;
R 1 1/2 LH — резьба трубная коническая наружная левая;
Rс 1/2 — резьба трубная коническая внутренняя;
BSPT 1 1/2 -резьба коническая трубная внутренняя по стандарту B. S.93(Англия).
Резьба коническая дюймовая с углом профиля 60° ГОСТ 6111-52 нарезается на конической поверхности с конусностью 1:16.

Обозначение состоит из буквы К и размера резьбы в дюймах с указанием размерности, наносится на полке линии-выноски, как и у трубных резьб. Пример обозначения:
К 3/4″ по ГОСТ 6111-52. 3/8-18 NPT обозначение по ANSI/ASME B 1.20.1 (США).
Резьба трапецеидальная служит для передачи движения и усилий. Профиль трапецеидальной резьбы — равнобокая трапеция с углом между боковыми сторонами 30°. Для каждого диаметра резьба может быть однозаходной и многозаходной, правой и левой ГОСТ 9484-81.
Основные размеры, диаметры, шаги, допуски однозаходной резьбы стандартизованы соответственно ГОСТ 24737-81, 24738-81, 9562-81. Для многозаходной резьбы эти параметры находятся в ГОСТ 24739-81.
Условное обозначение однозаходной резьбы состоит из букв Тr, значения номинального диаметра резьбы, шага, поля допуска.
Пример обозначения:
Тr 40×6-8е — трапецеидальная однозаходная наружная резьба диаметром 40 мм с шагом 6 мм; Тr 40×6-8е-85 — то же длина свинчивания 85 мм;
Тr 40×6LH-7Н — то же для внутренней левой.
В условное обозначение многозаходной резьбы добавляется числовое значение хода:
Тr 20×8(Р4)-8е — трапецеидальная многозаходная наружная резьба диаметром 20 мм с ходом 8 мм и шагом 4 мм.
Резьба упорная имеет профиль неравнобокой трапеции. Впадины профиля закруглены, для каждого диаметра имеется три различных шага. Служит для передачи движения с большими осевыми нагрузками ГОСТ 10177-82.
Упорные резьбы обозначаются буквами S, затем указывают номинальный диаметр резьбы в миллиметрах, шаг резьбы (ход и шаг, если эта резьба многозаходная), направление резьбы (для правой резьбы не указывают, для левой буквами LH), и класс точности резьбы.
Пример обозначения:
S 80×10 — упорная резьба однозаходная с наружным диаметром 80 мм и шагом 10 мм;
S 80×20(Р10) — упорная резьба двухзаходная с наружным диаметром 80 мм, ходом 20 мм и шагом 10 мм.
Специальную резьбу со стандартным профилем, но нестандартным шагом или диаметром, обозначают: Сп М40×1,5 — 6g.
Резьба прямоугольная (квадратная). Резьба с прямоугольным (или квадратным) нестандартным профилем, поэтому все ее размеры указываются на чертеже. Применяется для передачи движения тяжело нагруженных подвижных резьбовых соединений. Обычно выполняется на грузовых и ходовых винтах.
Резьба круглая имеет профиль, полученный сопряжением двух дуг одного радиуса. ГОСТ 13536-68 определяет профиль, основные размеры и допуски круглой резьбы. Эту резьбу применяют для шпинделей вентилей смесителей и туалетных кранов ГОСТ 19681-94 и водопроводных кранов. Предусмотрен только один диаметр d = 7 мм и шаг Р = 2,54 мм.
Пример обозначения:
Кр 7×2,54 ГОСТ 13536-68, где 2,54 — шаг резьбы в мм, 12 — номинальный диаметр резьбы в мм.
Аналогичный профиль имеет резьба круглая(но для диаметров 8…200 мм) по СТ СЭВ 3293-81, введенному в действие непосредственно в качестве Государственного стандарта. Резьба применяется для крюков подъемных кранов, а также в условиях воздействия агрессивной среды.
Пример обозначения:
Rd 16 — резьба круглая с наружным диаметром 16 мм; Rd 16LH — резьба круглая с диаметром 16 мм, левая.
5. Эксплуатационное назначение резьбы и ее применение
Резьбовые соединения широко распространены в машиностроении(в большинстве современных машин свыше 60% всех деталей имеют резьбы). По эксплуатационному назначению различают резьбы общего применения и специальные, предназначенные для соединения одного типа деталей определѐнного механизма. К первой группе относятся резьбы:
1.) Крепѐжные — метрическая, дюймовая, применяемые для разъѐмного соединения деталей машин. Основное их назначение — обеспечение полное и надежное соединение деталей при различных нагрузках и при различном температурном режиме в процессе длительной эксплуатации.
2.) Ходовые или кинематические — трапецеидальная и прямоугольная, применяемые для ходовых винтов, винтов суппортов станков и столов измерительных приборов и т. п. Основное их назначение — обеспечение точного перемещения при наименьшем трении, а для прямоугольной резьбы также исключение самоотвинчивания под действием приложенной силы; Упорная (в прессах и домкратах) и круглая, предназначенные для преобразования вращательного движения в прямолинейное перемещение. Они воспринимают большие усилия при сравнительно малых скоростях движения. Основное их назначение — обеспечение плавности вращения и высокой нагрузочной способности (для точных микрометрических приборов применяют метрическую резьбу повышенной точности). Круглая резьба широко применяется для водопроводных кранов по ГОСТ 20275-74 и в таких элементах как смесители, краны, вентили, шпиндели по ГОСТ 19681-94 (Арматура санитарно- техническая водоразборная).
3.) Крепежно-уплотнительные (Трубные и арматурные) — трубная цилиндрическая и коническая, метрическая дюймовая и коническая, применяемые для трубопроводов и арматуры, основное их назначение — обеспечение герметичности соединений (без учета ударных нагрузок) при невысоких давлениях.
Трубную цилиндрическую резьбу по ГОСТ 6357-81 применяют на водогазопроводных трубах, частях для их соединения (муфтах, угольниках, крестовинах и т. д.), трубопроводной арматуре (задвижках, клапанах и т. д.).
Трубную коническую резьбу по ГОСТ 6211-81 применяют в соединениях труб при больших давлениях и температуре(в вентилях и газовых баллонах), когда требуется повышенная герметичность соединения.
Отнесенная ко второй группе, специальная резьба имеет специальное назначение и применяется в отдельных специализированных отраслях производства. К ним можно отнести следующие:
1.) метрическая тугая резьба — резьба, выполненная на стержне (на шпильке) и в отверстии (в гнезде) по наибольшим предельным размерам; предназначена для образования резьбовых соединений с натягом.
2.) метрическая резьба с зазорами — резьба, необходимая для обеспечения легкой свинчиваемости и развинчиваемости резьбовых соединений деталей, работающих при высоких температурах, когда создаются условия для схватывания (сращивания) окисных пленок, которыми покрыта поверхность резьбы.
3.) часовая резьба (метрическая) — резьба, применяемая в часовой промышленности (диаметры от 0,25 до 0,9 мм).
4.) резьба для микроскопов — резьба, предназначена для соединения тубуса с объективом; имеет два размера:
4.1) дюймовая — диаметр 4/5»(20,270 мм) и шаг 0,705 мм (36 ниток на 1»);
4.2) метрическая — диаметр 27 мм, шаг 0,75 мм;
5) окулярная многозаходная резьба — рекомендуемая для оптических приборов; профиль резьбы — равнобочная трапеция с углом 60° .
Эксплуатационные требования к резьбам зависят от назначения резьбового соединения. Общими для всех резьб являются требования долговечности и свинчиваемости без подгонки независимо изготовленных резьбовых деталей при сохранении эксплуатационных качеств соединений. Резюмируя вкратце основные применяемые резьбы по эксплуатационному назначению можно вывести в виде следующей таблицы:

6.Определение размера резьбы
Как правило резьба на разных фитингах выглядит похоже что затрудняет визуальное определение типа резьбы. Резьба на фитингах определяется путем замера основных параметров резьбомером и штангенциркулем и сравнением полученных результатов с таблицей резьбы.

Рисунок 7 — Измерение параметров резьбы
Существует два вида резьбомеров: с клеймом М 60о — для метрических резьб с углом профиля 60о и с клеймом Д 55о — для дюймовой и трубной резьб с углом профиля 55о. На каждой гребенке резьбомера для метрических резьб выбита цифра указывающая шаг резьбы в мм для дюймовых и трубных резьб — число шагов на длине 25,4 мм (1» = 25,4 мм).
7.Способы нарезания резьбы
Основными методами изготовления резьб являются:
- нарезание их резцами и гребенками на токарных станках;
- нарезание метчиками плашками резьбонарезными головками;
- холодное и горячее накатывание при помощи плоских или круглых накатных плашек;
- фрезерование с помощью специальных резьбовых фрез;
- шлифование абразивными кругами.
Выбор метода получения резьбы зависит от типа производства размеров резьбы ее точности материала заготовки и т. д.

Рисунок 8 — Резьбонарезной инструмент
1.Нарезание резьбы резцами. С помощью резьбовых резцов и гребенок на токарно-винторезных станках нарезают резьбу как наружную так и внутреннюю (внутренняя резьба начиная с диаметра 12 мм и выше). Способ нарезания резьбы резцами характеризуется относительно невысокой производительностью поэтому в настоящее время он применяется в основном в мелкосерийном и индивидуальном производстве а также при создании точных винтов калибров ходовых винтов и т. д. Достоинством этого способа является простота режущего инструмента и сравнительно высокая точность получаемой резьбы.
2.Нарезание резьбы плашками и метчиками. Плашки по своим конструктивным особенностям делятся на круглые и раздвижные. Круглые плашки применяемые на монтажных заготовительных и других работах предназначены для нарезания наружной резьбы диаметром до 52 мм в один проход. Для более крупной резьбы применяют плашки особой конструкции которые фактически служат лишь для зачистки резьбы после предварительной нарезки ее другими инструментами. Раздвижные плашки состоят из двух половин постепенно сближающихся в процессе резания. Метчик представляет собой стальной стержень с резьбой разделенный продольными прямыми или винтовыми канавками образующими режущие кромки. Эти же канавки служат для выхода стружки. По способу применения метчики разделяются на ручные и машинные.
3.Накатывание резьбы. Основной промышленный метод изготовления резьбы в настоящее время — накатка на специальных резьбонакатных станках. Деталь зажимается в тисках. В этом случае при большой производительности обеспечивается получение высокого качества изделия (формы размеров и шероховатости поверхности). Процесс накатывания резьбы заключается в создании резьбы на поверхности детали без снятия стружки за счет пластической деформации поверхности обрабатываемой детали. Схематически это выглядит так. Деталь прокатывают между двумя плоскими плашками или цилиндрическими роликами имеющими резьбовой профиль и на стержне выдавливается резьба такого же профиля. Наибольший диаметр накатываемой резьбы 25 мм наименьший 1 мм; длина накатываемой резьбы 60…80 мм.
4.Фрезерование резьбы. Фрезерование наружной и внутренней резьбы производится на специальных резьбофрезерных станках. В этом случае вращающаяся гребенчатая фреза при радиальной подаче врезается в тело детали и фрезерует резьбу на ее поверхности. Периодически происходит осевое перемещение детали или фрезы от специального копира на величину равную шагу резьбы за время одного оборота детали.
5. Шлифование точной резьбы. Шлифование как способ создания резьбы применяется главным образом для получения точной резьбы на сравнительно коротких резьбовых деталях например резьбовых пробках — калибрах резьбовых роликах и т. д. Суть процесса заключается в том что шлифовальный круг расположенный к детали под углом подъема резьбы при быстром вращении и при одновременном медленном вращении детали с подачей вдоль оси на величину шага резьбы за один оборот вырезает (вышлифовывает) часть поверхности детали. В зависимости от конструкции станка и ряда других факторов резьба шлифуется за два-четыре и более прохода.
8.Типы иностранных резьб
В мире применяется несколько заслуженных уважаемых стандартов таких стран как Великобритания (BS), Германия (DIN), Франция (NF), Япония (JIS), США (UNC). Основными причинами их отличия между собой являются традиционно разные системы мер и способы задания размеров резьб в разных странах а также особенные области применения резьб. Однако за прошедшее столетие сильно утвердил свои позиции в мире метрический стандарт ISO — International Organization for Standardization (Международная Организация по Стандартизации), что в свою очередь способствовало взаимному пониманию технических специалистов.
К наиболее распространенным типам иностранных резьб относятся:
- Метрическая ISO
- Резьба Витворта (Whitword Thread)
- Трапециедальная резьба
- Круглая резьба
- Упорная резьба
Приведенная сводная таблица описывает соответствие более чем двадцати видов резьб (общемашиностроительного нефтяного и газового сортаментов), и отсылает к нормативно-техническим документам отечественным и зарубежным регламентирующим эту сферу.




Поскольку вышеуказанная Таблица 8 дает только общее представление об изобилии разного вида резьб и регламентирующих их документов а большой объем данных не позволяет в полной мере сопоставить и сравнить резьбы отечественных и зарубежных стандартов рассмотрим для примера соответствие различных типов треугольной резьбы которая чаще других встречается в общем машиностроении.


Список литературы
ГОСТ 10177-82 «Резьба упорная. Профиль и основные размеры»
ГОСТ 10177-82 «Резьба упорная. Профиль и основные размеры»
ГОСТ 11708-82 «Основные нормы взаимозаменяемости. Резьба. Термины и определения»
ГОСТ 13536-68 «Резьба круглая для санитарно-технической арматуры. Профиль основные размеры допуски»
ГОСТ 19681-94 «Арматура санитарно-техническая водоразборная. Общие технические условия»
ГОСТ 24705-2004 «Основные нормы взаимозаменяемости. Резьба метрическая. Основные размеры»
ГОСТ 20275-74 «Краны водоразборные и туалетные. Типы и основные размеры»
ГОСТ 2.311-68 «Единая система конструкторской документации. Изображение резьбы»
ГОСТ 24737-81 «Основные нормы взаимозаменяемости. Резьба трапецеидальная однозаходная. Основные размеры»
ГОСТ 24738-81 «Основные нормы взаимозаменяемости. Резьба трапецеидальная однозаходная. Диаметры и шаги»
ГОСТ 24739-81 «Основные нормы взаимозаменяемости. Резьба трапецеидальная многозаходная»
ГОСТ 6111-52 «Резьба коническая дюймовая с углом профиля 60°»
ГОСТ 6211-81 «Основные нормы взаимозаменяемости. Резьба трубная коническая»
ГОСТ 631-75 «Трубы бурильные с высаженными концами и муфты к ним. Технические условия»
ГОСТ 632-80 «Трубы обсадные и муфты к ним. Технические условия»
ГОСТ 633-80 «Трубы насосно-компрессорные и муфты к ним. Технические условия»
ГОСТ 6357-81 «Основные нормы взаимозаменяемости. Резьба трубная цилиндрическая»
ГОСТ 8724-2002 «Основные нормы взаимозаменяемости. Резьба метрическая. Диаметры и шаги»
ГОСТ 9150-2002 «Основные нормы взаимозаменяемости. Резьба метрическая. Профиль»
ГОСТ 9484-81 «Основные нормы взаимозаменяемости. Резьба трапецеидальная. Профили»
ГОСТ 9562-81 «Основные нормы взаимозаменяемости. Резьба трапецеидальная однозаходная. Допуски»
ГОСТ 25229-82 (СТ СЭВ 304-76) «Основные нормы взаимозаменяемости. Резьба метрическая коническая»
СТ СЭВ 3293-81 «Основные нормы взаимозаменяемости. Резьба круглая. Профиль и основные размеры»
ОСТ НКТП 1260 «Резьба дюймовая с углом профиля 55 градусов»Автор статьи:
специалист по работе с корпаративными клиентами
ООО «Крионика»
Караваева Ангелина Владимировна
Стандартные резьбовые крепежные детали и резьбовые соединения — Резьбовые соединения
- Подробности
- Категория: Инженерная графика
Страница 2 из 2
РЕЗЬБОВЫЕ СОЕДИНЕНИЯ
При сборке машин, станков, приборов и аппаратов отдельные их детали в большинстве случаев соединяют друг с другом резьбовыми крепежными изделиями: болтами, винтами, шпильками.
Резьбовые соединения деталей, на одной из которых нарезана наружная, а на другой — внутренняя резьба, называются разъемными. Их можно разобрать без повреждения деталей.
Чертежи разъемных соединений выполняют с применением рекомендумых стандартами упрощений и условностей.

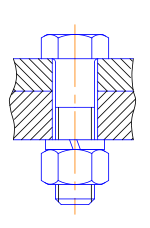
На рис. 321 изображены резьбовые соединения, на которых одна деталь ввернута в другую.
На продольных разрезах показана только та часть внутренней резьбы, которая не закрыта завернутой в нее деталью, контур ввернутой детали выполняется сплошной основной толстой линией (рис. 321)
На поперечных разрезах, если секущая плоскость рассекает обе соединяемые детали (рис. 321, в), штриховка завернутой детали выполняется до наружной окружности резьбы.
Стандартные крепежные детали можно разделить на две группы: 1) резьбовые крепежные детали (болты, винты, шпильки, гайки); 2) крепежные детали без резьбы: шайбы (обыкновенные, пружинные, стопорные) и шплинты. В зависимости от требований, предъявляемых к соединению, оно может выполняться или только деталями 1-й группы, или этими же деталями совместно с деталями 2-й группы. Размеры опорных поверхностей под крепежные детали устанавливает ГОСТ 12876—67 (СТ СЭВ 213—82).
СОЕДИНЕНИЕ ДЕТАЛЕЙ БОЛТОМ

При выполнении сборочных чертежей машин, когда приходится изображать много болтовых соединений, с целью экономии времени болт, гайку и шайбы обычно чертят упрощенно, по условным соотношениям размеров в зависимости от диаметра резьбы. На рис. 322 даны эти соотношения.
Длина болта l подсчитывается по формуле l=m+n+s+H+k, где m и n — толщина соединяемых деталей в мм; vs — толщина шайбы в мм; Н — высота гайки в мм; k — длина выступающего над гайкой конца болта в мм.
Подсчитав длину болта, по табл. 19 подбирают значение l в зависимости от диаметра d. Размер l0 длины резьбы болта можно принять примерно равным 2d+2P.
Внутренний диаметр резьбы d1=d-2P, где Р — шаг резьбы.
СОЕДИНЕНИЕ ДЕТАЛЕЙ ШПИЛЬКОЙ
При вычерчивании на сборочных чертежах шпилечного соединения (рис. 323, е) рекомендуется, как при болтовом соединении пользоваться упрощениями и условными соотношениями между диаметром резьбы d и размерами элементов гайки и шайбы, приведенными на рис. 322 и 323.
Длину 11 ввинчиваемого конца шпильки выбирают в зависимости от материала детали.
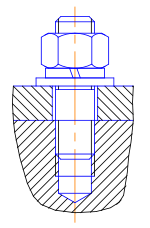
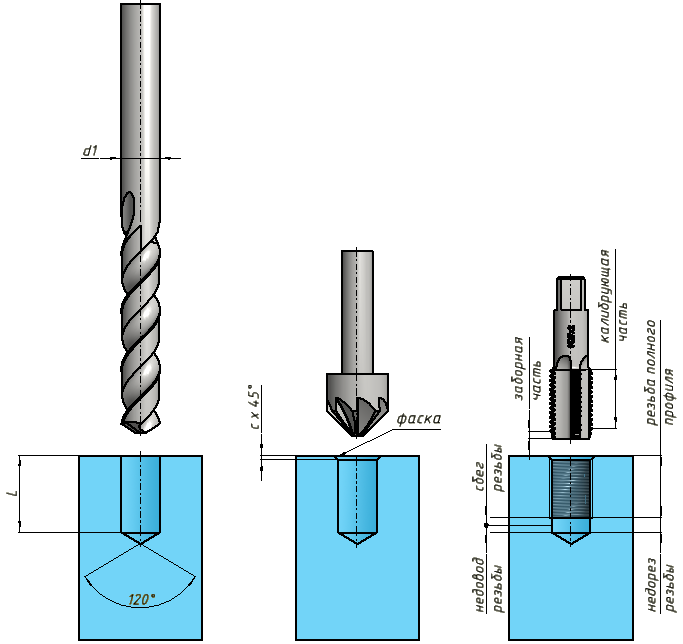
Технологическая последовательность выполнения отверстия с резьбой под шпильку и порядок сборки шпилечного соединения показаны на рис. 323.

Вначале сверлят отверстие диаметром d1 (рис. 323, а)на глубину l2=l1+5P (Р—шаг резьбы) или упрощенно:l2=l1+0,5 d. Отверстие заканчивается конической поверхностью с углом у вершины конуса 120° (угол конуса на чертежах не наносят).
Резьбу в отверстии детали нарезают метчиком (рис. 323, б)по наружному диаметру d. Так как на конце метчика имеется заборный конус, предупреждающий поломку метчика в начале нарезания, глубина резьбы l3 будет равна l3=l1+2Р. Границу резьбы изображают сплошной основной линией, перпендикулярной к оси отверстия.
Номинальные диаметры резьбы шпильки и резьбового отверстия принимают одинаковыми (рис. 323, в).
Шпилька ввинчивается в резьбовое отверстие детали A на всю длину резьбы l1 включая сбег резьбы (рис. 323, а, б).
Сверху устанавливается деталь Б с отверстием немного большего диаметра, чем диаметр шпильки (рис. 323, д).На резьбовой конец шпильки надевается шайба и навинчивается гайка (рис. 323, е).
СОЕДИНЕНИЕ ДЕТАЛЕЙ ВИНТАМИ
Как и в шпилечном соединении, винт завинчивается в отверстие с резьбой, выполненное в одной из соединяемых деталей (рис. 324). Длина ввинчиваемого резьбового конца винта и резьбового отверстия определяется материалом детали. На виде сверху шлицы винтов принято изображать под углом 45° к осям.

Чертежи соединений деталей винтами различных типов показаны на рис. 324, а.
Граница резьбы винта должна быть несколько выше линии разъема деталей.
Верхние детали в отверстиях резьбы не имеют. Между этими отверстиями и винтами должны быть зазоры (рис. 324, а).
На верхнем рис. 324, а даны примерные соотношения элементов соединения винтом с шестигранной головкой. В машинах и приборах широко применяются установочные винты, которые служат для взаимного фиксирования (установки) деталей оносительно друг друга в заданном положении. Головки установочных винтов, а также их концы имеют разнообразные конструктивные формы.

Примеры применения установочных винтов показаны на рис. 325, а—в. Соединение детали шурупом изображено на рис. 325, г.
УПРОЩЕННЫЕ И УСЛОВНЫЕ ИЗОБРАЖЕНИЯ РЕЗЬБОВЫХ СОЕДИНЕНИЙ БОЛТОМ, ШПИЛЬКОЙ И ВИНТОМ
ГОСТ 2.315—68 (СТ СЭВ 1978—79) устанавливает упрощенные и условные изображения крепежных деталей на сборочных чертежах.
На рис. 326 представлены упрощенные и условные изображения соединений болтом и шпилькой. На рис. 324, б и в показаны упрощенные и условные изображения соединений винтом.

В упрощенных изображениях резьба показывается по всей длине стержня крепежной резьбовой детали. Фаски, скругления, а также зазоры между стержнем детали и отверстием не изображаются. На видах, полученных проецированием на плоскость, перпендикулярную оси резьбы, резьба на стержне изображается одной окружностью, соответствующей наружному диаметру резьбы (дуга, соответствующая внутреннему диаметру резьбы, не изображается). На этих же видах не изображаются шайбы, примененные в соединении. На упрощенных изображениях конец отверстия детали не изображается.
Крепежные детали, у которых на чертеже диаметры стержней равны 2 мм и менее, изображают условно. Размер изображения должен давать полное представление о характере соединения. Примеры таких условных изображений крепежных соединений показаны на рис. 324, в и 326.
РЕЗЬБОВЫЕ СОЕДИНЕНИЯ ТРУБ
Соединение труб в трубопроводах при помощи резьбы, без применения крепежных деталей имеет в технике широкое применение. Обычно трубы соединяются между собой специальными деталями, называемыми фитингами. Они применяются в случаях, когда один конец трубы непосредственно соединить при помощи резьбы с другим концом второй трубы не представляется возможным.

Трубы характеризуются условным проходом, величина которого практически равна внутреннему диаметру трубы в миллиметрах. Для соединения труб между собой могут применяться стандартные фитинги.
В зависимости от характера соединения, которое необходимо получать, фитинги могут иметь различную форму. На рис. 327, а — угольник, б — тройник, в — кресты, г — муфта прямая, д — муфта переходная. Размеры определяются соответствующими стандартами. На трубах, а следовательно, и на фитингах выполняется большей частью трубная цилиндрическая резьба.
Размеры каждого фитинга определяются условным проходом Dу соединяемых труб. Условный проход входит также и в условное обозначение фитинга. Например, тройник прямой, предназначенный для соединения труб, с условным проходом 40 мм, обозначается: Тройник 40 ГОСТ 8948—75.

На рис. 328 представлены конструктивные элементы трубных соединений.
Размеры конструктивных элементов трубных соединений приведены в табл. 21.

![]()
Новый онлайн видеокурс «SolidWorks. С нуля до профессионала» всего за 11 000!!!
Разъемные соединения. Резьба
По вопросам репетиторства по инженерной графике (черчению), вы можете связаться любым удобным для вас способом в разделе Контакты. Возможно очное и дистанционное обучение по Skype: 1250 р./ак.ч.
Введение
Детали в машинах и механизмах каким-либо образом соединены друг с другом. Данные соединения выполняют различные функции. Соединения делят на два типа: подвижные и неподвижные, которые, в свою очередь подразделяются на разъемные и неразъемные.
Разъемными называют соединения, повторная сборка и разборка которых возможна без повреждения (разрушения) их составных частей. К ним относятся резьбовые, шпоночные, штифтовые, шлицевые и другие виды соединений.
5.1 Резьбы
Резьба — поверхность, образованная при винтовом движении плоского контура по цилиндрической или конической поверхности.
5.1.1 Классификация
По назначению резьбы делятся на крепежные (в неподвижном соединении) и ходовые или кинематические (в подвижном соединении). Часто крепежные резьбы несут в себе вторую функцию — уплотнения резьбового соединения, обеспечения его герметичности.
В зависимости от формы поверхности, по которой нарезается резьба, она может быть цилиндрической или конической.
В зависимости от расположения поверхности резьба может быть наружной (нарезанная на стержне) или внутренней (нарезанная в отверстии).
В зависимости от формы профиля различают резьбу треугольную, трапециевидную, прямоугольную, круглую, специальную.
Треугольная резьба подразделяется на метрическую, трубную, коническую дюймовую, трапециевидная резьба — на трапецеидальную, упорную, упорную усиленную.
По величине шага различают резьбу крупную, мелкую и специальную.
По числу заходов резьбы делятся на однозаходные и многозаходные.
По направлению винтовой линии различают резьбу правую (нитка резьбы нарезается по часовой стрелке) и левую (нитка резьбы нарезается против часовой стрелки).
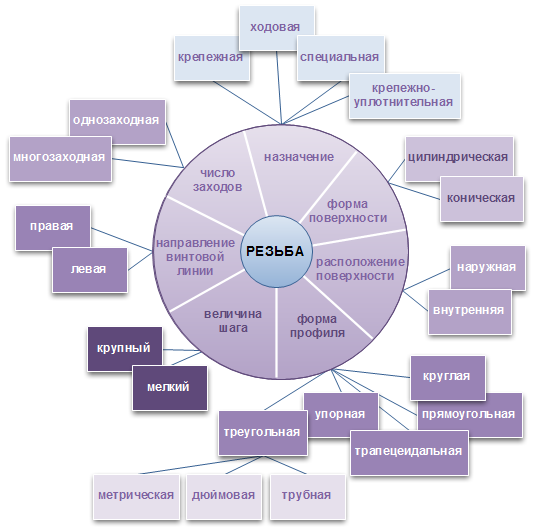
Рисунок 5.1 — Классификация резьб
5.1.2 Профили и параметры резьбы
5.1.2.1 Профили резьбы
Резьба образуется при винтовом движении некоторой плоской фигуры, задающей так называемый профиль резьбы, расположенной в одной плоскости с осью поверхности вращения (осью резьбы).
Профили резьбы характеризуются следующими особенностями:
-
- метрическая резьба имеет профиль в виде равностороннего треугольника с углом при вершине 600 (Рисунок 5.2). Метрическая резьба бывает цилиндрической и конической;
-
- трубная резьба имеет профиль в виде равнобедренного треугольника с углом при вершине 550 (Рисунок 5.2). Трубная резьба также может быть цилиндрической и конической;
-
- коническая дюймовая резьба имеет профиль в виде равностороннего треугольника (Рисунок 5.2);
-
- круглая резьба имеет профиль в виде полуокружности;
-
- трапецеидальная резьба имеет профиль в виде равнобочной трапеции с углом 300 между боковыми сторонами (Рисунок 5.2);
-
- упорная резьба имеет профиль не равнобочной трапеции с углом наклона рабочей стороны 30 и нерабочей – 300 (Рисунок 5.2);
-
- прямоугольная резьба имеет профиль в виде прямоугольника (Рисунок 5.2). Резьба не стандартизована.
Рисунок 5.2 — Типы и параметры резьб
5.1.2.2 Параметры резьбы
Диаметр резьбы (d) — диаметр поверхности, на которой будет образована резьба.
Шаг резьбы (Р) — расстояние по линии, параллельной оси резьбы между средними точками ближайших одноименных боковых сторон профиля резьбы, лежащими в одной осевой плоскости по одну сторону от оси вращения (ГОСТ 11708-82).
Ход резьбы — относительное осевое перемещение детали с резьбой за один оборот, равное произведению nР, где n – число заходов резьбы. У однозаходной резьбы ход равен шагу.
Резьбу, образованную движением одного профиля, называют однозаходной, образованную движением двух, трех и более одинаковых профилей, называют многозаходной (двух-, трехзаходной и т.д.).
5.1.3 Назначение резьбы и ее элементы
| Тип резьбы | Буквенное обозначение | Назначение |
|---|---|---|
| Метрическая | М… | Резьба общего назначения, стандартные крепежные изделия |
| Метрическая коническая | МК… | Приборостроение |
| Трапецеидальная | Tr… | Ходовые винты, передающие возвратно-поступательное движение |
| Упорная | S… | Механизмы с большим осевым усилием (винтовые прессы, домкраты) |
| Трубная цилиндрическая | G… | Соединение труб, фитинги, вентили |
| Трубная коническая | R… (наружная) Rc… (внутренняя) |
Соединение труб при больших давлениях и температурах (повышенная герметичность) |
| Круглая для электротехнической арматуры | E… | Патроны, цоколи |
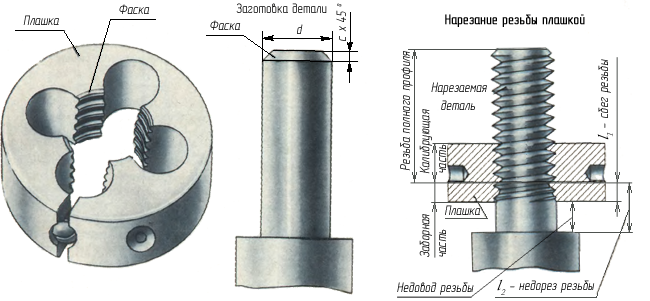
В зависимости от условий и характера производства выполнение резьбы может осуществляться различными способами и инструментами. Для изготовления большинства стандартизованных резьб широко применяется нарезание резьбы плашками или метчиками.
Плашка применяется для нарезания наружной резьбы на заранее подготовленной заготовке детали, диаметр которой определяется диаметром и шагом нарезаемой резьбы.
Рабочая (режущая) поверхность плашки имеет коническую заборную часть (фаску) и цилиндрическую калибрующую часть, обеспечивающую нарезание резьбы необходимого размера. В результате наличия заборной части на нарезаемом стержне в конце резьбы остается участок l1 с постепенно уменьшающимся по высоте профилем (Рисунок 5.3, в). Этот участок с неполной резьбой называется сбегом резьбы. Резьба полного профиля, определяемая калибрующей частью плашки, заканчивается на стержне там, где начинается сбег резьбы. В случае, когда нарезаемая часть стержня ограничивается какой-либо опорной поверхностью (буртиком, головкой, заплечиком и т.п.), при нарезании резьбы плашка (во избежание поломки) обычно не доводится до упора в эту поверхность.
При этом на стержне остается участок, называемый недоводом резьбы. Сбег плюс недовод образуют недорез резьбы l2 (Рисунок 5.3, в).
 |
||
| а | б | в |
Рисунок 5.3 — Нарезание резьбы на стержне
Метчик (Рисунок 5.4) применяется для нарезания внутренней резьбы в заранее просверленном отверстии, диаметр d1 которого выбирается в зависимости от шага и диаметра нарезаемой резьбы (см. таблицу 5.2. (ГОСТ 19257-73. Отверстия под нарезание метрической резьбы)).
| Номинальный диаметр резьбы, d | Шаг резьбы, Р | Диаметр сверла, d1 | Номинальный диаметр резьбы, d | Шаг резьбы, Р | Диаметр сверла, d1 |
|---|---|---|---|---|---|
| 1 | 0,2 | 0,80 | 10 | 0,5 | 9,50 |
| 0,25 | 0,75 | 0,75 | 9,25 | ||
| 1,1 | 0,2 | 0,90 | 1 | 9,00 | |
| 0,25 | 0,85 | 1,25 | 8,80 | ||
| 1,2 | 0,2 | 1,00 | 1,5 | 8,50 | |
| 0,25 | 0,95 | 11 | 0,5 | 10,50 | |
| 1,4 | 0,2 | 1,20 | 0,75 | 10,25 | |
| 0,3 | 1,10 | 1 | 10,00 | ||
| 1,6 | 0,2 | 1,40 | 1,25 | 9,50 | |
| 0,35 | 1,25 | 12 | 0,5 | 11,50 | |
| 1,8 | 0,2 | 1,60 | 0,75 | 11,25 | |
| 0,35 | 1,45 | 1 | 11,00 | ||
| 2 | 0,25 | 1,75 | 1,25 | 10,80 | |
| 0,4 | 1,60 | 1,5 | 10,50 | ||
| 2,2 | 0,25 | 1,95 | 1,75 | 10,20 | |
| 0,45 | 1,75 | 14 | 0,5 | 13,50 | |
| 2,5 | 0,35 | 2,15 | 0,75 | 13,25 | |
| 0,45 | 2,05 | 1 | 13,00 | ||
| 3 | 0,35 | 2,65 | 1,25 | 12,80 | |
| 0,5 | 2,50 | 1,5 | 12,50 | ||
| 3,5 | 0,35 | 3,15 | 2 | 12,00 | |
| 0,6 | 2,90 | 15 | 1 | 14,00 | |
| 4 | 0,5 | 3,50 | 1,5 | 13,50 | |
| 0,7 | 3,30 | 16 | 0,5 | 15,50 | |
| 4,5 | 0,5 | 4,00 | 0,75 | 15,25 | |
| 0,75 | 3,75 | 1 | 15,00 | ||
| 5 | 0,5 | 4,5 | 1,5 | 14,50 | |
| 0,8 | 4,20 | 2 | 14,00 | ||
| 5,5 | 0,5 | 5,00 | 17 | 1 | 16,00 |
| 6 | 0,5 | 5,50 | 1,5 | 15,50 | |
| 0,75 | 5,25 | 18 | 0,5 | 17,50 | |
| 1 | 5,00 | 0,75 | 17,25 | ||
| 7 | 0,5 | 6,50 | 1 | 17,00 | |
| 0,75 | 6,25 | 1,5 | 16,50 | ||
| 1 | 6,00 | 2 | 16,00 | ||
| 8 | 0,5 | 7,50 | 2,5 | 15,50 | |
| 0,75 | 7,25 | 20 | 0,5 | 19,50 | |
| 1 | 7,00 | 0,75 | 19,25 | ||
| 1,25 | 6,80 | 1 | 19,00 | ||
| 9 | 0,5 | 8,50 | 1,5 | 18,50 | |
| 0,75 | 8,25 | 2 | 18,00 | ||
| 1 | 8,00 | 2,5 | 17,50 | ||
| 1,25 | 7,80 |
 |
||
| а | б | в |
Рисунок 5.4 — Нарезание резьбы в отверстии
На Рисунке 5.4 представлено глухое (несквозное) отверстие. На его дне изображено коническое углубление, остающееся от сверла. Угол при вершине конуса условно принимается равным 1200, а размеры его на чертежах не наносятся.
До нарезания резьбы на конце стержня (при наружной резьбе) и в начале отверстия (при внутренней резьбе) выполняются фаски, коническая поверхность которой образует с осью угол 450. Фаска предохраняет крайние витки от повреждений, упрощает процесс нарезания резьбы, облегчает соединение между собой резьбовых деталей. Величина фасок определяется величиной шага резьбы (Таблица 5.3).
У метчика, как и у плашки, имеется коническая заборная часть и калибрующая часть. При нарезании резьбы метчиком будет иметь место сбег резьбы, определяемый заборной частью метчика, и резьба полного профиля. При нарезании резьбы в глухом отверстии метчик (во избежание его поломки) не доводится до упора в дно отверстия, поэтому будет иметь место недовод резьбы и, следовательно, недорез резьбы как сумма сбега и недовода резьбы.
| Размеры, мм | |||||||
|---|---|---|---|---|---|---|---|
| Шаг резьбы (Р) | 0,75 | 0,8 | 1,0 | 1,25 | 1,5 | 1,75 | 2,0 |
| Глубина фаски | 1,0 | 1,0 | 1,0 | 1,6 | 1,6 | 1,6 | 2,0 |
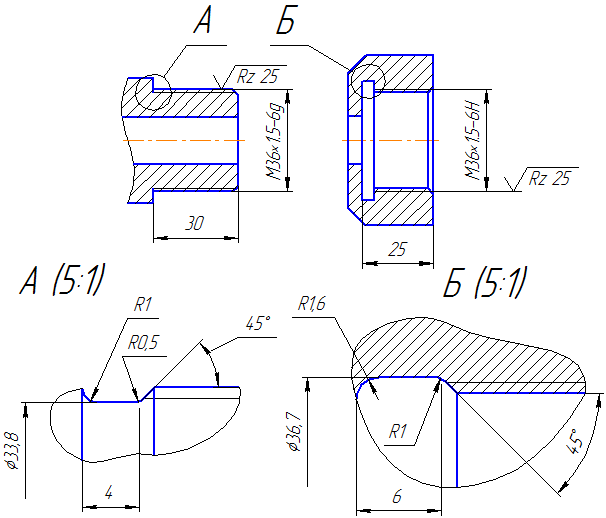
Если требуется изготовить резьбу полного профиля, без сбега, то для вывода резьбообразующего инструмента делают проточку, диаметр которой для наружной резьбы должен быть немного меньше внутреннего диаметра резьбы (Рисунок 5.5, а), а для внутренней резьбы — немного больше наружного диаметра резьбы (Рисунок 5.5, б).
Размеры фасок, сбегов, недорезов, проточек стандартизованы ГОСТ 10549-80* — Выход резьбы. Сбеги, недорезы, проточки и фаски и ГОСТ 27148-86 — Изделия крепежные. Выход резьбы. Сбеги, недорезы, проточки. Размеры.
 |
|
| а | б |
Рисунок 5.5 — Наружная и внутренняя проточки
 |
|||||||||||
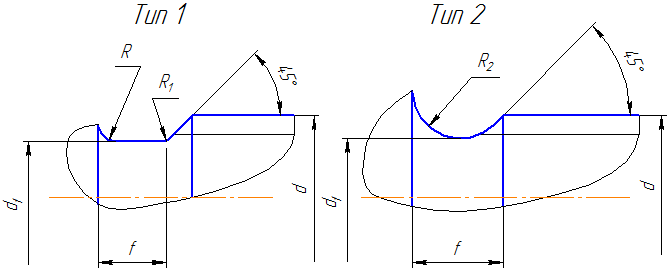
| Шаг резьбы P | Проточка | Фаска z | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Тип 1 | Тип 2 | df | при сопряжении с внутренней резьбой с проточкой типа 2 | для всех других случаев | |||||||
| нормальная | узкая | ||||||||||
| f | R | R 1 | f | R | R 1 | f | R 2 | ||||
| 0 ,2 | — | — | — | — | — | — | — | — | — | — | 0 ,2 |
| 0 ,25 | |||||||||||
| 0 ,3 | |||||||||||
| 0 ,35 | d — 0 ,6 | 0 ,3 | |||||||||
| 0 ,4 | 1 ,0 | 0 ,3 | 0 ,2 | ||||||||
| 0 ,45 | |||||||||||
| 0 ,5 | 1 ,6 | 0 ,5 | 0,3 | 1 ,0 | 0 ,3 | 0 ,2 | 0 ,5 | ||||
| 0 ,6 | |||||||||||
| 0 ,7 | 2 ,0 | 1 ,6 | 0,5 | 0,3 | |||||||
| 0 ,75 | d — 1,2 | 1 ,0 | |||||||||
| 0 ,8 | 3,0 | 1 ,0 | 0 ,5 | ||||||||
| 1 | 2 ,0 | 3 ,6 | 2 ,0 | ||||||||
| 1,25 | 4 ,0 | 2 ,5 | 1 ,0 | 0 ,5 | 4 ,4 | 2 ,5 | 1 ,6 | ||||
| 1 ,5 | 4,6 | ||||||||||
| 1,75 | 5 ,4 | 3 ,0 | 3 ,5 | ||||||||
| 2 | 5 ,0 | 1 ,6 | 3,0 | 5 ,6 | |||||||
| 2 ,5 | 6 ,0 | 1 ,0 | 4 ,0 | 7 ,3 | 4 ,0 | 2 ,5 | |||||
| 3 | 7 ,6 | ||||||||||
| 3 ,5 | 8 ,0 | 2 ,0 | 5 ,0 | 1 ,6 | 10 ,2 | 5 ,5 | |||||
| 4 | 10,3 | 3,0 | |||||||||
| 4 ,5 | 10 ,0 | 3 ,0 | 6 ,0 | 1 ,0 | 12 ,9 | 7 ,0 | |||||
| 5 | 13 ,1 | 10 ,5 | 4 ,0 | ||||||||
| 5 ,5 | 12 ,0 | 8 ,0 | 2 ,0 | 15,0 | 8 ,0 | ||||||
| 6 | 16 ,0 | 8 ,5 |
5.1.4 Изображение и обозначение резьбы на чертежах
Правила изображения и нанесения обозначения резьбы на чертежах устанавливает ГОСТ 2.311-68*.
Резьбу изображают:
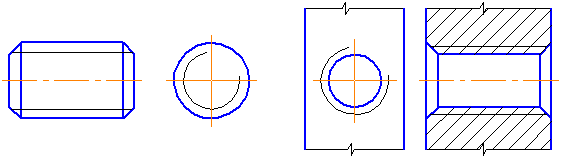
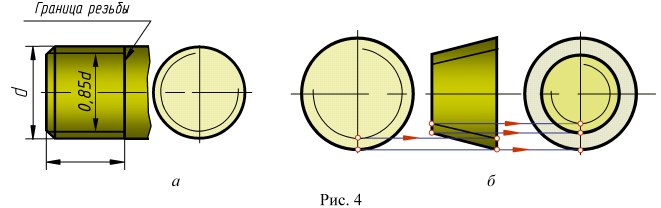
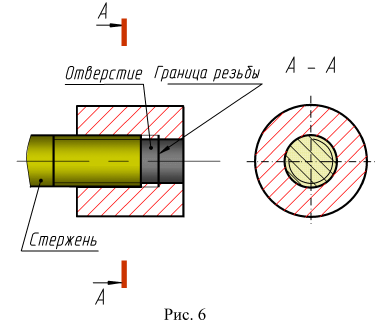
а) на стержне – сплошными основными линиями по наружному диаметру резьбы и сплошными тонкими линиями – по внутреннему диаметру на всю длину резьбы, включая фаску. На изображениях, полученных проецированием на плоскость, перпендикулярную оси стержня, по внутреннему диаметру резьбы проводят дугу сплошной тонкой линией, равную 3/4 окружности, разомкнутую в любом месте, но не по осям (Рисунок 5.6, а);
б) в отверстии – сплошными основными линиями по внутреннему диаметру резьбы и сплошными тонкими линиями – по наружному диаметру. На изображениях, полученных проецированием на плоскость, перпендикулярную к оси отверстия, по наружному диаметру резьбы проводят дугу сплошной тонкой линией, равную 3/4 окружности, разомкнутую в любом месте (Рисунок 5.6,б).
 |
|
| а | б |
Рисунок 5.6 — Изображение резьбы на чертежах: наружная — на стержне (а), внутренняя — в отверстии (б)
Сплошную тонкую линию на изображении резьбы наносят на расстоянии не менее 0,8 мм от основной линии и не более величины шага резьбы. Линию, определяющую границу резьбы, наносят на стержне и в отверстии с резьбой в конце полного профиля резьбы (до начала сбега). Границу резьбы проводят до линии наружного диаметра резьбы и изображают сплошной основной или штриховой линией, если резьба изображена как невидимая (Рисунок 5.7, 5.8), где lст — длина стержня на которой нарезается резьба, lсв — глубина сверления отверстия под резьбу.
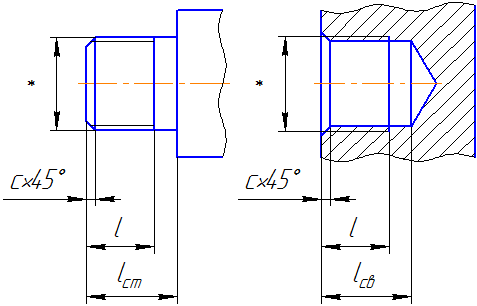
Рисунок 5.7 — Изображение видимой границы резьбы
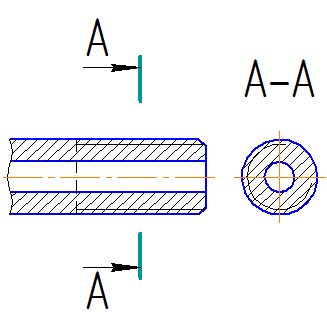
Рисунок 5.8 — Изображение невидимой границы резьбы
Штриховку в разрезах и сечениях проводят до линии наружного диаметра резьбы на стержнях и до линии внутреннего диаметра в отверстии, т.е. в обоих случаях до сплошной основной линии.
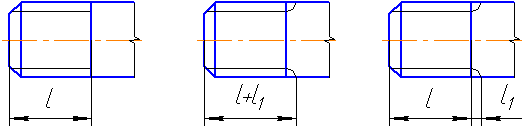
Размер длины резьбы с полным профилем (без сбега l) на стержне и в отверстии указывают, как показано на Рисунке 5.7, 5.9.
При необходимости указания величины сбега на стержне размеры наносят, как показано на Рисунке 5.9,в. Сбег резьбы изображают сплошной тонкой линией, проведенной либо по радиусу, либо отрезком примерно под углом 300 (Рисунки 5.9,б).
 |
||
| а | б | в |
Рисунок 5.9 — Изображение сбега резьбы, размер длины резьбы
Недорез резьбы, выполненной до упора, изображают как показано на Рисунке 5.7. Фаски на стержне с резьбой и в отверстии с резьбой, не имеющие специального конструктивного назначения, в проекции на плоскость, перпендикулярную к оси стержня или отверстия, не изображают (Рисунки 5.6, а, б). Сплошная тонкая линия изображения резьбы на стержне должна пересекать линию границы фаски.
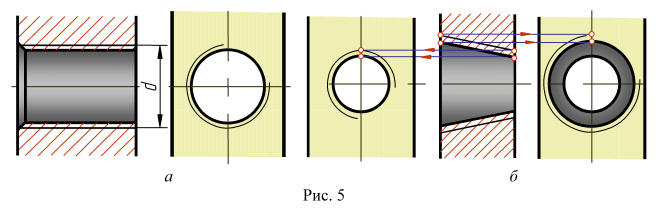
На разрезах резьбового соединения в изображении на плоскости, параллельной к его оси, в отверстии показывают только часть резьбы, которая не закрыта резьбой стержня (Рисунки 5.10).
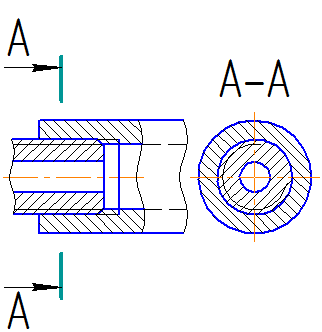
Рисунок 5.10 — Изображение резьбового соединения
Обозначения резьбы указывают по соответствующим стандартам на размеры и предельные отклонения резьбы и относят их для всех резьб, кроме конических и трубной цилиндрической, к наружному диаметру, как показано на Рисунках 5.4, 5.11.
 |
|
| а | б |
Рисунок 5.11 — Нанесение размеров на резьбу
Обозначение конических резьб и трубной цилиндрической резьбы наносят, как показано на Рисунке 5.12.
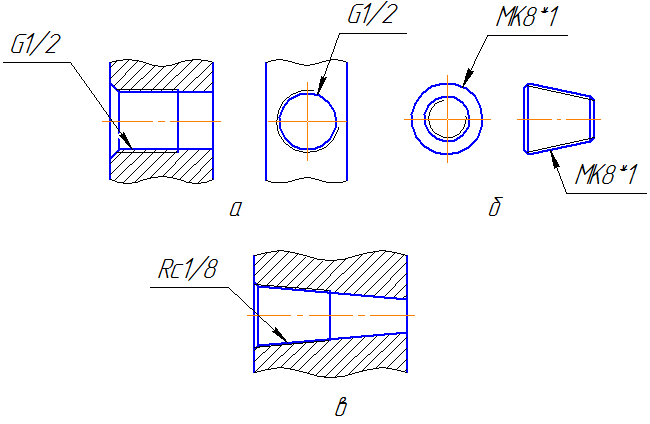
Рисунок 5.12 — Нанесение размеров на трубную и коническую резьбы
5.1.5 Крепежные резьбы
5.1.5.1 Резьба метрическая
Метрическая резьба наиболее широко используется в технике.
Профиль резьбы (Рисунок 5.2) установлен в ГОСТ 9150-81; основные размеры (номинальные значения) наружного, среднего и внутреннего диаметров резьбы – в ГОСТ 24705-2004; диаметры и шаги — ГОСТ 8724-81 (Приложение А) — см. таблицу 5.6.
В условное обозначение входит буква М. Метрическую резьбу выполняют с крупным (единственным для данного диаметра резьбы) и мелкими шагами, которых для данного диаметра может быть несколько. Поэтому в обозначении метрической резьбы крупный шаг не указывают, а мелкий указывают обязательно.
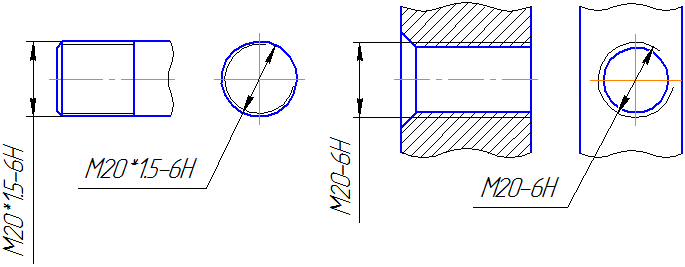
Обозначение: М20х1,5-6g – метрическая наружная резьба (на стержне) диаметром 20 мм с мелким шагом, равным 1,5 мм (рис. 5.11, а); М20 LH-6g – то же левая, с крупным шагом; М20х1,5 LH-6g – то же с мелким шагом; М20-6Н – внутренняя резьба (в отверстии) с крупным шагом (рис. 5.11, б). Указание поля допуска резьбы обязательно.
5.1.5.2 Резьба метрическая коническая
Метрическая коническая резьба (ГОСТ 25229-82) применяется для соединения трубопроводов.
Обозначение: МК8*1 — метрическая коническая диаметром 8 мм, измеряемым в основной плоскости и шагом 1 мм (рис. 5.12, б).
5.1.5.3 Резьба трубная цилиндрическая
Трубную цилиндрическую резьбу по ГОСТ 6357-81 применяют на водогазопроводных трубах, частях для их соединения (муфтах, угольниках, крестовинах и т.д.), трубопроводной арматуре (задвижках, клапанах и т.д.).
Профиль трубной цилиндрической резьбы представлен на Рисунке 5.2.
В условное обозначение входит буква G, размер резьбы в дюймам, класс точности среднего диаметра резьбы – А или В (менее точный) и длина свинчивания в мм, если она превосходит нормальную, установленную стандартом.
Пример: G 1/2 (рис. 5.12, а), G 1/4-А, G 1/2 LH-А, G 3/8-А-20.
Если для метрической резьбы указываемый в обозначении размер диаметра соответствует его действительному размеру (без учета допуска), то в трубной резьбе указываемый в обозначении ее размер в дюймах приблизительно равен условному проходу трубы (номинальному внутреннему диаметру, по которому рассчитывают ее пропускную способность), переведенному в дюймы.
Например, G1 обозначает размер трубной резьбы, нарезанной на наружной поверхности трубы, имеющей условный проход в 25 мм, т.е. примерно 1 дюйм. Фактически наружный диаметр трубы равен 33,249 мм, т.е. больше на две толщины стенки трубы — таблица 5.5.
Поэтому обозначение размера трубной резьбы наносят на полке линии-выноски (Рисунок 5.13).
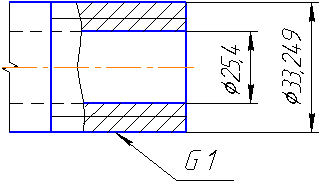
Рисунок 5.13 — Обозначение трубной резьбы
| Размер резьбы, дюйм | 1/4 | 3/8 | 1/2 | 3/4 | 1 | 1 ? |
|---|---|---|---|---|---|---|
| Условный проход, мм | 9 | 10 | 15 | 20 | 25 | 40 |
| Наружный диаметр трубы, мм | 13,5 | 17,0 | 21,3 | 26,8 | 33,5 | 48,0 |
| Наружный диаметр резьбы, мм | 13,16 | 16,67 | 20,96 | 26,44 | 33,25 | 47,80 |
5.1.5.4 Резьба трубная коническая
Трубную коническую резьбу по ГОСТ 6211-81 применяют в соединениях труб при больших давлениях и температуре, когда требуется повышенная герметичность соединения.
Профиль резьбы см. на Рисунке 5.2. Так как диаметр конической резьбы непрерывно меняется, то ее размер относят к сечению в основной плоскости (примерно посередине длины наружной резьбы). В этом сечении диаметр конической резьбы равен диаметру трубной цилиндрической резьбы (Рисунок 5.14). Положение основной плоскости указывается на рабочем чертеже (берется из стандарта).
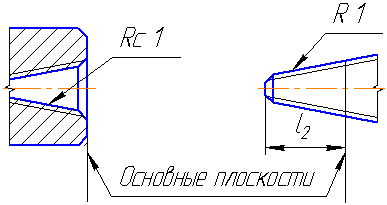
Рисунок 5.14 — Обозначение трубной конической резьбы
Наружная резьба обозначается буквой R, внутренняя – Rc.
В обозначение трубной конической резьбы входит буква R(Rc) и размер в дюймах без указания размерности.
Пример: R 1 1/2 LH — наружная левая, Rс 1/8 – внутренняя (рис. 5.12, в).
5.1.5.5 Резьба коническая дюймовая
Коническую дюймовую резьбу (ГОСТ 6111-52) применяют в соединениях топливных, масляных, водяных, воздушных трубопроводов машин и станков при невысоких давлениях.
Профиль резьбы представлен на Рисунке 5.2.
Обозначение состоит из буквы К и размера резьбы в дюймах с указанием размерности, наносится на полке линии-выноски, как и у трубных резьб.
Пример: К 3/4″ ГОСТ 6111-52.
5.1.5.6 Резьба круглая
Круглую резьбу применяют для шпинделей вентилей смесителей по ГОСТ 19681-94 (Арматура санитарно-техническая водоразборная) и водопроводных кранов по ГОСТ 20275-74.
В обозначение круглой резьбы входят буквы Кр, номинальный диаметр резьбы в мм, шаг резьбы в мм и ГОСТ 13536-68.
Пример: Кр 12х2,54 ГОСТ 13536-68, где 2,54 – шаг резьбы в мм, 12 – номинальный диаметр резьбы в мм. ГОСТ 13536-68 определяет профиль, основные размеры и допуски круглой резьбы.
5.1.6 Ходовые резьбы
5.1.6.1 Резьба трапецеидальная
Применяется на винтах, передающих возвратно-поступательное движение и осевое усилие. Резьба бывает однозаходной и многозаходной.
Профиль резьбы представлен на Рисунке 5.2.
Основные размеры, диаметры, шаги, допуски однозаходной резьбы стандартизованы соответственно ГОСТ 24737-81, 24738-81, 9562-81.
Для многозаходной резьбы эти параметры находятся в ГОСТ 24739-81*.
Условное обозначение однозаходной резьбы состоит из букв Тr, значения номинального диаметра резьбы, шага, поля допуска.
Пример: Тr 40х6-8е – трапецеидальная однозаходная наружная резьба диаметром 40 мм с шагом 6 мм, Тr 40х6-8е-85 – то же длина свинчивания 85 мм, Тr 40х6LH-7Н – то же для внутренней левой.
В условное обозначение многозаходной резьбы добавляется числовое значение хода: Тr 20х8(Р4)-8е – трапецеидальная многозаходная наружная резьба диаметром 20 мм с ходом 8 мм и шагом 4 мм.
5.1.6.2 Резьба упорная
Применяется на винтах, подверженных односторонне направленные усилиям, например в домкратах.
Профиль по ГОСТ 10177-82 резьбы на Рисунке 5.2.
В обозначение упорной резьбы входит буква S, номинальный диаметр в мм, ход в мм, шаг в мм (у многозаходных резьб).
Пример: S 80х20 – 7h; S 80х20LН – 7h; S 80х20 (Р5) – 7h, где 80 — номинальный диаметр в мм, 20 – ход в мм, 5 – шаг в мм (у четырехзаходной резьбы).
Специальную резьбу со стандартным профилем, но нестандартным шагом или диаметром, обозначают: Сп М40х1,5 — 6g.
5.1.6.3 Резьба прямоугольная
Применяется в соединениях, где не должно быть самоотвинчивания под действием приложенной нагрузки. Так как профиль этой резьбы не стандартизован, то на чертеже приводят все данные, необходимые для ее изготовления (Рисунок 5.15).
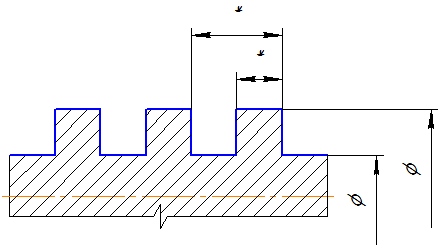
Рисунок 5.15 — Нанесение размеров на прямоугольную резьбу
 |
|||||
| Диаметр резьбы | Шаг резьбы, s | Высота профиля, h | |||
|---|---|---|---|---|---|
| Наружный, d | Средний, d2 | Внутренний, d1 | Крупный | Мелкий | |
| 1,0 | 0,838 0,870 |
0,730 0,783 |
0,25 — |
— 0,20 |
0,135 0,108 |
| 1,1 | 0,938 0,970 |
0,830 0,883 |
0,25 — |
— 0,20 |
0,135 0,108 |
| 1,2 | 1,038 1,070 |
0,930 0,983 |
0,25 — |
— 0,20 |
0,135 0,108 |
| 1,4 | 1,205 1.270 |
1,075 1,183 |
0,30 — |
— 0,20 |
0,162 0,108 |
| 1,6 | 1,373 1,470 |
1,221 1,383 |
0,35 — |
— 0,20 |
0,189 0.108 |
| 1,8 | 1,573 1,670 |
1,421 1,583 |
0,35 — |
— 0,20 |
0,189 0,108 |
| 2,0 | 1,740 1,838 |
1,567 1,730 |
0,40 — |
— 0,25 |
0,216 0,135 |
| 2,2 | 1,908 2,038 |
1,713 1,930 |
0,45 — |
— 0,25 |
0,243 0,135 |
| 2,5 | 2,205 2,273 |
2,013 2.121 |
0,45 — |
— 0,35 |
0.243 0,189 |
| 3,0 | 2,675 2,773 |
2,459 2,621 |
0,50 — |
— 0,35 |
0,270 0,189 |
| 3,5 | З,110 3,273 |
2,850 3,121 |
(0,60) — |
— 0,35 |
0,325 0,189 |
| 4,0 | 3,546 3,675 |
3,242 3,459 |
0,70 — |
— 0,50 |
0,379 0,270 |
| 4,5 | 4,013 4,175 |
3,688 3,959 |
(0,75) — |
— 0,50 |
0,406 0,270 |
| 5,0 | 4,480 4,675 |
4,134 4,459 |
0,80 — |
— 0,50 |
0,433 0,270 |
| (5,5) | 5,175 | 4,959 | — | 0,50 | 0,270 |
| 6 | 5,350 5,675 5,513 |
4,918 5,459 5,188 |
1,0 — — |
— 0,50 0,75 |
0,541 0,270 0,406 |
| 7 | 6,350 6,675 6,513 |
5,918 6,459 6,188 |
1,0 — — |
— 0,50 0,75 |
0,541 0,270 0,406 |
| 8 | 7,188 7,675 7,513 7,350 |
6,647 7,459 7,188 6,918 |
1,25 — — — |
— 0,50 0,75 1,0 |
0,676 0,270 0,406 0,541 |
| 9 | 8,188 8,675 8,513 8,350 |
7,647 8,459 8,188 7,918 |
(1,25) — — — |
— 0,50 0,75 1,0 |
0,676 0,270 0,406 0,541 |
| 10 | 9,026 9,675 9,513 9,350 9,188 |
8,376 9,459 9,188 8,918 8,647 |
1,5 — — — — |
— 0,50 0,75 1,0 1,25 |
0,812 0,270 0,406 0,541 0,676 |
| 11 | 10,026 10.675 10,513 10,350 |
9,37 10,459 10,188 9,918 |
(1,5) — — — |
— 0,50 0,75 1,0 |
0,812 0,270 0,406 0,541 |
| 12 | 10 863 11,675 11,513 11,350 11,188 11,026 |
10,106 11,459 11,188 10,918 10,647 10,376 |
1,75 — — — — — |
— 0.50 0,75 1,0 1,25 1,5 |
0,947 0,270 0,406 0,541 0,676 0,812 |
| 14 | 12,701 13,675 13,513 13,350 13,188 13,026 |
11,835 13,459 13,188 12,918 12,647 12,376 |
20 — — — — — |
— 0,50 0,75 1,0 1,25 1,5 |
1,082 0,270 0,406 0,541 0,676 0,812 |
| 15 | 14,350 14,026 |
13,918 13,376 |
— — |
(1,0) 1,5 |
0,541 0,812 |
| 16 | 14,701 10,675 15,513 15,350 15,026 |
13,835 15,459 15,188 14,918 14,376 |
2,0 — — — — |
— 0,50 0,75 1,0 1,5 |
1,082 0,270 0,406 0,541 0,812 |
| 17 | 16,350 16,026 |
15,918 15,376 |
— — |
(1,0) 1,5 |
0,541 0,812 |
| 18 | 16,376 17,675 17 513 17,350 17,026 16,701 |
15,294 17,459 17,188 16,918 16,376 15,835 |
2,5 — — — — — |
— 0,50 0,75 1,0 1,5 2,0 |
1,353 0,270 0,406 0,541 0,812 1,082 |
| 20 | 18,376 19,675 19,513 19,350 19,026 18,701 |
17,294 19,459 19,188 18,918 18,376 17,835 |
2,5 — — — — — |
— 0,50 0,75 1,0 1,5 2,0 |
1,353 0,270 0,406 0,541 0,812 1,082 |
| 22 | 20,376 21,675 21,513 21,350 21,026 20,701 |
19,294 21,459 21,188 20,918 20,376 19,835 |
2,5 — — — — — |
— 0,50 0,75 1,0 1,5 2,0 |
1,353 0,270 0,406 0,541 0,812 1,082 |
| 24 | 22,051 23,513 23,350 23,026 22,701 |
20,752 23,188 22,918 22,376 21,835 |
3,0 — — — — |
— 0,75 1,0 1,5 2,0 |
1,624 0,406 0,541 0,812 1,082 |
| 25 | 24,350 24,026 23,701 |
23,918 23,376 22,835 |
— — — |
1,0 1,5 2,0 |
0,541 0,812 1,082 |
| (26) | 25,026 | 24,376 | — | 1,5 | 0,812 |
| 27 | 25,051 26,513 26,350 26,026 25,701 |
23,752 26,188 25,918 25,376 24,835 |
3,0 — — — — |
— 0,75 1,0 1,5 2,0 |
1,624 0,406 0,541 0,812 1,082 |
| (28) | 27,50 27,026 26,701 |
26,918 26,376 25,835 |
— — — |
1,0 1,5 2,0 |
0,541 0,812 1,082 |
| 30 | 27,727 29,513 29,350 29,026 28,701 28,051 |
26,211 29,188 28,918 28,376 27,835 26,752 |
3,5 — — — — — |
— 0,75 1,0 1,5 2 ,0 (3,0) |
1,894 0,406 0,541 0,812 1,082 1,624 |
| (32) | 31,026 30,701 |
30,376 29,835 |
— — |
1,5 2,0 |
0,812 1,082 |
По вопросам репетиторства по инженерной графике (черчению), вы можете связаться любым удобным для вас способом в разделе Контакты. Возможно очное и дистанционное обучение по Skype: 1250 р./ак.ч.
Ваша заявка отправленна
В скором времени мы с вами свяжемся
Содержание:
Резьба — это поверхность, образованная при винтовом движении плоского контура по цилиндрической или конической поверхности. Если винтовое движение совершает точка, то производимую ею пространственную кривую называют винтовой линией (рис. 1).
Изображение резьбы на чертежах
Согласно ГОСТ 2.311-68, резьбы всех типов изображают условно.
На стержне
Резьбу на стержне изображают сплошными основными линиями (s) по наружному диаметру и сплошными тонкими линиями 
В отверстии
Резьбу в отверстии при выполнении разреза изображают сплошными основными линиями по внутреннему диаметру резьбы и сплошными тонкими — по наружному (рис. 5). На изображениях, полученных проецированием на плоскость, перпендикулярную оси отверстия, по наружному диаметру резьбы проводят дугу, приблизительно равную 3/4 окружности, разомкнутой в любом месте.
Границу резьбы в отверстии показывают сплошной основной линией, проводя ее до линий наружного диаметра резьбы.
Линии штриховки в разрезах и сечениях проводят до линий наружного диаметра резьбы на стержне и до линий внутреннего диаметра в отверстии, т. е. в обоих случаях до сплошных основных линий.
В соединении
На разрезах резьбового соединения при изображении на плоскости, параллельной его оси, в отверстии показывают только ту часть резьбы, которая не закрыта резьбой стержня (рис. 6).
Основные параметры резьбы
- наружный (номинальный) диаметр резьбы d,D — диаметр воображаемого цилиндра или конуса, описанного вокруг вершин наружной резьбы или впадин внутренней резьбы;
- внутренний диаметр резьбы
 — диаметр воображаемого цилиндра или конуса, описанного вокруг впадин наружной резьбы или вершин внутренней резьбы;
— диаметр воображаемого цилиндра или конуса, описанного вокруг впадин наружной резьбы или вершин внутренней резьбы; - профиль резьбы — контур сечения резьбы плоскостью, проходящей через ее ось: треугольный, трапецеидальный, прямоугольный, круглый (например, на рис. 2, профиль треугольный);
 — диаметр воображаемого цилиндра или конуса, описанного вокруг впадин наружной резьбы или вершин внутренней резьбы;
— диаметр воображаемого цилиндра или конуса, описанного вокруг впадин наружной резьбы или вершин внутренней резьбы;угол  (угол профиля резьбы) — угол между смежными боковыми сторонами профиля;
(угол профиля резьбы) — угол между смежными боковыми сторонами профиля;
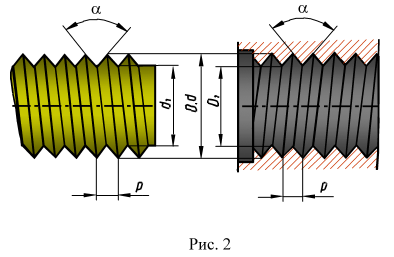
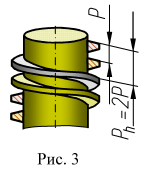
- направление резьбы: правое (вращение по часовой стрелке), левое (против часовой стрелки); указывается в условном обозначении резьбы буквами LH;
- поверхность, на которой нарезана резьба — цилиндрическая или коническая.
Классификация резьб
- по форме поверхности, на которой нарезана резьба (цилиндрические, конические);
- по форме профиля (треугольная, прямоугольная, трапецеидальная, круглая и др.);
- по направлению винтовой поверхности (правые и левые);
- по числу заходов — числу винтовых линий (однозаходные, многозаходные);
- по расположению резьбы на поверхности стержня или в отверстии (внешние и внутренние);
- по назначению (крепежные, крепежно-уплотнительные, ходовые, специальные и др.).
Крепежная резьба предназначена для неподвижного соединения деталей. В качестве крепежных используют метрические и дюймовые резьбы.
Крепежно-уплотнительные резьбы предназначены в основном для плотного, герметичного соединения деталей. К ним относят трубную и конические резьбы.
Ходовые резьбы применяют для передачи осевых усилий и движения в ходовых винтах токарных станков, грузоподъемных устройств и т. п. В качестве ходовых применяют трапецеидальные, упорные, прямоугольные резьбы. Они могут быть однозаходными и многозаходными.
Крепежные резьбы
Наибольшее распространение получили крепежные изделия. Их предназначение заключается в свинчивании и закреплении отдельных деталей.
Цилиндрические резьбы
Цилиндрическая трубная резьба – это разъёмное соединение, состоящее из спиралевидных канавок нарезанных внутри и снаружи деталей. Данный тип резьбы применяется для монтажа труб, фитингов, запорной и регулирующей арматуры, а также других элементов конструкции трубопроводов. Резьба имеет треугольное сечение с углом при вершине 55°.
Резьба метрическая
Метрическая резьба стандартизована, имеет треугольный профиль с углом 60° при вершине.
Начиная с 6 мм, для каждого диаметра метрической резьбы предусмотрен один крупный шаг и несколько мелких.
В условное обозначение метрической резьбы с крупным шагом входит буква М и номинальный (наружный) диаметр резьбы в миллиметрах. Например, М 56 (рис. 7) означает, что резьба метрическая с крупным шагом, номинальным диаметром 56 мм (величина шага не указывается).
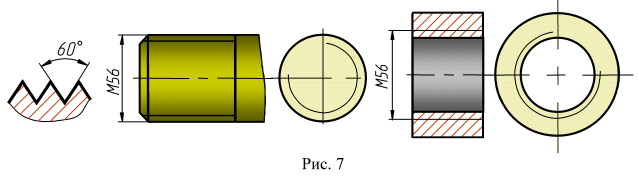
В условном обозначении метрической резьбы с мелким шагом дополнительно указывают шаг резьбы в миллиметрах (так как для одного номинального диаметра резьбы предусмотрено несколько мелких шагов), например: 
Правое направление резьбы не указывается. Левое направление в условном обозначении указывают буквы LH, например: 
Метрическая резьба может быть выполнена многозаходной.
В условное обозначение многозаходной резьбы входят: буква М, номинальный диаметр резьбы, числовое значение хода и в скобках буква Р с числовым значением шага.
Пример условного обозначения многозаходной метрической резьбы:
 — метрическая резьба с номинальным диаметром 24 мм, шагом 2 мм, ходом 6 мм, трехзаходная.
— метрическая резьба с номинальным диаметром 24 мм, шагом 2 мм, ходом 6 мм, трехзаходная.
Левая резьба с теми же параметрами — 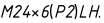
Резьба дюймовая
Дюймовая резьба для крепежных деталей стандартизована, но применяется, как правило, при изготовлении запасных деталей взамен изношенных (если они имели такую резьбу).
Профиль резьбы — равнобедренный треугольник с углом 
Диаметр резьбы измеряется в дюймах. Один дюйм (1″) равен 25,4 мм.
При обозначении резьбы указывается ее наружный диаметр в дюймах. Например, дюймовая резьба диаметром  обозначается 3/4″ (рис. 8).
обозначается 3/4″ (рис. 8).
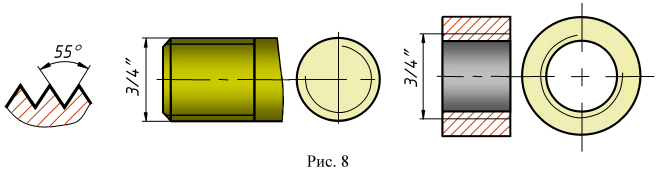
Резьба трубная
Трубная цилиндрическая резьба имеет треугольный профиль с углом  со скругленными вершинами и впадинами. Резьбу применяют в соединениях труб. Диаметр трубной резьбы измеряют в дюймах. Номинальный диаметр резьбы в дюймах — величина условная, так как ее значение не соответствует внешнему диаметру резьбы, как это принято для всех остальных резьб, а равно величине условного прохода
со скругленными вершинами и впадинами. Резьбу применяют в соединениях труб. Диаметр трубной резьбы измеряют в дюймах. Номинальный диаметр резьбы в дюймах — величина условная, так как ее значение не соответствует внешнему диаметру резьбы, как это принято для всех остальных резьб, а равно величине условного прохода  (внутреннему диаметру трубы).
(внутреннему диаметру трубы).
В условное обозначение трубной цилиндрической резьбы входит буква G, указывающая тип резьбы, и обозначение размера резьбы (т. е. размера внутреннего диаметра трубы, на которой резьба нарезана). Например, обозначение G1 (рис. 9, а) означает, что резьба трубная цилиндрическая нарезана на трубе с внутренним диаметром 25,4 мм (т. е. один дюйм). Обозначение внутренней трубной резьбы (рис. 9, б) расшифровывается как условное обозначение трубной цилиндрической резьбы в отверстии, в которое ввертывается труба с внутренним диаметром 25,4 мм (т. е. один дюйм). Условное обозначение для левой резьбы дополняется буквами LH. Например:  — трубная цилиндрическая резьба размера
— трубная цилиндрическая резьба размера  левая.
левая.
Обозначение трубной цилиндрической резьбы (рис. 9, а, б) и конических резьб (например, метрической, рис. 9, в) указывают на полках линий-выносок.
Конические резьбы
Резьба метрическая коническая с углом  конусностью 1:16 (угол наклона образующих к геометрической оси конуса 1°47’24») и номинальным диаметром от 6 до 60 мм, ГОСТ 25229-82, применяется в конических резьбовых соединениях. Ее можно применять и в соединениях с внутренней цилиндрической резьбой и наружной конической резьбой. В условном обозначении резьбы указывают буквы МК, диаметр резьбы и ее шаг.
конусностью 1:16 (угол наклона образующих к геометрической оси конуса 1°47’24») и номинальным диаметром от 6 до 60 мм, ГОСТ 25229-82, применяется в конических резьбовых соединениях. Ее можно применять и в соединениях с внутренней цилиндрической резьбой и наружной конической резьбой. В условном обозначении резьбы указывают буквы МК, диаметр резьбы и ее шаг.
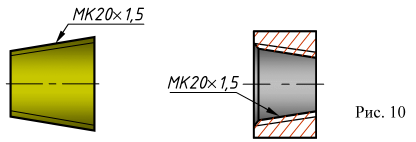
Условное обозначение  Для левой резьбы
Для левой резьбы 
При соединении внутренней цилиндрической резьбы с наружной конической обозначение дается в виде дроби: 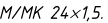
Коническая дюймовая резьба имеет треугольный профиль с углом  Ее нарезают на конических поверхностях деталей с конусностью 1:16. В обозначении конической дюймовой резьбы указывают букву К, условный диаметр в дюймах и номер стандарта (рис. 11).
Ее нарезают на конических поверхностях деталей с конусностью 1:16. В обозначении конической дюймовой резьбы указывают букву К, условный диаметр в дюймах и номер стандарта (рис. 11).
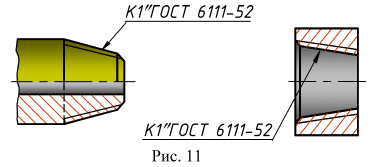
Трубная коническая резьба по ГОСТ 6211-81 имеет треугольный профиль с углом  и закругленной вершиной. Ее нарезают на конических поверхностях деталей с той же конусностью 1:16. Размеры резьбы в основной плоскости соответствуют размерам трубной цилиндрической резьбы.
и закругленной вершиной. Ее нарезают на конических поверхностях деталей с той же конусностью 1:16. Размеры резьбы в основной плоскости соответствуют размерам трубной цилиндрической резьбы.
В условном обозначении трубной конической резьбы указывают тип резьбы (буквой R — для наружной резьбы, буквой Rc — для внутренней резьбы) и обозначение размера резьбы (условный диаметр в дюймах). Например,  -трубная коническая наружная резьба с условным диаметром
-трубная коническая наружная резьба с условным диаметром  (рис. 12).
(рис. 12).
Ходовые резьбы
Трапецеидальная одноходовая резьба по ГОСТ 9484-81 имеет профиль в виде равнобочной трапеции с углом 30° между боковыми сторонами (рис. 13, а). Для каждого диаметра предусмотрено, как правило, три шага. В условном обозначении одноходовой трапецеидальной резьбы указывают буквы  наружный диаметр и шаг, например:
наружный диаметр и шаг, например:  (рис 13, б).
(рис 13, б).
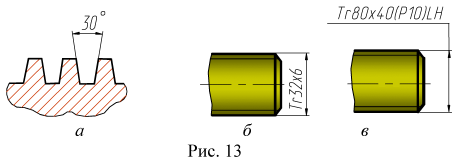
Многозаходная трапецеидальная резьба обозначается буквами  номинальным наружным диаметром резьбы, числовым значением хода и в скобках буквой Р и числовым значением шага. Между номинальным диаметром и значением хода резьбы ставят знак
номинальным наружным диаметром резьбы, числовым значением хода и в скобках буквой Р и числовым значением шага. Между номинальным диаметром и значением хода резьбы ставят знак  например:
например:  Обозначение левой резьбы дополняют буквами LH, например:
Обозначение левой резьбы дополняют буквами LH, например:  (рис. 13, в).
(рис. 13, в).
Упорная резьба по ГОСТ 10177-82 имеет профиль в виде неравнобочной трапеции с углом 3° рабочей стороны и 30° нерабочей (рис. 14, а). Как и трапецеидальная, упорная резьба при одном диаметре может иметь различные шаги. В условное обозначение упорной резьбы входят буква S (указывающая тип резьбы), номинальный наружный диаметр и шаг, например:  Для левой резьбы указывают буквы LH, например:
Для левой резьбы указывают буквы LH, например:  (рис. 14,6).
(рис. 14,6).
Условное обозначение многозаходной резьбы содержит букву S, номинальный наружный диаметр, значение хода, в скобках букву Р и значение шага, например:  (рис. 14, в).
(рис. 14, в).
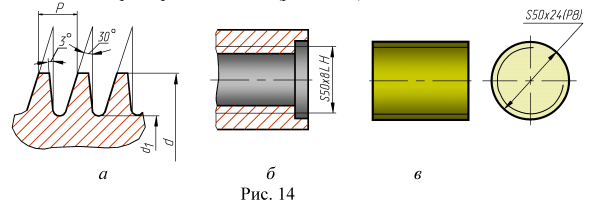
Резьба прямоугольная (квадратная) не стандартизована. Так как резьба не стандартизирована, то на чертеже приводят все данные, необходимые для ее изготовления (рис. 15). Прямоугольная резьба имеет высокий КПД, но обладает меньшей прочностью по сравнению с трапецеидальной и упорной резьбой.
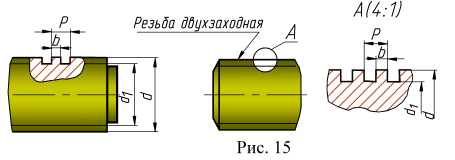
Специальные резьбы
Специальные резьбы бывают:
- со стандартным профилем и нестандартными размерами шага или диаметра. В обозначение таких резьб включают буквы Сn (резьба специальная), затем указывают обозначение резьбы, размеры наружного диаметра и шага. Например, означает, что резьба специальная метрическая с наружным диаметром 20 мм и мелким нестандартным шагом 0,8 мм.
- резьбы, имеющие узковедомственное назначение. Например:
 означает, что резьба специальная метрическая с наружным диаметром 20 мм и мелким нестандартным шагом 0,8 мм.
означает, что резьба специальная метрическая с наружным диаметром 20 мм и мелким нестандартным шагом 0,8 мм.- — резьба окулярная для оптических приборов
- — резьба Эдиссона круглая для цоколей и патронов электрических ламп.

Пример обозначения: 
- — резьба круглая для санитарно-технической арматуры (для шпинделей вентилей смесителей, туалетных и водопроводных кранов) только с резьбой диаметра 12 мм.
Пример обозначения:  где диаметр резьбы — 12 мм и шаг — 2,54 мм.
где диаметр резьбы — 12 мм и шаг — 2,54 мм.
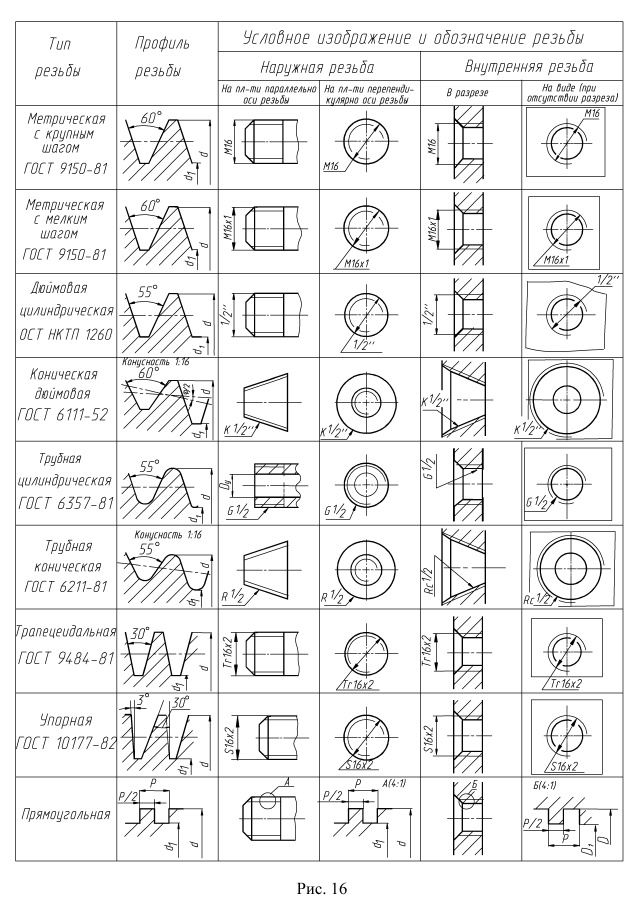
Классификация резьб, обозначение резьбы на чертеже
В машиностроении применяются стандартные цилиндрические и конические резьбы разных типов, отличающихся друг от друга назначением и параметрами. Основным элементом резьбы является её профиль (рисунок 14.1).
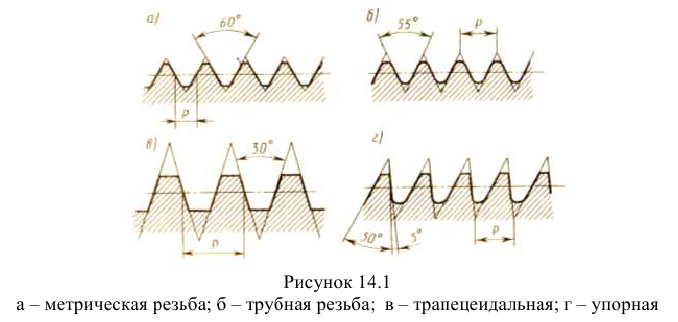
Обозначение резьбы включает в себя буквенное обозначение типа резьбы и параметры резьбы. При обозначении резьбы указывается её наружный диаметр (больший по размеру).
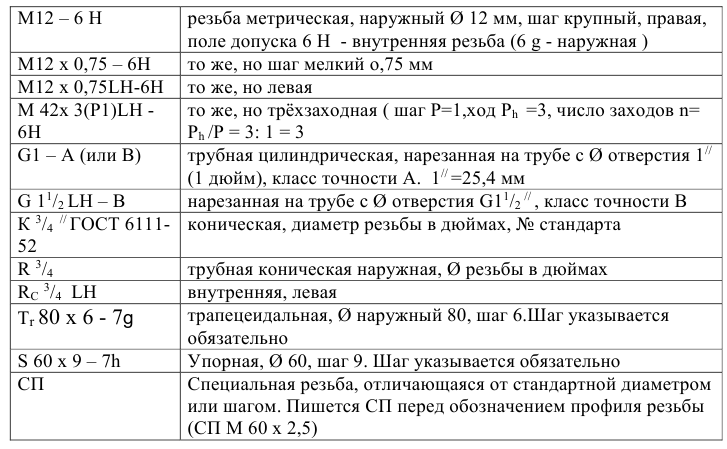
Для всех резьб, кроме конической и трубной цилиндрической, обозначения наносят к наружному (большему) диаметру и проставляют над размерной линией, на ее продолжении или на полке (рисунок 2).
- Заказать чертежи
Винтовая линия. Основные параметры резьбы. Изображение резьбы
В технике широко применяются изделия с винтовыми поверхностями. Это крепежные изделия, применяемые для соединения деталей машин и механизмов (болты, гайки, винты, шпильки, детали с резьбой для соединения двух деталей), детали с винтовыми поверхностями, применяемые для преобразования вращательного движения в поступательное (червяк в паре с червячным колесом).
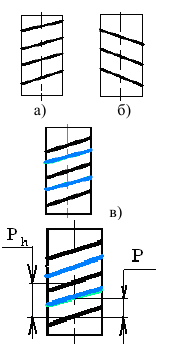
В зависимости от числа винтовых линий резьбы делятся на одно — и многозаходные.
На рисунке в) представлена двухзаходная резьба (n = 2)
Шаг резьбы  — это расстояние между двумя соседними винтовыми выступами.
— это расстояние между двумя соседними винтовыми выступами.
Ход резьбы  — расстояние между двумя соседними винтовыми выступами одной и той же винтовой линии.
— расстояние между двумя соседними винтовыми выступами одной и той же винтовой линии.
 , где
, где  — число заходов
— число заходов
Вычерчивание проекции винтовой поверхности является весьма трудоемким процессом. Поэтому на чертежах резьба изображается условно — сплошной тонкой линией (впадины резьбы), причём на видах, где стержень или отверстие проецируются в виде окружности, резьбу изображают дугой окружности, приблизительно равной  окружности, разомкнутой в любом месте, но не на центровых линиях.
окружности, разомкнутой в любом месте, но не на центровых линиях.
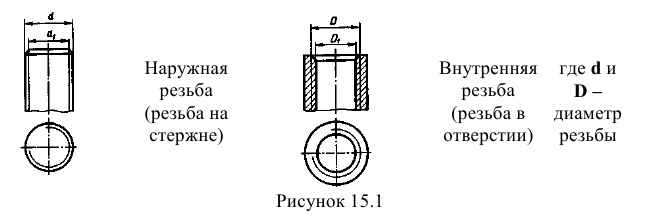
Расстояние между сплошными основной и тонкой линиями — не менее 0,8 мм и не более шага резьбы.
Границу резьбы проводят до линии наружного диаметра резьбы сплошной основной толстой линией.
Невидимую резьбу показывают штриховыми линиями одной толщины по наружному и по внутреннему диаметру
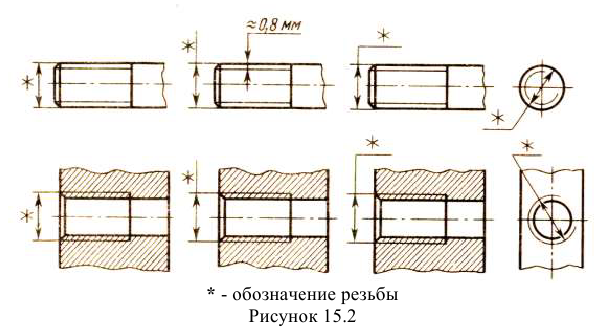
Обозначение конических резьб и трубной цилиндрической относят к контуру резьбы (основная сплошная линия) и наносят только на полке линии-выноски (рисунок 15.3).
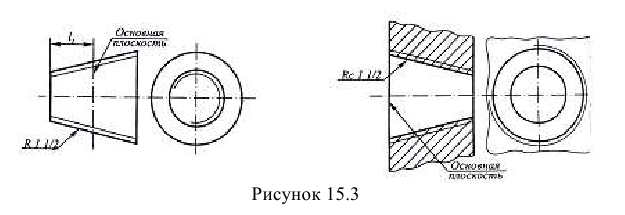
Прямоугольная резьба с нестандартным профилем изображается, как показано на рисунке 15.4, с нанесением всех размеров. Дополнительные сведения — число заходов, направление резьбы и т. д. — наносят на полке линии-выноски с добавлением слова «Резьба».
Элементы и параметры прямоугольной резьбы можно показывать и на выносном элементе (рисунок 15.5).
Следует твердо запомнить правило: в резьбовых соединениях, изображенных в разрезе, резьба стержня закрывает резьбу отверстия (рисунок 15.6 а,б). Обратить внимание на то, что на разрезах штриховка доводится до сплошных основных линий.
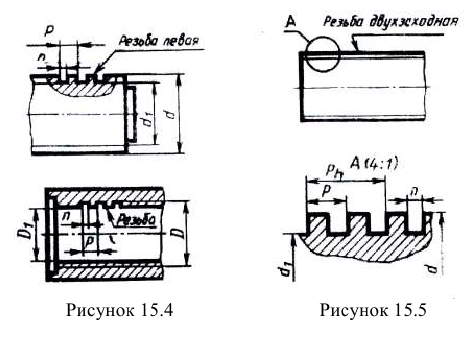
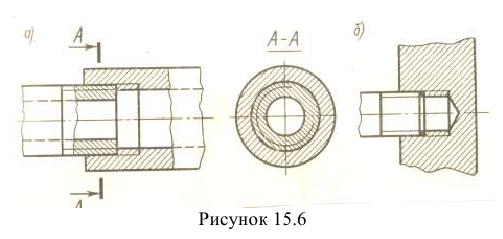
Сбег резьбы — это длина участка неполного профиля в зоне перехода от резьбы к гладкой части детали. Обычно его не изображают (рисунок 15.7)
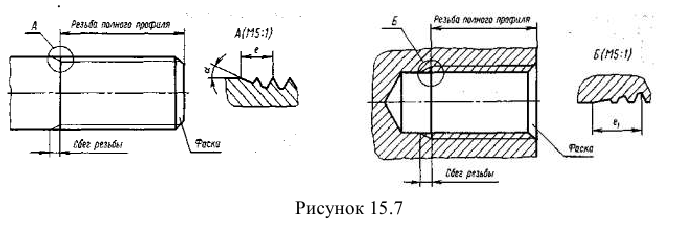
Фаска — Скошенная часть поверхности детали у торца или в местах перехода, облегчающая её сборку с другими деталями (скошенная кромка стержня или отверстия).
На стержне меньший диаметр фаски меньше внутреннего диаметра резьбы. В отверстии больший диаметр фаски больше наружного диаметра резьбы.
Линия резьбы должна пересекать линию фаски.
Фаски на стержне и в отверстии с резьбой на плоскости, перпендикулярной к оси стержня или отверстия, не изображают (рисунок 15.8 а и б).
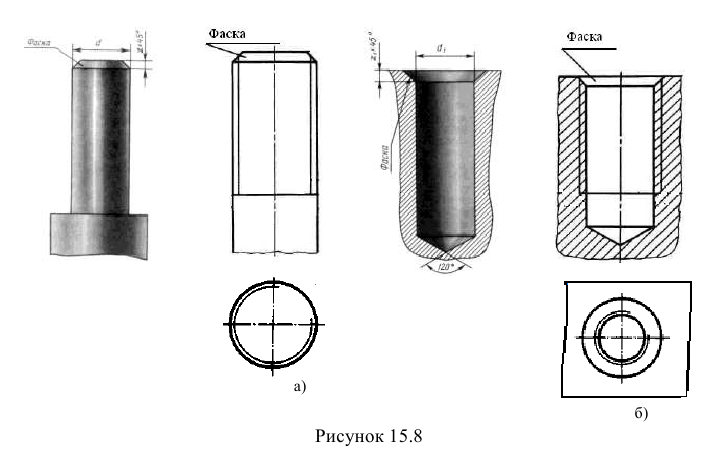
Если фаска не под углом 45° , то обозначение фаски указывается величиной угла как приведено на рисунке 15.9
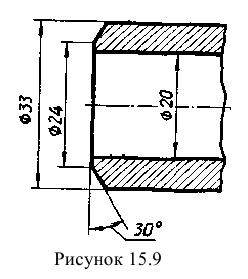
Наружные и внутренние проточки выполняются для выхода резьбонарезающего инструмента, чтобы резьба получалась полного профиля — без сбегов.
Размеры проточек наносят на выносных элементах в соответствии с ГОСТ 10549-80 в зависимости от шага резьбы
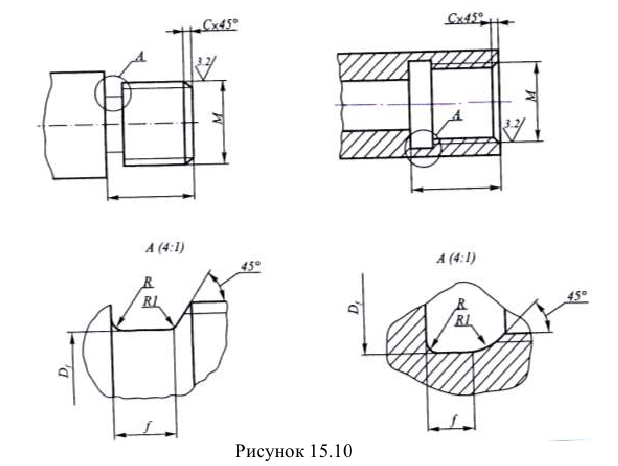
Стандартные резьбовые крепежные детали и их условные обозначения
Для соединения деталей применяются стандартные крепежные резьбовые детали: болты, винты, шпильки, гайки.
Резьбовые крепежные детали изготовляются по соответствующим стандартам и имеют, как правило, метрическую резьбу с крупным шагом, реже с мелким.
Каждая крепежная деталь имеет условное обозначение, в котором отражаются: класс точности, форма, основные размеры, материалы и покрытие.
Болты
Болт состоит из двух частей: головки и стержня с резьбой.
Условное обозначение болта: Болт  ГОСТ 7798-70-2 — исполнение; М 16 — тип и размер резьбы; 1,5 — величина мелкого шага резьбы; 6g — поле допуска; 75 — длина болта
ГОСТ 7798-70-2 — исполнение; М 16 — тип и размер резьбы; 1,5 — величина мелкого шага резьбы; 6g — поле допуска; 75 — длина болта  ; 68 — условная запись класса прочности, указывающего, что болт выполнен из стали с определенными механическими свойствами; 09 — цинковое покрытие; ГОСТ 7798-70 — стандарт, указывающий, что болт имеет шестигранную головку и выполнен с нормальной точностью.
; 68 — условная запись класса прочности, указывающего, что болт выполнен из стали с определенными механическими свойствами; 09 — цинковое покрытие; ГОСТ 7798-70 — стандарт, указывающий, что болт имеет шестигранную головку и выполнен с нормальной точностью.
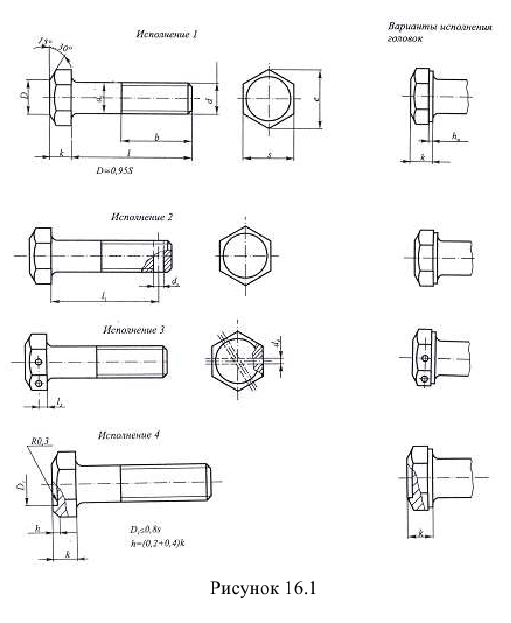
Гайки
Гайки навинчиваются на резьбовый конец болта, при этом соединяемые детали зажимаются между гайкой и головкой болта.
Условное обозначение гайки: Гайка М 24 -6Н. 6 ГОСТ 5915-70 -шестигранная гайка в исполнении 1 по ГОСТ 5915-70 с полем допуска 6Н, класса прочности 6, без покрытия. Чаще всего используют шестигранные гайки, конструкция и размеры которых определяются ГОСТом. Они разделяются на обычные (рисунок 16.2), прорезные (рисунок 16.3) и корончатые (рисунок 16.4).
Обычные гайки выпускаются в трех исполнениях и трех классов точности (А, В, С), нормальной высоты, низкие, высокие, очень высокие (рисунок 16.5), с нормальным или уменьшенным размером «под ключ».
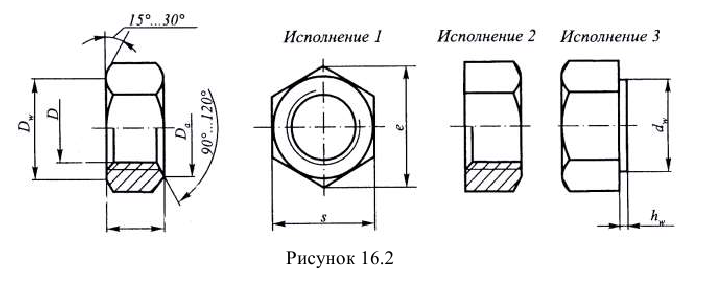
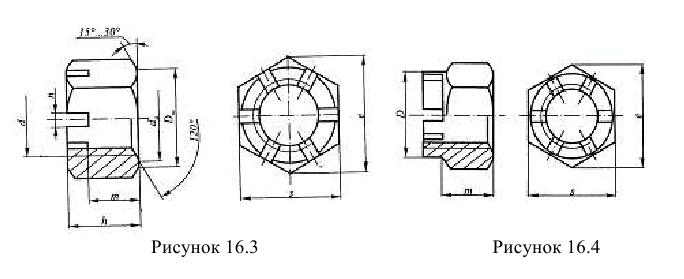
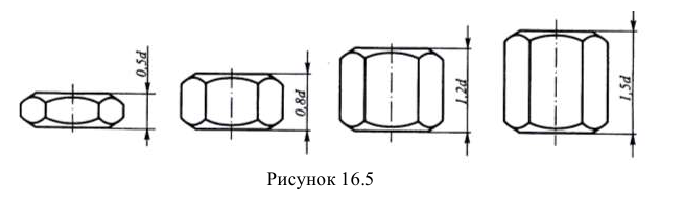
Винты
Винтом называется резьбовый стержень, на одном конце которого имеется головка (рисунок 16.6). Головки бывают разных форм: цилиндрические, полукруглые, с потайной головкой и др.
Винты бывают двух видов — крепежные и установочные. Установочные винты применяются для регулировки зазоров и фиксации деталей при сборке.
Условное обозначение винта: Винт А М 8 — 6 g х 50. 48 ГОСТ Р 50404-92 -А — класс точности, М8 — диаметр резьбы, 6 g — поле допуска, 50 — длина, 48 -класс прочности.
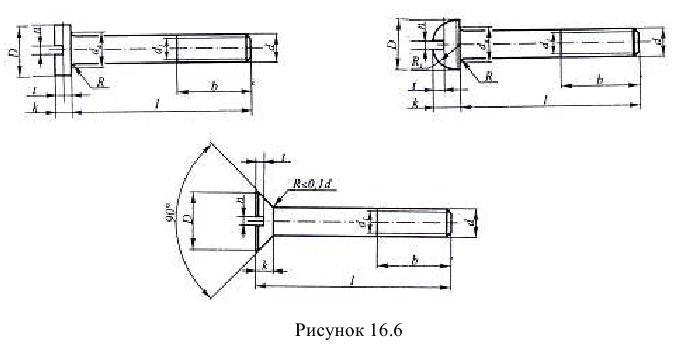
Шпильки
Шпилька применяется в тех случаях, когда у деталей нет места для размещения головки болта, или если одна из деталей имеет значительно большую толщину, тогда применять слишком длинный болт неэкономично (рисунок 16.7).
Шпилька представляет собой цилиндрический стержень, имеющий с обоих концов резьбу. Одним нарезанным концом шпилька ввинчивается в резьбовое отверстие, выполненное в одной из деталей. На второй конец с резьбой навинчивается гайка, соединяя детали.
Условное обозначение шпильки исполнения 1:  ГОСТ 22032-76 — М 24 — номинальный диаметр метрической резьбы с крупным шагом; 6g — поле допуска; 80 — длина шпильки
ГОСТ 22032-76 — М 24 — номинальный диаметр метрической резьбы с крупным шагом; 6g — поле допуска; 80 — длина шпильки  ; 36 — класс прочности.
; 36 — класс прочности.
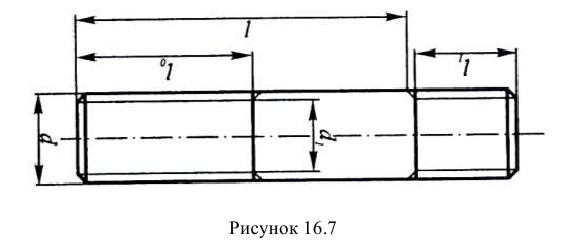
 -длина шпильки,
-длина шпильки,  -длина гаечного конца,
-длина гаечного конца,  -длина завинчиваемого (посадочного) конца, с учетом сбега резьбы. Глубина завинчивания выбирается:
-длина завинчиваемого (посадочного) конца, с учетом сбега резьбы. Глубина завинчивания выбирается:  — в деталях из стали, бронзы, латуни, титана;
— в деталях из стали, бронзы, латуни, титана;  и
и  — в деталях из ковкого и серого чугуна;
— в деталях из ковкого и серого чугуна;  и
и  — в деталях из легких сплавов.
— в деталях из легких сплавов.
Шайбой называют деталь, устанавливаемую под гайку или головку винта (болта). Она предназначена для передачи и распределения усилий на соединяемые детали и для предохранения от самоотвинчивания гайки.
Шайбы изготавливают круглые (рисунок 16.8), квадратные (рисунок 16.9), пружинные (рисунок 16.10), зубчатые (рисунок 16.11) и т.п.
Пример обозначения:
Шайба 10Т65Г ГОСТ 6402-70, где Т- шайба тяжелого типа, 65Г — марка стали, ГОСТ 6402-70 — шайба пружинная.
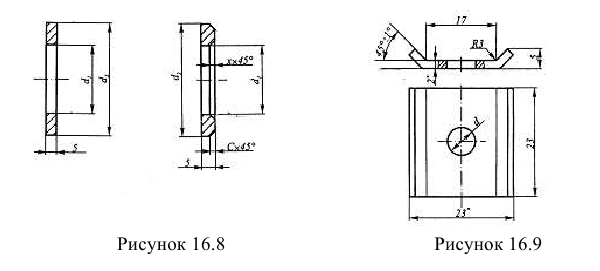
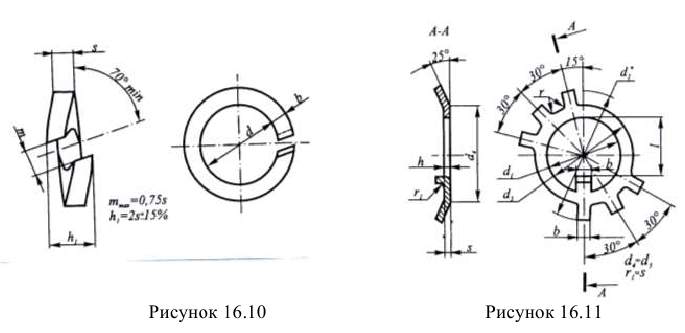
Шплинты
Шплинтом называют пруток или кусок проволоки, которые пропускают сквозь радиальное отверстие деталей для их взаимного фиксирования (рисунок 16.12).
Пример обозначения: Шплинт 5×45.3.036 ГОСТ 397-79, где 5-условный диаметр шплинта, 45-длина, 3- условное обозначение материала, 036 — покрытие
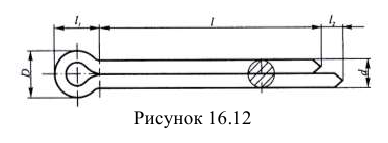
- Соединения разъемные и неразъемные в инженерной графике
- Виды конструкторских документов
- Обозначение уклона и конусности на чертежах
- Сопряжение линий и лекальные кривые
- Сечения в инженерной графике
- Выносные элементы в инженерной графике
- Сопряжения в инженерной графике
- Нанесение размеров на чертежах