СВАРНОЙ ШОВ
- СВАРНОЙ ШОВ
-
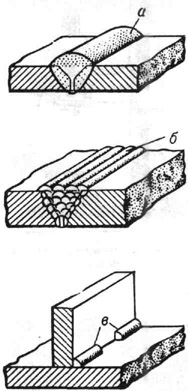
участок сварного соединения, непосредственно связывающий свариваемые элементы. При сварке плавлением (дуговой, электрошлаковой и др.) шов образуется в результате кристаллизации сварочной ванны, при сварке давлением (контактной, диффузионной и др.) — в результате диффузии. Различают С. ш.: по назначению — рабочие, связующие, подварочные, монтажные и др.; по способу выполнения — однопроходные, многослойные, непрерывные, прерывистые, угловые, стыковые, точечные и др. См. рис.

Виды сварных швов при дуговой сварке: а — стыковой непрерывный однопроходный; 6 — стыковой непрерывный многослойный; в — угловой прерывистый
Большой энциклопедический политехнический словарь.
2004.
Смотреть что такое «СВАРНОЙ ШОВ» в других словарях:
-
Сварной шов — По ГОСТ 2601 74 Источник: ГОСТ 25225 82: Контроль неразрушающий. Швы сварных соединений трубопроводов. Магнитографический метод … Словарь-справочник терминов нормативно-технической документации
-
сварной шов — шов Участок сварного соединения, образовавшийся в результате кристаллизации расплавленного металла или в результате пластической деформации при сварке давлением или сочетания кристаллизации и деформации. [ГОСТ 2601 84] шов сварной Участок… … Справочник технического переводчика
-
Сварной шов — Seam weld Сварной шов. Непрерывный сварной шов, выполненный между накладывающимися элементами, соединение которых может производиться как на прилегающих поверхностях, так и на поверхности одного элемента. Непрерывный сварной шов может… … Словарь металлургических терминов
-
сварной шов внахлестку — сварной шов внакидку — [http://slovarionline.ru/anglo russkiy slovar neftegazovoy promyishlennosti/] Тематики нефтегазовая промышленность Синонимы сварной шов внакидку EN lap weld … Справочник технического переводчика
-
сварной шов с двойной J-образной разделкой кромок — Сварной шов с разделкой кромок, при которой одна из кромок разделывается в виде J с обеих сторон. [http://sl3d.ru/o slovare.html] Тематики машиностроение в целом … Справочник технического переводчика
-
сварной шов с двойной U-образной разделкой кромок — Сварной шов с разделкой кромок, при которой обе кромки разделываются в виде двух половинок буквы «U». [http://sl3d.ru/o slovare.html] Тематики машиностроение в целом … Справочник технического переводчика
-
сварной шов с двойной V-образной разделкой кромок — Сварной шов с разделкой кромок, при которой обе грани разделываются с обеих сторон. [http://sl3d.ru/o slovare.html] Тематики машиностроение в целом … Справочник технического переводчика
-
сварной шов с односторонней J-образной разделкой кромки — Сварной шов с односторонней разделкой кромок, в котором край элемента соединения одного подготовлен в форме J с одной стороны. [http://sl3d.ru/o slovare.html] Тематики машиностроение в целом … Справочник технического переводчика
-
сварной шов с односторонней U-образной разделкой кромки — Сварной шов с разделкой кромок, в котором каждый край соединения подготовлен в форме J или половины U с одной стороны. [http://sl3d.ru/o slovare.html] Тематики машиностроение в целом … Справочник технического переводчика
-
сварной шов с односторонней разделкой кромки — Сварной шов с разделкой кромок, в котором край соединения одного элемента является скошенным с одной стороны. [http://sl3d.ru/o slovare.html] Тематики машиностроение в целом … Справочник технического переводчика
-
сварной шов с разделкой кромок двойным скосом — Сварной шов с разделкой кромок, в котором одна кромка соединения является обточенной с обеих сторон. [http://sl3d.ru/o slovare.html] Тематики машиностроение в целом … Справочник технического переводчика
Разъясните какой термин правильней использовать.
Автор Алхимик, 17.10.12, 19:01:38
« предыдущая — следующая »
0 Пользователей и 1 гость просматривают эту тему.
 Может и простой вопрос, но как правильно записать:
Может и простой вопрос, но как правильно записать:
Предохранить от сварных или сварочных брызг? (Сварной шов и сварочный шов)
И вообще не пойму когда какой из этих двух слови использовать.
Брызги — сварочные. Швы — сварные. » — Я так думаю…» 

Ага, значит сварочным может быть: Сварочный станок, сварочный электрод…
А сам процесс сварка.
Спасибо.
Завтра еще один термин притащу.
Есть понятие (термин) сварочный шов, электрод, трансформатор, выпрямитель и т.д. Ещё есть понятие сварной каркас, корпус, топор и т.д. Улавливаете!? Хотя сейчас всё перемешалось, что и не поймешь то ли ФУрсенко, а то ли ФурсЕнко!
У нас в Украине на это вопрос проще (нет Фурсенко) Но не поймем то ли на украинском «балакаты», то ли на русском разговаривать.
Цитата: Resfeder от 17.10.12, 21:38:51
Есть понятие (термин) сварочный шов, …. то ли ФУрсенко, а то ли ФурсЕнко!
Ни ФУрсенко, ни ФурсЕнко, ни ФурсенкО — здесь не при делах 
Если мы оперируем инженерными терминfми, то нет такого термина «сварочный шов» по определению ГОСТ 2601(см. вложение)!
Для однозначного понимания как раз и выпускаются стандарты определяющие термины и определения основных понятий. А в данном случае мы имеем в наличии элементарную подмену понятий.
Мне думается, что во избежание разных толкований, вещи стоит называть своими именами.
Вот наглядный пример: в настоящее время «гражданским браком» называют фактическое сожительство, хотя согласно определению гражданским браком называется совсем другое понятие — брак, оформленный в соответствующих органах государственной власти без участия церкви.
:um:Вот где-то так, чтобы потом не приходилось говорить об «специалистах» не способных выразить свои мысли при постановке задачи!
Ув. Алексей Николаевич! Вы правы. Сварной шов, сварное соединение, сварная конструкция. Сварочная ванна, сварочный пост, сварочное пламя и т.д. Кстати, логика понятна: «исходные» сварки — сварочные, «производные» — сварные. Правильно?
Цитата: Resfeder от 18.10.12, 08:08:47
… Кстати, логика понятна: «исходные» сварки — сварочные, «производные» — сварные. Правильно?
Да уж…, логика!!!  Сварщик производящий сварку будет производным! От того его и называют — «Сварной»
Сварщик производящий сварку будет производным! От того его и называют — «Сварной»
Цитата: Алхимик от 17.10.12, 19:01:38
И вообще не пойму когда какой из этих двух слови использовать.
Сварной
— полученный (изготовленный) путем сварки, сварочный — используемый для сварки.
Сварной шов, сварной узел, сварочная проволока, сварочный пост…
- Форум пользователей ПО АСКОН
-
►
Смежные вопросы -
►
Разное -
►
Разъясните какой термин правильней использовать.
Как правильно пишется словосочетание «сварные швы»
- Как правильно пишется слово «сварной»
- Как правильно пишется слово «шов»
Делаем Карту слов лучше вместе

Привет! Меня зовут Лампобот, я компьютерная программа, которая помогает делать
Карту слов. Я отлично
умею считать, но пока плохо понимаю, как устроен ваш мир. Помоги мне разобраться!
Спасибо! Я стал чуточку лучше понимать мир эмоций.
Вопрос: окситоцин — это что-то нейтральное, положительное или отрицательное?
Ассоциации к слову «шов»
Синонимы к словосочетанию «сварные швы»
Предложения со словосочетанием «сварные швы»
- Лопнули сварные швы находившейся внутри прочного корпуса топливной цистерны, и 200 кг соляра затопили артиллерийский погреб и одну из аккумуляторных ям.
- После отвода источника нагрева металл сварочной ванны кристаллизуется и образуется сварной шов, соединяющий свариваемые части.
- Допускаемый дефект инородного включения в сварном шве трубы – до 3,2 мм.
- (все предложения)
Цитаты из русской классики со словосочетанием «сварные швы»
- «Что нам всего нужнее?» и кончая восклицанием: «Европа! руки по швам!»
- Исправник окончательно растерялся и стал навытяжку, как говорится руки по швам.
- Он бегал из комнаты в комнату, бранился с женою, делал отеческие исправления дворецкому, грозился на всю жизнь сделать уродом и несчастным повара (для ободрения), звал человек двадцать гостей, бегал с курильницей по комнатам, встречал в сенях генерала, целовал его в шов, идущий под руку.
- (все
цитаты из русской классики)
Значение слова «сварной»
-
СВАРНО́Й, —ая, —ое. Тех. Полученный путем сварки. Сварные трубы. Сварные конструкции. Сварной шов. (Малый академический словарь, МАС)
Все значения слова СВАРНОЙ
Значение слова «шов»
-
ШОВ, шва, м. 1. Место соединения сшитых кусков ткани, кожи и т. п. (Малый академический словарь, МАС)
Все значения слова ШОВ
Отправить комментарий
Дополнительно
Обозначение сварных швов на чертежах
Содержание:
- Документация для свариваемых конструкций
- Как обозначают типы сварок
- Типы сварочных соединений и условные обозначения
- Необходимость обозначений
- Как на чертежах изображают сварочные швы
- Типы швов по форме наружной поверхности
- Вспомогательные знаки
- Изображение соединений при разных типах сварки
- Особенности расшифровки технической аббревиатуры
- Правила нанесения обозначений и особенности их расшифровки
- Нестандартные швы
- Расположение символов на чертежах
- Дополнительные данные стыковых соединений
- Возможные упрощения
- Создание чертежей с применением САПР
- Требования к условным обозначениям
- Интересное видео
Выполненные с помощью сварки детали и конструкции широко применяются в разных сферах жизнедеятельности. Но прежде чем создавать конструкционный элемент или деталь, необходимо воссоздать изображение сварных швов на чертежах. Это позволит в точности выполнить конструкцию с соблюдением выдвигаемых к ней стандартов.
Документация для свариваемых конструкций
Особой разновидностью моделей сборок являются сварные конструкции, процесс создания которых состоит из «разделки», «сварки», «обработки» и «моделирования». Для любого из состояний конкретные виды можно создать на чертеже:
- виды состояния сборки позволяют увидеть, как выглядит модель без сварочных соединений или заданной к ним разделки;
- виды подготовки представляют модель с уже заданной разделкой соединительных швов;
- виды сварки показывают будущую модель со сварными стыками;
- виды обработки определяют модель с подготовкой соединений, с уже готовыми стыками и обработкой после сварочных работ.
При оформлении чертежей только состояние сборки может применяться. Когда же конструкция переходит в какое-либо из других состояний, то должно осуществляться соответствующее сообщение об этом.
Как обозначают типы сварок
Огромное количество возможностей перед мастером открывают современные разновидности сварки, позволяющие любые задумки воплощать в действительности. Но чтобы применять на практике какую-либо сварочную технологию необходимо понимать обозначение сварки и научиться составлять чертежи.
В зависимости от технологии условное обозначение сварки на чертежах следующее:
- Э — электродуговая;
- Kт — контактная;
- Г — газовая;
- З — выполняемая в среде защитных газов.
В чертежах содержится вся информация, которая может понадобиться мастеру в процессе сваривания металлоконструкций, поэтому обязательным условием для каждого профессионального сварщика является умение читать и составлять сварочные чертежи.
Типы сварочных соединений и условные обозначения
Для качественного соединения отдельных элементов при создании металлоконструкций необходимо иметь подробное описание каждого стыка. Для этого выполняется состоящая из чертежей конструкторская документация, в которой все условные обозначения сварных швов должны соответствовать ГОСТам.
В зависимости от способов стыковки свариваемых друг с другом элементов различают несколько видов соединений. Наименования, особенности и обозначение сварочных швов на чертежах можно посмотреть в таблице ниже.
| Типы швов | Характеристики | Сварочный шов на чертеже |
| Стыковой | Расположенные в одной плоскости детали свариваются по прилегающим торцам. Чтобы стыки получались ровными и прочными необходимо перед соединением обработать стыковые кромки | С |
| Угловой | Детали соединяются по наклоненным один к другому торцам, угол между которыми должен составлять более 30° | У |
| Торцевой | Соединяются торцы элементов таким образом, чтобы между собой соприкасались боковые поверхности | С |
| Нахлесточный | Одна на другую накладываются плоскости элементов. Используются в случаях, когда точность подгонки не является критичной | Н |
| Тавровый | К поверхности конструкции под углом или вертикально приваривается торец детали | Т |

Существуют также не предусмотренные ГОСТом особые виды швов, которые на схемах обозначаются символом «О».
Необходимость обозначений
Современные металлоконструкции состоят из множества разных по формам и размерам элементов. Чтобы они соответствовали всем требованиям ГОСТов, то создавать их необходимо по предварительно разработанной конструкторской документации.
Обозначение сварных швов на чертежах позволяет узнать полный перечень их технических характеристик:
- тип материалов, необходимых для создания качественных стыков;
- геометрические размеры швов и оптимальные параметры допусков;
- технологии сваривания;
- размер и форму наплавки;
- герметичность стыков и прочностные свойства;
- условия и очередность процесса сваривания и другие особенности.
Не только при изготовлении металлоизделий необходимо обозначение сварочных швов, проверки готовых конструкций на прочность и целостность стыков также требует наличия чертежей. Осуществляющие контроль сотрудники геометрические параметры каждого соединения сравнивают с показателями из конструкторской документации.
Как на чертежах изображают сварочные швы
Требования к разработке рабочей документации и условное обозначение сварных швов на чертежах регламентированы единой системой конструкторской документации (ЕСКД).
Вне зависимости от способа сварки используется два основных типа линий, которыми обозначают сварные швы на чертеже:
- сплошные — для наружных видимых стыков;
- штриховые (пунктирные) — для невидимых соединений.
На представленном ниже фото можно увидеть какой линией изображают видимый сварной шов на чертеже и невидимый.

В обеих случаях обязательно должна быть выносная линия со стрелкой, указывающая на место расположения шва. Если стрелка указывает на видимый стык, то условное обозначение размещается над ней, когда невидимый — под ней.
Когда стык выполняется несколькими наложенными друг на друга проходами, то его называют многопроходной сварной шов, на чертеже при его обозначении указывается количество проходов.
Все соединительные стыки могут выполняться:
- односторонними. Образуются при сваривании деталей только с одной стороны поверхности, изображаются символами SS;
- двухсторонними. При создании такого типа соединений источник нагрева по верхней и нижней поверхностях поочередно перемещается и корень стыкового шва расположен внутри сечения. Символом BS изображается такая сварка на чертеже.
Чтобы обеспечить оптимальную глубину при сварке методом плавления необходимо осуществлять разделку кромок. При этом форма, угол вскрытия, притупление, ширина зазора и другие параметры зависят от сварочной технологии и толщины материала. Наиболее часто встречающиеся разделы кромок приведены на картинке ниже.

По характеру выполнения сварочные соединения разделяются на точечные, прерывистые и сплошные. Обозначение на чертеже прерывистого сварного шва являет собой сплошную линию при видимых стыках и штриховую — при невидимых. Прерывистые стыки создаются в шахматном порядке или цепными.
При любой сварочной технологии обозначение точечной сварки на чертеже выполняется знаком «+», который состоит из сплошных линий. Одиночные невидимые точки на конструкторских схемах не отображаются.
Обозначение стыков по характеру выполнения
В приведенных ниже таблицах показано как обозначаются сварные швы на чертежах в зависимости от их характера.
Таблица стыковых соединений
| Характер стыков | Без скосов | Скос на одной кромке | Скос на двух кромках | Два симметричных скоса на обеих кромках |
| Односторонний | 
|

|

|
|
| Двусторонний | 
|

|

|

|
| Односторонние соединения с применением прокладки | 
|
Таблица сварных швов углового типа
| Характер шва | Скос отсутствует |
| Односторонний | 
|
| Двусторонний | 
|
| Выполненный впритык односторонний | 
|
| Выполненный впритык двусторонний | 
|
Таблица сварных швов на чертеже таврового типа
| Характер соединения | Без наличия скоса |
| Двусторонний обычный | 
|
| Двусторонний в шахматном порядке | 
|
Таблица выполненных внахлестку стыков
| Характер стыкового соединения | Без скоса |
| Как выглядит двусторонний стык | 
|
| Обозначение прерывистого сварного шва | 
|
Согласно общеустановленных международных стандартов швы также различаются между собой в отношении пространственного положения:
- вертикальные и горизонтальные;
- сваренные в нижнем положении и потолочные.
Учитывая положение стыка существуют также разные способы снятия кромок. Если тщательно зачистить и подготовить кромки перед сварочным процессом, то соединительный стык будет обладать рядом преимуществ:
- экономичность. Количество используемого для наплавления металла сводится к минимуму;
- эффективность. Намного быстрее выполняется сваривание за один проход;
- прочность. В полученном сварном соединении прочностные характеристики нисколько не уступают показателям прочности, которыми обладает основной металл.
Чтобы получить в процессе сварки результат с исключительным качеством, то обязательно нужно указывать в технической документации тип сварочного стыка и вид снимаемой кромки.
Типы швов по форме наружной поверхности
Форма соединительного стыка непосредственно влияет на его физико-механические характеристики, а также на расход электродов. При выпуклости швов практически всегда требуется их дополнительная обработка с использованием абразивных кругов или фрезы.
В таблице ниже приведены разновидности выпуклых стыков и каким образом сварное соединение условно обозначается на проектных чертежах.
| Типы соединений | Как выглядит стык | Изображение | Характеристики |
| Нормальные | 
|
_____ | Отличаются экономичностью при создании, обладают высокой выносливостью при постоянных нагрузках |
| Вогнутые | 
|

|
Эффективны при динамических нагрузках, просты и экономичны в исполнении |
| Выпуклые | 
|

|
Если на стыках присутствуют выпуклости, то на них уходит намного больше расходников и экономичными они не являются |
Виды снятия кромок
С разных сторон и под разными углами могут выполняться кромки в зависимости от того, металл какой толщины используется при сваривании. Существуют следующие разновидности:
- перпендикулярно под углом 90°: металл не должен превышать 8 мм в толщине при двусторонней сварке, до 3 мм — при одностороннем соединении, 4-8 мм — для стальных листов;
- V-образно с выполнением одностороннего скоса с диапазоном толщины листов в пределах 4-26 мм;
- Х-образно с созданием двухстороннего скоса, при этом 12-40 мм должна быть толщина металла;
- под острым углом, который от 60° уменьшается до 45° при толщине от 20 мм и больше.
Чтобы швы получались прочными и качественными, то расстояние между кромками должно составлять 4 миллиметра.
Вспомогательные знаки
Обозначение сварки на чертеже будет неполным и непонятным без вспомогательных знаков. В таблице ниже приведены знаки вспомогательного характера, указано что каждый из них значит при нанесении на схему.

Используя вспомогательные знаки специалисты при составлении схем металлоконструкций указывают следующую информацию:
- Необходимость устранить на стыке выпуклость, возникшую при проведении сварочных работ.
- Потребность в обеспечении на основную поверхность плавного перехода. Осуществить это можно с помощью механической или ручной обработки всех существующих неровностей.
- Линия сваривания элементов должна оставаться незамкнутой.
- Контур сварочного стыка должен быть замкнутым.
- Вначале необходимо провести монтаж подготовленных деталей и только после этого приступать к сварочному процессу.
- Нужно выполнить точечный или прерывистый шов, расположение его при этом должно быть цепным.
- В шахматном порядке необходимо создавать соединительный стык.
Каждое дополнительное обозначение сварного шва регламентировано ГОСТом и указывает на уточнения, которые следует дополнительно провести на стыке.
Примечания к обозначениям
Чтобы увидев, как на чертеже обозначается сварной шов правильно прочитать всю техническую информацию, следует запомнить некоторые нюансы:
- сторона, с которой осуществляется сварка одностороннего стыка, является лицевой поверхностью;
- в двустороннем соединении, кромки которого одна относительно другой несимметричны, лицевой стороной считается та, с которой осуществляется выполнение основного шва;
- лицевой поверхностью двустороннего стыка, в котором кромки подготовлены симметрично может выступать любая из сторон.
Все дополнительные символы и знаки наносятся на схемы тонкими сплошными линиями. При создании чертежей следует обратить внимание на то, что все знаки должны иметь такую же высоту, что и цифры.
В таблице ниже приведено несколько примеров того, как используются на чертежах дополнительные символы.
| Название | Как выглядит стык | Изображение на чертежах |
| Одностороннее плоское соединение, разделка кромок V-образная | 
|

|
| Шов выпуклый двусторонний, кромки разделены в виде символа V | 
|

|
| Угловой стык вогнутого типа | 
|

|
| Стыковое односторонне соединение, кромки разделены V-образным способом с плоским подварочным швом | 
|

|
| Стыковой шов односторонний, V способом выполнен раздел кромок с большим притуплением и подварочным швом | 
|

|
| Односторонний плоский стык с V-образным разделением кромок. С помощью дополнительной обработки снято усиление | 
|

|
| Угловое соединение с плавным переходом к основному металлу от самого шва | 
|

|
Изображение соединений при разных типах сварки
В зависимости от типа используемой сварочной технологии по-разному изображаются виды сварных швов и соединений, их обозначения на чертежах указаны в таблице.
| Способ выполнения сварки | Как на чертеже показать сварку |
| Для изготовления конструкции используется сварка с применением автоматического аппарата. Выполняется под слоем флюса, предварительная проварка стыка не требуется. Подкладки или подушки в работе не используются | А |
| Сварка под флюсом с помощью автоматической установки с использованием специальной подушки с флюсовой основой | Аф |
| Соединение деталей должно происходить в среде инертного газа. Работы проводятся вольфрамовым тугоплавким электродом. Технология не требует использования дополнительного присадочного материала | ИН |
| Элементы соединяются вольфрамовым электродом посредством сварки в инертных газах с применением присадочного металла | ИНп |
| В среде инертного газа свариваются друг с другом детали с помощью плавящегося электрода | ИП |
| Сварочные работы проводятся в среде защитного газа, для этого используется углекислый газ | УП |
| Применять нужно газосварочную технологию | Г |
| Соединение элементов электродуговым методом | Э |
| Выполнять работы необходимо с применением защитного газа | З |
Особенности расшифровки технической аббревиатуры
Каждый сварщик должен уметь расшифровать все указанные на конструкторской документации изображения и символы, например, какой линией изображают сварной шов на чертеже или же как выглядит обозначение контактной сварки на чертеже.
Существует два эффективных способа, позволяющих овладеть навыками чтения технических схем:
- внимательно изучать все действующие межгосударственные стандарты, по требованиям которых составляется проектно-техническая документация. Кроме ГОСТов также потребуется читать специальную литературу, в которой есть обозначения сварочных швов на чертежах и их расшифровка;
- на примере готовых чертежей изучать всю представленную информацию. Это позволит с оптимальной интенсивностью и скоростью осваивать материал и углублять свои знания постепенно.
Поскольку в стандартах выложенная информация структурирована по общим требованиям к определенному типу работ, то профессиональные специалисты более удобным и доступным считают второй вариант. В нем намного легче найти именно ту информацию, которая в работе понадобится сварщику.
Правила нанесения обозначений и особенности их расшифровки
Выше уже упоминалось о том, как должно выполняться обозначение сварных соединений разных типов. На черту стыка указывает линия с направленной стрелкой, над или под которой наносятся надписи.
Существуют определенные правила, согласно которых должны наноситься все технические надписи. Маркировка сварных швов состоит из 9 взаимосвязанных между собой блоков. На фото ниже показана структура расположения маркировочных знаков.

На фото показано как обозначается сварное соединение на чертеже на примере двухстороннего монтажного стыкового шва, выполняемого ручной дуговой сваркой:
- В первой колонке изображен вспомогательный знак. Это контур замкнутого шва, определяющий выдвигаемые к элементу монтажные условия.
- Второй блок содержит код межгосударственного стандарта, в соответствии которого должны осуществляться работы по свариванию металлоконструкции.
- Третья колонка — это маркировка (обозначение) сварного шва на чертеже.
- Далее изображен дефис, который на подкатегории разделяет все последующие позиции.
- Буквы в пятом блоке указывают на технологию, по которой выполняются сварочные работы. Обязательно к заполнению эта позиция не является.
- В шестой колонке содержится величина углового катета, величина его указана в миллиметрах.
- Седьмой блок: дополнительное обозначение — прерывистый сварной шов, интервал шага, цепное или шахматное расположение и т. д.
- В восьмом блоке изображаются вспомогательные знаки, указывающие на тип обработки.
- Последняя девятая колонка — это показатели чистоты поверхности стыкового соединения. Указывается в случаях, когда после сварочного процесса необходима механическая обработка изделия.
Это приведено стандартное обозначение сварных швов на чертежах, примеры обозначения некоторых уже выполненных соединений приведены ниже.
Пример 1

Представленное на чертеже условное обозначение сварного шва расшифровывается следующим образом:
Пример 2

Здесь изображен выполненный автоматической дуговой сваркой (А) по замкнутой линии под флюсом (ГОСТ 11533-75) двусторонний (У2) угловой шов без скоса кромок.
Пример 3
С тыльной стороны создан стык.

Соединение выполнено с применением электродуговой сварки по ГОСТу 5264-80. Шов односторонний с загибом края, контур разомкнутый.
Пример 4
Сварочное соединение под наклоном

- контур стыковки элементов сплошной, выполнен в форме кольца;
- в газовой среде осуществлена сварка, ГОСТ 17771-76;
- стык тавровый (ТЗ), выполнена обработка каждой его стороны без разделки кромок;
- в качестве газовой среды использована окись углерода (УП) газообразной консистенции, электрод — расплавляемый;
- 6 мм составляет длина катета стыкового соединения;
- в шахматном порядке (Z) периодически создается сплошной проваренный участок длиной 50 мм и с шагом 100 миллиметров.
Пример 5

Для выполнения шва применена дуговая полуавтоматическая сварка, чертеж обозначает что шов односторонний (Н1), созданный плавящимся электродом внахлестку без скоса кромок в среде защитных газов. Шов круговой ( ), выполнен по замкнутой линии, 5 мм (Δ5) составляет дина катета.
), выполнен по замкнутой линии, 5 мм (Δ5) составляет дина катета.
Если на чертеже содержится несколько одинаковых соединительных стыков, то только на одном их них наносится условное обозначение. К остальным швам в местах, где должно быть обозначение указываются только их порядковые номера. При этом количество одинаковых соединений указывается на линии-выноске, как показано на примере ниже.

Одинаковыми стыковые соединения считаются в случаях, когда:
- разновидности стыков и размеры элементов являются одинаковыми при сравнении их поперечного сечения;
- одинаковые требования выдвигаются ко всем соединениям.
Когда для сварочного стыка установлена категория его контроля либо контрольный комплекс, то только под линией выноской должно наноситься условное обозначение.
Нестандартные швы
Соединения, в которых четко не указаны размеры конструктивных элементов называют нестандартными. Обозначение нестандартных сварных швов на чертежах необходимо выполнять с указанием размеров всех составляющих элементов.
На приведенном ниже фото можно детально рассмотреть, как на чертеже показывается сварка, выполненная нестандартными швами.

В процессе сварочных работ вследствие неравномерного нагрева стыковых соединений образуется остаточная деформация укорочения, которая становится причиной появления остаточных напряжений.
Разные факторы влияют на распределение таких напряжений: режим сварки, геометрические параметры соединительного шва и многие другие. Если принимать ко вниманию толщину соединяемых элементов, то в этом плане может возникать объемное или плоское состояние напряжения.
Границы нестандартного стыка изображаются основными сплошным линиями, а находящиеся в пределах шва конструктивные элементы — тонкими сплошными линиями.
Расположение символов на чертежах
Если рассматривать полное условное изображение соединительного стыка, то содержащиеся в нем дополнительные и основные знаки составляют только часть обозначения. Кроме них изображение включает и другие элементы:
- линия с направляющей стрелкой;
- двойная выноска, которая состоит из двух (пунктирной и сплошной) параллельных друг к другу линий;
- дополняющая линию-выноску вилка, за которой размещается необходимая для качественного выполнения соединения дополнительная информация.

Пунктирная линия может находиться как под сплошной линией, так и над ней. Обозначающий шов знак в зависимости в какую сторону направлена стрелка наносится на сплошной или пунктирной линиях:
- когда на сплошной линии находится символ, значит на лицевую сторону показывает стрелка;
- знак нанесен на пунктирной линии — на противоположную стыку сторону направлена стрелка.
Если речь идет о стыках с несимметричной разделкой, то стрелка должна направляться на сторону с обработанной кромкой.
Дополнительные данные стыковых соединений
К дополнительной информации относят следующие особенности соединительных швов:
Если в изображении сварочного соединения дополнительно нужно указать:
- в соответствии ISO 4063 код сварочной технологии;
- в соответствии ISO 10042 и ISO 5817 выдвигаемый к стыку уровень качества;
- в соответствии ISO 6947 положение сварки;
- в соответствии ISO 544, 2560, 3581 используемый сварочный материал
то размещать такую информацию необходимо за вилкой, добавленной к сплошной линии-выноске.
Возможные упрощения
Конструкторскую документацию выполнять необходимо даже при изготовлении самой простой сварочной металлоконструкции. Если по единому стандарту выполнены все соединения, то соответственно также наносятся сварочные обозначения на чертежах и вся графическая информация описывается в пояснительной записке, которая является неизменной частью документации.
Согласно специальных указаний ГОСТа 2.312-72 считаются допустимыми и другие упрощения:
- когда все присутствующие на чертеже стыки находятся на одной поверхности и являются аналогичными по типу, то порядковый номер им разрешено не присваивать. Для изображений таких швов наносят линии выноски, в которых отсутствуют полки;
- в случае, когда требуется изготовить симметричную деталь, то нарушением не считается наличие условных обозначений только на одной из ее сторон. Допускается это тогда, когда на схеме есть ось симметрии, выполняющая функцию разделения детали;
- если два и больше одинаковых привариваемых аналогичным способом элементов содержится в одном чертеже, то разрешается только одну из составляющих частей выделять линией выноской. Здесь обозначенный элемент должен иметь свой порядковый индивидуальный номер;
- в некоторых случаях допустимо в составляемой к чертежным схемам пояснительной записке изображение выносной линии выполнять специальным указанием. Возможно это в ситуациях, когда расположение шва определено с предельной точностью. Также в записке указываются эксплуатационные характеристики (качественные и технические) стыкового соединения.
Обозначение сварных швов с использованием упрощений позволяет:
- не перегружать чертеж множеством условных знаков;
- существенно упростить сам чертеж. Если очевидными являются места сварки, то некоторые упрощения позволяют сделать чертеж более понятным и доступным. Практически всегда при отсутствии САПР удавалось существенно повысить эффективность работы конструктора за счет упрощений;
- в разы уменьшить количество сварных обозначений за счет присвоения номеров всем одинаковым стыками при этом с точностью знать количества каждой разновидности соединений.
Следует также обратить внимание на то, что чем технически сложнее является чертеж и чем больше в нем содержится упрощений, тем сложнее будет чтение сварочных чертежей для сварщика. Знать нужно и о том, что существуют определенные ограничения на использование упрощений и есть ряд случаев, когда они недопустимы при создании сложных конструкторских схем.
Создание чертежей с применением САПР
Практически все чертежи, по которым в дальнейшем с помощью сварочных технологий изготавливаются разнообразные металлоконструкции, выполняются с использованием специального программного обеспечения (САПР). Автоматизация процесса создания технических схем позволяет разработчикам существенно сэкономить время на составление проектной документации.
Благодаря САПР конструкторы быстро и с максимальной точностью наносят все сварочные швы на чертежах, обозначение их также выполняется соответственными программными комплексами, которые способны не только моделировать самые сложные металлоизделия, но практически мгновенно проводить самые сложные расчеты сварочных соединений за счет подбора готовых инженерных решений в специализированных встроенных библиотеках.
В настоящее время конструкторам предложено большое количество разных продуктов, из числа которых наиболее эффективными и востребованными являются следующие программные комплексы:
- Kompas;
- AutoCAD;
- SolidWorks.
Например, за считанные секунды Компас находит любые необходимые сварочные чертежи, и их расшифровка сразу же высвечивается на мониторе без необходимости тратить время на поиск дополнительных источников.
Бесспорно, профессиональный конструктор должен уметь вручную выполнять технические схемы и тем более знать, как на чертеже обозначается сварка. Но при этом производительность работ будет намного выше, если в процессе оформления документации использовать специализированные программы.
С помощью программных комплексов разрабатывать можно не только агрегаты и узлы сварных конструкций, но также осуществлять расчеты максимально допустимых нагрузок в процессе их эксплуатации. В свою очередь это позволяет специалистам еще на стадии разработки проектов применять правильные решения в отношении конструктивных особенностей металлоизделий, исключая при этом образование неточностей из-за неточного подбора сварных технологий и в частности типов соединительных стыков.
Все современные автоматизированные программы, предлагаемые инженерам-конструкторам, разработаны с максимальным соответствием установленных техническими регламентами и нормативно-правовыми документами требований.
Умение использовать обозначение швов сварных соединений на чертежах и в частности создавать схемы в автоматизированном режиме с помощью САПР позволяет корректно и безошибочно составить документацию и обеспечить условия успешного изготовления изделий из металла посредством проведения сварочных работ.
Требования к условным обозначениям
Вне зависимости какого типа при изготовлении металлоизделий используются сварные швы, обозначение на чертежах должно осуществляться в соответствии единого набора требований. Отражающаяся на схемах и в пояснительной записке информация должна быть приведена в специально разработанных формах:
- техническое описание соединяющих в единую конструкцию отдельные элементы стыков;
- таблица сварных швов на чертеже, пример заполнения ее в разных вариантах представлен выше. Определенными особенностями при составлении чертежей отличается и сама сварка. Проводиться она должна только в том виде, который установлен действующими требованиями.
Только разработанный в соответствии всех регламентов и стандартов чертеж способен выступать гарантией того, что в процессе сваривания у специалиста никаких проблем не возникнет и он сможет безошибочно и оперативно выполнять задачи любой сложности. Если же в чертеже имеют место нарушающие требования ошибки, то его не смогут утвердить контролирующие органы.
Не менее важным этапом сварочного процесса в сравнении с проведением работ является составление технической документации, поскольку определяющий фактор того, каким должно быть сварочное соединение — чертеж.
Если говорить об условных обозначениях соединительных стыков, то вне зависимости от технологии сварочного процесса здесь также существуют конкретные требования. Наряду с обеспечением наглядности чертежа используемые обозначения также в разы упрощают работу сварщика.
Конкретные особенности предусмотрены для каждого отдельного обозначения. Учитывая, что сварщик при изготовлении изделий ориентируется на представленный ему чертеж, то даже малейшие неточности в нем способны привести к тому, что готовая конструкция не будет отвечать выдвигаемым к ней техническим характеристикам.
Каждый специалист, работающий со сваркой, обязан знать, что указывается в условном обозначении сварного шва на чертеже и уметь быстро и точно прочитать любую информацию. Не имея таких навыков практически невозможно определить какими характеристиками должно обладать сварочное соединение, какой тип шва использовать в конкретных случаях.
Основным документом, в котором выдвинуты все требования относительно того как на чертеже показывается сварка любым способом является единый государственный стандарт. При этом не только разрабатывающие технические чертежи специалисты должны беспрекословно владеть всеми существующими требованиями, но также и те, кто непосредственно будет в дальнейшим по составленным проектам сваривать металлоизделия. Такие знания выступают залогом того, что реализация проекта будет проведена качественно.
Интересное видео
08Дек
-
By: -
Без рубрики -
Comment: 0
Содержание статьи
- Изображение сварных соединений на чертежах
- Виды сварочных швов
- Разбираем второй и третий квадрат и обозначение сварочных швов на чертежах по ГОСТам
- Разбираем четвертый квадрат: виды выполнения работ
- Рассматриваем пятый блок: размеры
- Необходимость обозначения швов сварных соединений на чертежах
- Варианты наружной поверхности швов
- Виды снятия кромок
- Вспомогательные знаки
- Нюансы расшифровки аббревиатуры технического характера
- Правила нанесения знаков и специфика их расшифровки
- Нестандартные случаи
- Расположение символов
- Дополнительные данные
- Требования к маркировке
При проектировании в документации в обязательном порядке маркируют стыки, которые будут создаваться под высокотемпературным воздействием. Поэтому мы хотим всесторонне рассмотреть обозначение сварного шва на чертеже: каким оно может быть, насколько актуально, что по нему можно понять, а также другие важные моменты. Начнем с того, что указывается оно как при одно-, так и при двухсторонней обработке деталей. И от его качества напрямую зависит срок службы и общая надежность получившейся конструкции, потому так важно правильно выбрать и задать его параметры (выпуклость, ширину и другие) на бумаге, а после перенести их в жизнь на практике.
Также отметим, что в артикул, в зависимости от ситуации, вносят разные буквы. «Н» – при нахлесточном способе, при наложении заготовок друг на друга, «У» – при стыке под определенным углом. Помимо этого есть вспомогательные знаки, содержащие рекомендации, но о них ниже.
Изображение сварных соединений на чертежах
Есть четкие межгосударственные стандарты, актуальные для всех сфер промышленности. Согласно им, видимые швы в документации выполняются сплошными линиями, тогда как скрытые – штриховкой. К каждому из них подводится стрелка (односторонняя) с полкой, на которой указан артикул. Последний содержит информацию о типе конструкции, способе температурного воздействия, размере элементов и иные характеристики, которые мы поблочно рассмотрим ниже. Какие-либо отступления от принятых норм (а также упрощения или изменения) запрещены, за исключением четырех случаев:
- проект типовой, и содержит таблицу, в которой указаны все особенности;
- детали одинаково отображаются как с лицевой, так и с обратной стороны – тогда выноску можно не делать;
- есть запись в технических требованиях, объясняющая специфику проведения работ в определенных точках (местах);
- изделие будет симметричным – тогда допускается указывать обозначения лишь для одной части.
Виды сварочных швов

Они описаны в ЕСКД – Единой Системе Конструкторской Документации, своде стандартов, определяющих нормы составления чертежей. Наиболее актуальными для стыков являются следующие ГОСТы:
- 2.312-72 – включает в себя используемые пиктограммы или другие рисунки, условно показывающие определенный параметр;
- 5264-80 – описывает варианты, подходящие для ручных дуговых методов;
- 14771-76 – регламентирует правила для случаев работы в защитной газовой среде.
В соответствии с ними образуется артикул такого вида: Да, на первый взгляд, он кажется громоздким, но только если не знать, как его читать. Для удобства его нужно визуально разбить на блоки – следующим образом:
Да, на первый взгляд, он кажется громоздким, но только если не знать, как его читать. Для удобства его нужно визуально разбить на блоки – следующим образом: Обратите внимание, у каждого из получившихся 9 квадратов своя роль, объясняющая, какими параметрами обладает сварной шов, обозначения говорят вот о чем (по частям):
Обратите внимание, у каждого из получившихся 9 квадратов своя роль, объясняющая, какими параметрами обладает сварной шов, обозначения говорят вот о чем (по частям):
- вспомогательные изображения, показывающие характер стыка (монтажный или замкнутая линия);
- ГОСТ, согласно которому сделано соединение;
- тип исполнения и характерные имеющихся конструктивных элементов;
- способ высокотемпературного воздействия;
- размеры составляющих деталей;
- длина непрерывного участка (как одна из ключевых характеристик);
- другие параметры;
- пиктограмма, описывающая специфические особенности.
В обычной ситуации маркировка расположена над полкой, но она также может размещаться под нею, если стык невидимый, то есть сделан с изнанки. Наиболее важные из блоков заслуживают более подробного рассмотрения.
Разбираем второй и третий квадрат и обозначение сварочных швов на чертежах по ГОСТам
Давно используемым и даже знаменитым является межгосударственный стандарт 5264-80, принятый еще в 1981 году, но актуальный и по сей день. Согласно ему, в артикулах могут быть следующие буквы:
- С – стыковой, образуется при соединении смежных торцов заготовок, находящихся на одной плоскости; наиболее распространен, так как обладает высокой механической прочностью, но реализовать его сравнительно сложно, с технической точки зрения.
- Н – нахлесточный, актуален тогда, когда одна контактная поверхность перекрывает другую (параллельно смещена); выдерживает не такие высокие нагрузки, как предыдущий вариант, но сделать его легче.
- Т – тавровый, получается при сочетании торца с плоскостью, отличается максимальной жесткостью, но плохо переносит воздействия на изгиб.
- У – угловой, с плавлением по кромкам, детали между собой расположены под каким-то 0, чаще всего перпендикулярно.
- О – особый, выполненный оригинально, а не по межгосударственному стандарту, о чем отдельно указывается в документации.
Обозначение сварных соединений на чертежах может также осуществляться и по одному из двух других ГОСТов, тоже входящих в ЕСКД. Первый из них, 5264-80, актуален для ручных дуговых способов и дает такую маркировку (для только что рассмотренных типов соответственно):
- С1 – С40,
- Т1 – Т9,
- Н1 – Н2,
- У1 – У10.
Второй, 14771-76, справедлив для тех случаев, когда задача решается в среде из защитного газа:
- С1 – С27,
- Т1 – Т10,
- Н1 – Н4,
- У1 – У10.
 Если мы посмотрим на пример, артикула, то увидим, что во втором блоке записан ГОСТ, которого придерживались, а в третьем – необходимый результат (тавровый). Между собой они разделены «–», что упрощает прочтение.<
Если мы посмотрим на пример, артикула, то увидим, что во втором блоке записан ГОСТ, которого придерживались, а в третьем – необходимый результат (тавровый). Между собой они разделены «–», что упрощает прочтение.<
Разбираем четвертый квадрат: виды выполнения работ
Как обозначить сварку на чертеже, а именно тот способ, которым она должна осуществляться? Очень просто – одной буквой:
- А – автоматическая, без использования подкладок, под флюсом;
- Аф – все то же самое, но уже на подушке;
- ИП – стыковка производится в защитной инертной среде, с использованием плавящегося электрода;
- ИН – аналогично, но стержень уже вольфрамовый;
- ИНп – добавляется присадка;
- УП – газ углекислый.
Рассматриваем пятый блок: размеры
 Указывать необходимо минимально допустимую длину. Так как наш пример тавровый, перед нужной цифрой идет пиктограмма и величина катета, зависящая от предела текучести и равна 6 мм (кстати, если бы он был стандартным, его можно было вообще опустить). И только после этого, через «–», записываются 50 мм – протяженность непрерывного участка. Анализируя, как обозначать сварные швы на чертеже, необходимо учитывать, что они могут быть:
Указывать необходимо минимально допустимую длину. Так как наш пример тавровый, перед нужной цифрой идет пиктограмма и величина катета, зависящая от предела текучести и равна 6 мм (кстати, если бы он был стандартным, его можно было вообще опустить). И только после этого, через «–», записываются 50 мм – протяженность непрерывного участка. Анализируя, как обозначать сварные швы на чертеже, необходимо учитывать, что они могут быть:
- SS – односторонние, когда все движения дуги (электрода) осуществляются в одной плоскости;
- BS – двухсторонние, когда тело плавления перемещается и с изнанки тоже.
Кроме того, согласно ГОСТу 2.312-72, они подразделяются и на:
- видимые – идут сплошной линией;
- скрытые – показываются пунктиром.
Если просуммировать и правильно учесть все вышеописанное, удастся узнать все важные эксплуатационные параметры стыка из артикула. И пусть сначала он кажется громоздким – немного опыта, и его прочтение не будет вызывать вообще никаких проблем.
Необходимость обозначения швов сварных соединений на чертежах
Любая более или менее сложная металлоконструкция представляет собой совокупность элементов, различающихся между собой по форме и габаритам. Чтобы не допустить ошибок, детали скрепляют по предварительно составленной документации, которая и дает исполнителю информацию о том, какие характеристики должны быть реализованы, а именно:>
- виды используемых материалов;
- геометрия (длина) стыков и допусков к ним;
- размеры наплавки;
- оптимальная технология;
- параметры герметичности и прочностные качества;
- специфические условия выполнения работ.
Так что они действительно нужны, в том числе и для удобства контроля – чтобы сотрудники ОТК могли сравнить номинальные показатели из конструкторских бумаг с реальными.
Варианты наружной поверхности швов
От ее формы напрямую зависят физико-механические свойства соединения и даже расход электродов. В ряде случаев может потребоваться ее шлифовка и выравнивание абразивом, а это тоже дополнительные траты. Итак, типы следующие:
Итак, типы следующие:
- нормальные – экономичные в реализации, хорошо переносят даже сильные нагрузки (если те постоянные);
- вогнутые – также обходятся сравнительно недорого, актуальны при динамических воздействиях;
- выпуклые – требуют большого количества наплавки, поэтому не считаются дешевыми.
Виды снятия кромок
Выполнять их допустимо как снаружи, так и с изнанки, под какими угодно углами – исходя из толщины металла. Они могут быть:
- перпендикулярные – под 90 0, заготовки должны быть до 3 мм, при условии, что высокотемпературная обработка односторонняя, до 8 мм – двусторонняя, от 4 до 8 мм, это стальные листы.
- остроугольные – под 45–60 0, для деталей со стенками не уже 20 мм;
- X-образные – с двойным скосом, актуальны для 12–40-миллиметровых предметов;
- V-формы – выполняются только на одном торце, подходят для плоских объектов в 4–26 мм.
Для обеспечения должного уровня прочности следует оставлять между кромками расстояние в 4 мм.
Вспомогательные знаки
Без них маркировка сварных швов может оказаться недостаточно информативной – они дополняют картину, вносят важные пояснения. С их помощью конструкторы говорят о необходимости:
- снять появившуюся выпуклость;
- оставить линию стыка незамкнутой;
- реализовать плавный переход к основной поверхности – путем обработки имеющихся неровностей;
- закольцевать контур;
- обеспечить монтаж деталей и только после него приступать к наплавке;
- выполнить соединение в шахматном порядке или сделать его прерывистым или точечным, с цепным расположением.
При этом важно использовать только разрешенные ГОСТами пиктограммы – тогда все уточнения будут максимально понятными.
Примечания к обозначениям
Как на чертеже показать сварку так, чтобы не возникло ошибок при прочтении? Придерживаясь следующих правил:
- поверхность, на которой проводятся односторонние работы, считается лицевой;
- при несимметричных кромках за главную принимается та, где и будет непосредственно расположен стык;
- при одинаковом срезе на торцах любая из сторон может выступать в качестве наружной.
И, отдельно: наносить пиктограммы на схемы необходимо сплошными и тонкими линиями, следя за тем, чтобы их высота была такой же, как у букв и цифр артикула.
Нюансы расшифровки аббревиатуры технического характера
Любой ответственный исполнитель должен уметь читать конструкторскую документацию, то есть понимать, чем отличается обозначение прерывистого шва на чертеже от сплошного, о чём говорит тот или иной вспомогательный указатель и тому подобное. Для этого ему нужно:
- изучать актуальные ГОСТы и специальную литературу, содержащую полезные сведения;
- знакомиться с аналогичной конструкторской документацией, по которой уже реализованы проекты, и расширять свой багаж знаний.
Второй пункт считается даже более важным, особенно среди практиков, так как в межгосударственных стандартах информация структурирована по общим принципам, тогда как в отдельно взятых схемах она всегда более конкретная и помогает быстрее найти решение определенного вопроса.
Правила нанесения знаков и специфика их расшифровки
Согласно ЕСКД, артикул записывается по блокам – он состоит из 9 квадратов, каждый из которых дает определенную информацию:
- пиктограмма, показывающая контур и определяющая условия монтажа;
- код актуального ГОСТа;
- тип соединения (тавровое, цепное или другое);
- способ исполнения (в углекислом газе, в инертном, иной);
- размеры катета или остальных конструктивных элементов;
- длина непрерывного участка;
- дополнительные характеристики (допустим, порядок или расположение);
- длина шага и прочие вспомогательные показатели, связанные с особенностями обработки;
- параметры чистоты.



Нестандартные случаи
Как обозначается сварочный шов на чертеже, если его габариты не укладываются в рамки ГОСТов? В такой ситуации в конструкторскую документацию следует вписать размеры всех его элементов.  Тогда исполнитель, в процессе непосредственного решения задачи, сможет добиться нужного качества результата даже с учетом действия остаточных напряжений. Последние появляются из-за деформации укорочения (которая возникает из-за неравномерного нагрева поверхностей) и распределяются в зависимости от выбранного режима, геометрии и других факторов. Толщину заготовок тоже нельзя сбрасывать со счетов, ведь она способна спровоцировать плоские или объемные напряжения.
Тогда исполнитель, в процессе непосредственного решения задачи, сможет добиться нужного качества результата даже с учетом действия остаточных напряжений. Последние появляются из-за деформации укорочения (которая возникает из-за неравномерного нагрева поверхностей) и распределяются в зависимости от выбранного режима, геометрии и других факторов. Толщину заготовок тоже нельзя сбрасывать со счетов, ведь она способна спровоцировать плоские или объемные напряжения.
Расположение символов
Буквы, цифры и пиктограммы лишь часть маркировки. Кроме них, используются и такие условные обозначения сварки на чертеже, как:
- стрелки-направляющие;
- двойные выноски, представляющие собой 2 параллельные линии (сплошная + пунктирная, и каждая из них может быть размещена выше другой – по ситуации);
- вилка, за которой и располагаются важные к прочтению подробности.
 Когда разделка несимметричная, артикул направляется на сторону обработанного торца, если же сняты обе кромки, он может находиться как на лицевой поверхности, так и на изнаночной.
Когда разделка несимметричная, артикул направляется на сторону обработанного торца, если же сняты обе кромки, он может находиться как на лицевой поверхности, так и на изнаночной.
Дополнительные данные
Это характерные особенности стыка, записанные в виде пиктограмм:
- круговое соединение – кружок;
- монтажное – флажок.
Зачастую конструктору необходимо решить, как обозначить (показать) сварной шов на чертеже в соответствии с ISO. Самый правильный способ – вписывать (в зависимости от стандарта):
- код технологии – согласно 4063;
- требования к уровню качества – по 10042 и 5817;
- используемый материал – по 544, 2560 и 3581;
- положение стыка – при 6947.
Эта информация размещается за вилкой.
Существующие упрощения
Документация составляется даже для самых простых изделий, и она обязана содержать все обязательные графические, буквенные, цифровые символы ЕСКД. Но при этом, по ГОСТу 2.312-72, допустимо:
- Не присваивать стыкам порядковые номера, если они одинаковые и размещены на одной поверхности, а изображать их выносками без полок.
- Выделять линией только первый из аналогичных элементов.
- Наносить пиктограммы и другие указатели только на лицевую сторону симметричной детали.
- Оставлять дополнительную информацию об эксплуатационных характеристиках (с расшифровкой) в пояснительной записке.
Такие меры помогают не перегружать документацию деталями и упрощают ее прочтение.
Создание чертежей с помощью САПР
Сегодня их делают не вручную, а в специализированных программах, экономящих время и силы разработчиков. ПО вроде Kompas, SolidWorks или AutoCAD, быстро и точно моделирует даже сложные изделия, не допускает помарок, проводит расшифровку маркеров. В компьютерной среде также не составит труда провести виртуальную сборку изделия и расчет будущих нагрузок. При этом САПР соответствуют всем актуальным ГОСТам, регламентам, нормативам. Поэтому обучиться работать с ними – долг каждого конструктора. С другой стороны, специалисту необходимо уметь самостоятельно рисовать схемы и помнить, как на чертеже обозначается сварное соединение того или иного типа – чтобы не зависеть от компьютера.
Требования к маркировке
Они унифицированы и подразумевают, что отраженная информация будет полезной и наглядной, а для этого должны выполняться следующие условия:
- данное техническое описание объединяет отдельные элементы в какое-то определенное изделие;
- таблица содержит всю информацию, нужную для проведения работ;
- стык создается строго по установленной правилами технологии.
Их соблюдение – залог безошибочного составления документации, а значит важный шаг к качественному и оперативному завершению задачи, то есть к получению достаточно надежного объекта, способного выдерживать запланированные нагрузки и эксплуатироваться необходимое время. И раз конечный исполнитель должен понимать, как обозначаются сварные швы на чертежах, он также обязан знать эти требования и принципы, по которым они составлены, а также, напомним, уметь с ходу читать предоставленные ему схемы. Поэтому его долг – изучение ГОСТов и практик, актуальных для его предприятия или даже сферы в целом. Идеальный вариант – когда между конструктором и специалистом, непосредственно соединяющим детали, есть прямой контакт, тогда они могут быстро обсудить и согласовать любой непонятный момент. Но так происходит лишь в единичных случаях, а потому все должны действовать строго в рамках продуманных регламентов и норм, страхуя себя от ошибок. Выше мы подробно рассмотрели обозначение соединений на планах, примеры обозначения тоже привели. Надеемся, что теперь вам будет проще читать артикулы и понимать, что за ними скрывается. В компании «Рокта» вы можете купить ленточнопильные станки, свяжитесь с нами, чтобы получить профессиональную консультацию от наших специалистов. А сейчас посмотрим видео по теме:
Русский[править]
Морфологические и синтаксические свойства[править]
| падеж | ед. ч. | мн. ч. | |||
|---|---|---|---|---|---|
| муж. р. | ср. р. | жен. р. | |||
| Им. | сва́рочный | сва́рочное | сва́рочная | сва́рочные | |
| Р. | сва́рочного | сва́рочного | сва́рочной | сва́рочных | |
| Д. | сва́рочному | сва́рочному | сва́рочной | сва́рочным | |
| В. | одуш. | сва́рочного | сва́рочное | сва́рочную | сва́рочных |
| неод. | сва́рочный | сва́рочные | |||
| Т. | сва́рочным | сва́рочным | сва́рочной сва́рочною | сва́рочными | |
| П. | сва́рочном | сва́рочном | сва́рочной | сва́рочных | |
| Кратк. форма | сва́рочен | сва́рочно | сва́рочна | сва́рочны |
сва́—роч—ный
Прилагательное, тип склонения по классификации А. Зализняка — 1*a.
Приставка: с-; корень: -вар-; суффиксы: -оч-н; окончание: -ый [Тихонов, 1996].
Произношение[править]
- МФА: [ˈsvarət͡ɕnɨɪ̯]
Семантические свойства[править]



Значение[править]
- соотносящийся по значению с существительным: сварка, связанный с ним ◆ Он стоял около сварочной печи, следя за работой. А. И. Куприн, «Молох», 1896 г. [НКРЯ] ◆ В особом притыке со свистом и подавленным грохотом вертелся маховик, заставлявший сливавшиеся в мутную полосу чугунные валы глотать добела раскаленные пакеты сварочного железа и выплевывать их обратно гнувшимися под собственною тяжестью яркокрасными железными полосами. Д. Н. Мамин-Сибиряк, «Три конца», 1890 г. [НКРЯ] ◆ Когда корыто готово, является бригада жестянщиков и выколачивает по дереву листы стали, отмечают границы стыка, вытаскивают и подают к сварочной машине Львова. В. И. Мухина, «Воспоминания Веры Мухиной», 1957 г. // «Искусство» [НКРЯ] ◆ На потемневших от воды стапелях в черной пасти спасенного корабля загудели сварочные аппараты. В. К. Кетлинская, «Мужество», 1934—1938 г. [НКРЯ] ◆ Ворота доставляются на место в виде нескольких готовых узлов, для монтажа которых требуются лишь небольшие сварочные работы. С. Грилихес, «Оригинальная конструкция», 1953 г. // «Наука и жизнь» [НКРЯ] ◆ Он вечерком вместо разбуженной плоти рисовал что-нибудь красочками на картонке в кружке художественной самодеятельности или сидел тихонько в библиотеке, изучая труды профессора Патона по сварочному делу. Евгений Попов, «Голубая флейта», 1970—2000 г. [НКРЯ] ◆ Что ни ночь зеки закидывали его на вышке камнями, железяками, копьишками из сварочных электродов. О. О. Павлов, «Степная книга», 1990—1998 г. [НКРЯ]
- свойственный сварке, характерный для нее ◆ Структура чугуна в его сварочной зоне уже не нарушалась в такой степени, как прежде. Л. Масленников, «Чудесный электрод», 1951 г. // «Техника — молодежи» [НКРЯ]
- изготовленный в процессе сварки; сварной ◆ Объединение процессов формовки и сварки труб с последующей прокаткой в единый беспрерывный процесс позволило увеличить производительность трубных агрегатов, а также повысить качество труб благодаря обжатию сварочного соединения. А. И. Целиков, «Непрерывные процессы в металлургии и машиностроении», 1983 г. // «В мире науки» [НКРЯ] ◆ Представьте себе все это, и вы поймете, о какой высокой культуре обработки металла говорят фотографии микроструктуры древней стали, о каком удивительном кузнечном мастерстве свидетельствуют тонкие чистые полосы сварочных швов, отчетливо видимых в микроскоп. Г. Вознесенская, «Секреты древнего металла», 1966 г. // «Химия и жизнь» [НКРЯ]
Синонимы[править]
Антонимы[править]
Гиперонимы[править]
Гипонимы[править]
- автосварочный
Родственные слова[править]
| Ближайшее родство | |
|
| Список всех слов с корнем -вар⁽ʲ⁾- | [править] | |
|---|---|---|
|
Этимология[править]
Происходит от ??
Фразеологизмы и устойчивые сочетания[править]
- сварочное оборудование
Перевод[править]
| Список переводов | |
Библиография[править]
|
|
Для улучшения этой статьи желательно:
|