
Штанцформа… Что это за явление, и зачем оно необходимо? Штанцевальная форма (именно так «расшифровывается» термин) – это готовая форма, лекало, которое активно используется для серийного производства разного вида упаковки в таких сферах как:
- Полиграфия.
- Рекламная продукция.
- Упаковочные материалы.
- POS-продукция.
Такие формы облегчают решение задач по вырубке серийных изделий с разной формой из разных материалов:
- Картон.
- Бумага.
- Кожа.
- Полимеры и многое другое.
Функционирует штанцформа через давление для получения высечки.
Штанцформа: знакомство с устройством
Продолжаем знакомиться со штанцевальной формой: это система, которая состоит из фанерной основы. Основа, в свою очередь, всегда изготавливается из твердых пород дерева:
- Дуб.
- Бук.
- Береза.
- Клен.
Форма пригодна для лазерной резки, и на ней устанавливаются биговальные линейки, перфорационные или режущие. Также может присутствовать другая штанцевальная оснастка, расширяющая спектр возможностей применения:
- Резательные линейки позволяют четко вырезать заготовочный контур (например, упаковка).
- Перфорационные линейки необходимы для просечки линий отрыва (яркий пример – билеты, купоны).
- Посредством биговальных линеек можно сформировать линии будущих сгибов.
Разновидности вырубного штампа и решаемые задачи
Существует 3 основных разновидности штанцформ:
- Ротационные. Это вырубной штамп, который выглядит как полумуфта с нужным диаметром. Такая форма незаменима при решении задач высокоскоростной высечки. Изделия славятся своей производительностью и умением легко выдерживать до 1 000 000 циклов.
- Плоские штанцформы состоят из основания (оно плоское) с пазами, куда вставляются разные типы линеек.
- Под валковый пресс с более толстыми ножами, чтобы эффективно противодействовать поперечному давлению от вала пресса.
Операция штанцевания может включать в себя разные процессы:
- Перфорация – материал прорезается насквозь по прерывистой линии. То есть налицо чередование пробелов с прорезями для последующего отрыва.
- Высечка требует сквозного прорезания материала режущей линейкой по линии (не прерывистой, в отличие от предыдущей операции).
- Бигование – создание на материалах «П»-образных выступов. Это нужно для того, чтобы формировать линии сгибов.
- Рицевание – это частичное прорезание с помощью режущей линейки, высота которой меньше, чем при высечке.
- Тиснение позволяет сформировать рельеф разных форм.
То есть использование такого инструмента существенно расширяет полиграфические возможности.
Преимущества штанцформ
Можно выделить несколько объективных преимуществ такого способа вырубки, что и сделало их такими востребованными на рынке:
- Ускорение производства.
- Возможность резки самых миниатюрных деталей с высокой точностью.
- Гарантия стабильности размеров заготовки и минимальные допуски.
- Расширение полиграфических возможностей.
- Есть возможность обработки широкого спектра материалов: бумага, картон, кожа, ткань, пластик и другие.
Огромный плюс в том, что можно заказать штанцформы для дальнейшей эксплуатации на любом оборудовании с изделиями любого размера, выполненными из разных материалов:
- Для вырубки упаковки разных типов и видов? Начиная с упаковок сигарет, заканчивая коробками с чаем.
- Для создания пакетов «маек» и лотков из пластика.
- Разные виды полиграфической продукции: брошюры, каталоги, календари и многое другое.
- Подарочная продукция и ярлыки с картами и этикетками.
- Упаковочные материалы (коробки, упаковки).
- Игры и пазлы.
- Производство канцелярии.
Можно создать штам вырубку индивидуально для решения любой задачи, даже самой нетрадиционной и сложной.
Results of morphology analysis
Штанцформа (6) | Noun, inanimate, feminine
| Единственное число | Множественное число | |
| Именительный | Штанцформа | Штанцформы |
| Родительный | Штанцформы | Штанцформ |
| Дательный | Штанцформе | Штанцформам |
| Винительный | Штанцформу | Штанцформы |
| Творительный | Штанцформой, Штанцформою |
Штанцформами |
| Предложный | Штанцформе | Штанцформах |
Get short URL
Что такое штанцформа?
 Штанцформа, вырубной штамп (штанцевальная форма) представляет собой оборудование, использующееся в полиграфической промышленности (упаковочные материалы, полиграфическая, рекламная, POS-продукция) для вырубки из различных листовых материалов (бумаги, картона, полимеров и т.д.) серийных изделий различной формы например заготовок под упаковку. Работает штанцформа путем давления или по иному высечки.
Штанцформа, вырубной штамп (штанцевальная форма) представляет собой оборудование, использующееся в полиграфической промышленности (упаковочные материалы, полиграфическая, рекламная, POS-продукция) для вырубки из различных листовых материалов (бумаги, картона, полимеров и т.д.) серийных изделий различной формы например заготовок под упаковку. Работает штанцформа путем давления или по иному высечки.
Штанцформа — это система, состоящая из фанерной основы (из твердых пород деревьев — бука, дуба, клена, березы) пригодной для лазерной резки или пластика с установленной на ней биговальными, режущими или перфорационными линейками и другой штанцевальной оснасткой.
— Режущие (резательные) линейки высекают, вырезают контур заготовки
— Биговальные линейки формирую линии будущих сгибов — формирование контр-гиба П-образной надсечки.
— Перфорационные линейки используются для просечки линий отрыва
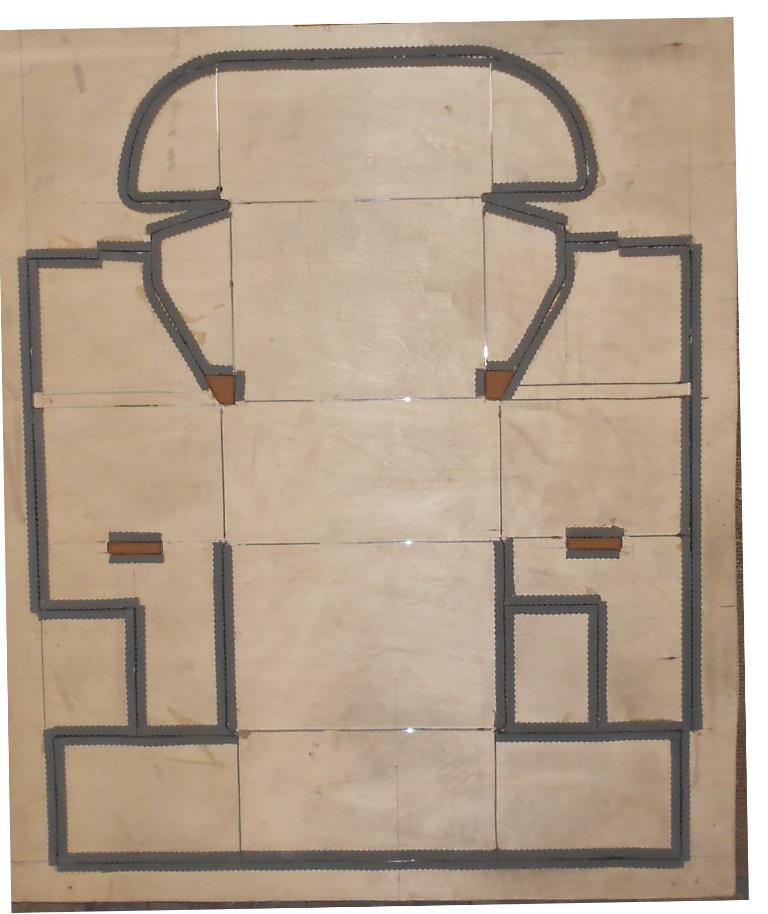
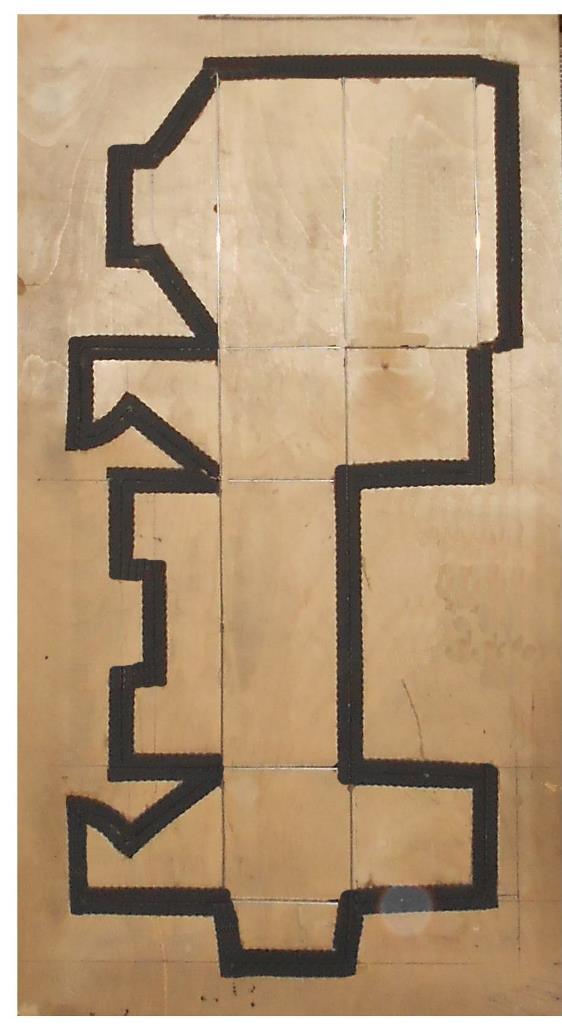
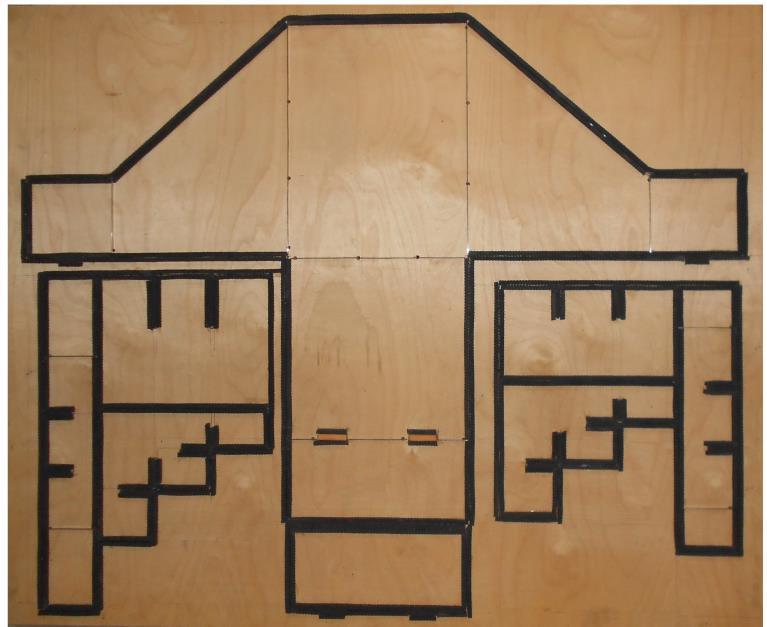
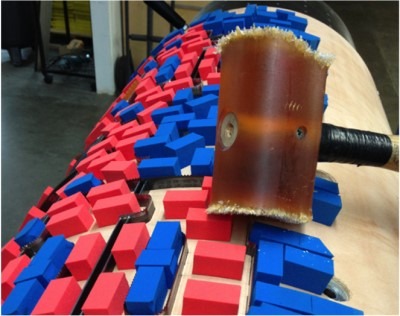
На фанерную основу с помошью высокоточного лазера наносятся пропилы (дорожки, прорези) нужной длины и толщины куда и вставляются предварительно изогнутые в сложную форму спроектированные по форме изделия линейки для штанцформ . Вставка (запрессование) линеек производится вручную с использованием молота, либо с помощью современных высокотехнологичных и очень точных роботов-автоматов.
Вдоль контура режущих, перфорационных и других линеек, проникающих при штанцевании вглубь обрабатываемого материала, на рабочую (обращенную к обрабатываемому материалу) поверхность основания клеями специальных типов приклеиваются выталкивающие (эжекторные) материалы. Они могут иметь различный профиль сечения, быть изготовлены из различных материалов (резина, пробка, специальные материалы) с различными характеристиками твердости и временем релаксации. Применение конкретного эжекторного материала определяется характеристиками обрабатываемого материала, а также типом и производительностью штанцевального оборудования.
Штанцформы бывают ротационные и плоские.
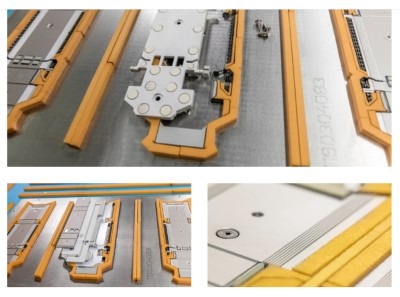
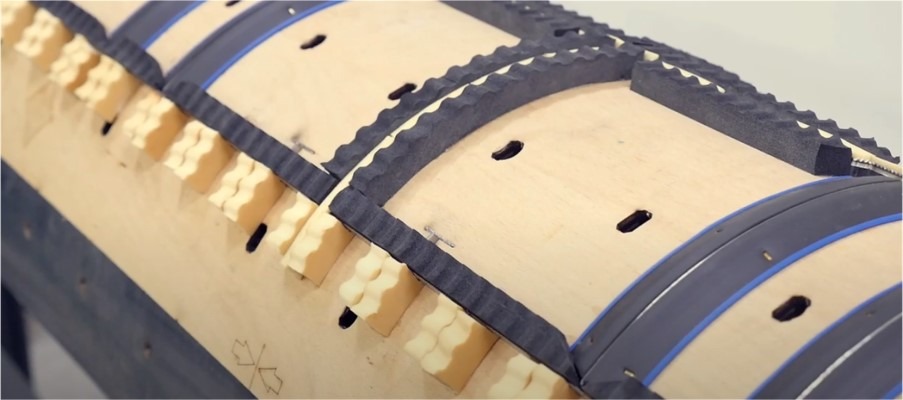
Ротационные штанформы (вырубной штамп) представляет собой полумуфту определенного диаметра. Ротационная штанцформа используется для высокоскоростной высечки. Стоимость изготовления ротационного вырубного штампа выше, чем стоимость планшетных (плоских) штанцформ, поскольку их изготовление более трудоемко. Зато их достаточно высокая цена компенсируется высочайшей производительностью и способностью выдерживать до миллиона циклов. Плоская штанцформа состоит из плоского основания с прорезанными в нем пазами, в которые вставлены режущие, биговальные и другие специальные типы стальных линеек.
 Штанцевание может включать в себя процессы высечки, перфорирования, рицевания, бигования и тиснения, а также их различные комбинации.
Штанцевание может включать в себя процессы высечки, перфорирования, рицевания, бигования и тиснения, а также их различные комбинации.
Высечка – сквозное прорезание обрабатываемого материала режущей линейкой штанцформы по непрерывной линии.
Перфорирование – сквозное прорезание материала по прерывистой линии, характеризующееся чередованием прорезей и пробелов постоянной величины (шагом перфорации «пробел/рез»).
Рицевание – частичное прорезание материала режущей линейкой меньшей, чем в случае высечки, высоты. Такие линейки часто называют рицовочными.
Бигование – процесс формирования на обрабатываемом материале «П»-образного выступа (в сечении), предназначенного для создания линии сгиба высеченной заготовки.
Тиснение – формирование рельефа на материале. Оно может быть конгревным и блинтовым. В процессе блинтового тиснения рельеф формируется за счет вдавливания в толщу материала выступающими элементами клише, при этом оборотная сторона материала опирается на плоскую ровную поверхность и остается ровной и плоской. При конгревном тиснении материал выступами контрматрицы вдавливается во впадины матрицы. При этом толщина самого материала не изменяется, то есть не происходит сдавливания.
Сменный инструмент, изготовленный по оригинальной конфигурации, соответствующей конкретной работе по штанцеванию материала, принято называть штанцевальной оснасткой (оснасткой для штанцевания). Упомянутые штанцевые формы (далее «штанцформы») и биговальные контрматрицы (или каналы) являются лишь одним из компонентов комплекта штанцевальной оснастки, используемого на оборудовании, осуществляющем автоматическое штанцевание, удаление отходов и разделение высеченных заготовок.
Биговальная контрматрица.
Биговальной контрматрицей называется специальное устройство, являющееся ответной частью биговальных линеек плоской штанцформы. Как правило, на каждую часть штанцформы, соответствующую одному высекаемому изделию (при многоместной штанцформе), изготавливается отдельная контрматрица. Таким образом, один комплект биговальных контрматриц составляет количество, равное числу расположенных на штанцформе изделий (мест) плюс некоторое количество запасных контрматриц. Заказчик может заказать несколько комплектов контрматриц. Биговальные контрматрицы изготавливаются фрезерованием из специального листового материала пертинакс, имеющего клеевой слой, защищенный силиконовой бумагой. Пертинакс представляет собой многослойный армированный специальной тканью пластик и может иметь различную толщину (от 0,3 до 1,0 мм) в зависимости от толщины материала, предназначаемого для бигования с помощью данной контрматрицы. Габаритные размеры и конфигурация контрматриц зависит от конструкции конкретного изделия, которое будет высечено с их помощью.
Биговальный канал представляет собой специальное устройство ленточного типа. Биговальный канал состоит из направляющего пластикового устройства, собственно биговальной канавки со скошенными внешними кромками, стального или тонкопленочного пластикового основания с клеевым слоем и защитной силиконовой бумаги. Бортики биговальной канавки могут изготавливаться из различных материалов: пластика, прессшпана. В зависимости от назначения биговальный канал может располагаться несимметрично относительно оси симметрии сечения биговальной линейки, а также быть сдвоенным (две параллельные биговальные канавки на одном основании).
Штанц-форма представляет собой вырубной штамп. Она необходима при изготовлении упаковочных коробок из картона или гофрокартона. Ее очертания полностью повторяют каждую деталь будущего изделия в разложенном виде. Оборудование состоит из многослойной фанеры толщиной 7-10 мм. В нее запрессованы стальные вырубные ножи разных конфигураций. Используется штанц форма для вырубки коробов сложной высечки из различных листовых материалов. Процесс штанцевания включает в себя следующие операции:
- высечку;
- рицевание;
- перфорирование;
- тиснение и бигование.
В зависимости от этого используют биговальные, режущие или перфорационные линейки. Такой инструмент принято называть штанцевальной оснасткой.
Современное оборудование выполняет автоматическое штанцевание, отделение высеченных заготовок, удаление отходов.
Ротационные штанц-формы
Штанцевальные формы данной разновидности применяют при необходимости в высокоскоростной высечке. Они представляют собой 2 полукруглых фанерных основания определенных диаметров. Их изготовление сложное и дорогое. Это компенсируется высокой производительностью. Данное устройство может выдерживать около миллиона циклов.
Основание такого инструмента изготавливается из разных материалов. Самыми распространенными из них считаются твердые породы дерева – бук, ясень, береза. Носителями линеек могут являться также пластик и другие композитные материалы. Диаметр изгиба фанеры зависит от размера вырубного барабана.
Штанцевальные матрицы ротационного вида обладают многими достоинствами. К ним относятся высокая скорость производства изделий, возможность обработки крупных заготовок и материалов с повышенной жесткостью.
Российская промышленность, включая предприятия Москвы, при изготовлении гофротары также отдает предпочтение ротационным установкам.

Плоские штанц-формы
Вырубная штанцформа такого типа состоит из плоского основания, в которое вставлены ножи необходимой разновидности. В него могут быть вмонтированы также другие специальные элементы. Примером являются резьбовые втулки Т-профиля для установки в штанцевальной машине. Дополнительными элементами могут быть также вставки с матрицами для тиснения.
Оборудование дополнительно укомплектовывается приправочным листом. Это тонкий лист кальки или пластика с нанесенным контуром размещения линеек. Он применяется для выравнивания давления по рабочим поверхностям.
С помощью плоского штанца удается резать изделия более сложного кроя, выполнять биговку и тиснение.
Биговальная контрматрица
Так именуется устройство, которое является ответной частью биговальных линеек плоской штанцформы. Их изготавливают путем фрезерования из специального листового материала под названием пертинакс. Это многослойный армированный тканью пластик. Он содержит клеевой слой, который защищает силиконовая бумага.
Общие размеры и конструкция контрматриц зависят от конфигурации конкретного изделия. Полный комплект биговальных матриц по количеству соответствует числу мест, расположенных на штанцформе с некоторым количеством запасных.
При взаимном перемещении плит штампа штанцформа и контрматрица соприкасаются по границам режущих линеек. Происходит вырубка внешнего контура заготовки. Для ее выталкивания используется эжекторный материал. Параллельно с высечкой осуществляются операции бигования и рельефного тиснения. Это происходит за счет вдавливания картона в канал биговальной матрицы.
Процесс производства штанцформ
Универсальные картонные гофрокороба можно вырезать и склеивать на одной просечно-рилевочной линии с фальце-склейкой без дополнительной оснастки. Это сводит производственные затраты к минимуму.
Но, если индивидуальный дизайн упаковки включает дополнительные функции, такие как изгибы, углы, отличные от 90 градусов, вырезы (например, окошки или перфорацию), то для выполнения партии коробов, потребуется использование плоской или ротационной высечки, и, как следствие, необходимо изготовление вырубной оснастки или штанцформы.
Процесс высечки, зародившийся в обувной сфере еще во времена промышленной революции, сыграл важную роль в росте массового производства.
Сегодня высечка – это универсальный производственный процесс, в котором используются специализированные машины и инструменты для преобразования исходных материалов в нестандартные формы и размеры.
Вырубной штамп (штанцформа) — это форма для резки (можно представить как процесс приготовления печенья), которая вдавливается в материал — гофрокартон, чтобы сформировать желаемую форму упаковки.


Гофроящики и другие упаковочные продукты часто производятся с использованием специальной штамповой оснастки на высекальном прессе.
Этот производственный процесс не только ускоряет производство, но и гарантирует устойчивое качество продукта.
Таким образом, практическая ценность процесса высечки при помощи штанцформ заключается в возможности массового производства нестандартной упаковки.
Сложную индивидуальную упаковку производить проще, быстрее и экономичнее в больших масштабах. С помощью штанцформ на гофрокоробе можно создать практически любую форму или перфорацию, окошко или замочек.
Первоначально предназначенная для массового производства упаковки, сегодня высечка превратилась в универсальный производственный процесс.
Развитие технологий изготовления вырубных штампов обеспечивает наиболее эффективную и точную конструкцию гофрированных ящиков. Как правило, схема упаковки создается с помощью автоматизированного проектирования (САПР).

Оцифрованный чертеж (эскиз) переносится на березовую фанеру высокого качества.
Далее при помощи современного лазерного оборудования производится фигурная резка будущей штанцформы.
Внедрение лазеров в этот процесс обеспечило ощутимый рост точности переноса чертежа на фанеру.

В штампе для резки используются металлические полосы, называемые стальными линейками.
Режущей линейке придают форму с помощью гибочного станка, который сгибает, разрезает и надрезает сталь до необходимой формы.
В процессе высечки можно использовать различные методы резки. У каждого метода есть функциональные отличия в зависимости от сложности упаковки.


Вот некоторые из наиболее распространенных вариантов.
Вырубной нож — прорезает упаковочный материал (гофрокартон).
Биговка — создает линию сгиба на упаковочном материале. В отличие от высечки, складка, образованная биговкой, позволяет изгибать материал внутрь за счет наличия двух точек напряжения.

Перфорация подразумевает создание линии прорезей вдоль материала дизайна. Конструкция не отделяется от самого материала, но легко гнется по перфорированным линиям.

Стальные линейки устанавливают в основание штампа вручную.
Высекательная машина плотно вдавливает матрицу в картон, в результате чего получается вырезанная форма (высечка).
В зависимости от сложности дизайна упаковки высечка может иметь несколько линий, сгибов и складок, которые используются для сборки упаковки вручную.
Излишки материала, остающиеся на детали после обработки (облой) собираются, могут быть переработаны и повторно использованы.


Рекомендуемые товары
Высота 23,8 мм, толщина 4pt , шаг 15х5 мм. В наличии линейки и резина для плоских и ротационных штанцформ.
Отдел штанц-форм компании Комупак производит и ремонтирует вырубную оснастку для производителей упаковки, этикеток, бумаги и кожи в Центральном и Северо-Западном регионах Российской Федерации
Высота 23,8 мм, толщина 3pt. Собственное производство штампов для вырубки предлагает широкую номенклатуру штанцевых ножей и эжекторной резины.
Отдел штанц-форм компании Комупак производит и ремонтирует вырубную оснастку для производителей упаковки, этикеток, бумаги и кожи в Центральном и Северо-Западном регионах Российской Федерации.
Высота 23,8 мм, толщина 3pt. В наличии большой ассортимент расходных материалов для штанц-форм
Отдел штанц-форм компании Комупак производит и ремонтирует вырубную оснастку для производителей упаковки и полиграфической продукции в Центральном и Северо-Западном регионах России
Высота 23,8 мм, толщина 3pt. В наличии линейки и резина для плоских и ротационных штанцформ.
Отдел штанц-форм компании Комупак производит и ремонтирует вырубную оснастку для производителей упаковки, этикеток, бумаги и кожи в Центральном и Северо-Западном регионах Российской Федерации